1 Il laser
1.1 Generalità sul laser
Dal punto di vista applicativo il laser è un'apparecchiatura che trasforma energia da una forma primaria (elettrica, ottica, chimica, termica o nucleare) in un fascio monocromatico e coerente di radiazioni elettromagnetiche di intensità elevata, il fascio laser.
Il fascio laser gode di alcune proprietà che lo rendono particolarmente adatto per diverse applicazioni industriali quali il taglio, la saldatura, la foratura, la marcatura ecc. di materiali metallici e non; in questi casi si parla di laser di potenza.
Le due caratteristiche principali del fascio laser sono:
• direzionalità, ovvero grande precisione di propagazione, anche in aria. L'angolo di divergenza del fascio è dell'ordine del mrad, cosa che ne consente il trasporto per lunghe distanze senza perdere in focalizzazione.
• focalizzabilità, ovvero possibilità di concentrare il fascio in aree molto piccole (spot), con diametri dell'ordine di 0.3÷0.6 µm. Si ottengono quindi densità di energia molto elevate e grande precisione.
Nel presente capitolo si tratterà dei principi di funzionamento e delle problematiche generali dei laser di potenza, in particolare delle due tipologie più diffuse in campo industriale: il laser CO2 e il laser Nd:YAG. Nel capitolo successivo si vedrà più in dettaglio l'applicazione nella saldatura.
1.2 Principi di funzionamento del laser
Il fascio laser è, in sostanza, un fascio di onde elettromagnetiche con proprietà di monocromaticità, direzionalità ed intensità elevata. Queste proprietà si ottengono dall'amplificazione di un'onda elettromagnetica secondo il principio dell'emissione stimolata (Light Amplification by Stimulated Emission of Radiation, LASER) descritto di seguito.
Emissione spontanea
Gli atomi (o le molecole) di certe sostanze, i cosiddetti materiali laser, quando si trovano eccitati in un particolare livello energetico, detto livello laser superiore,
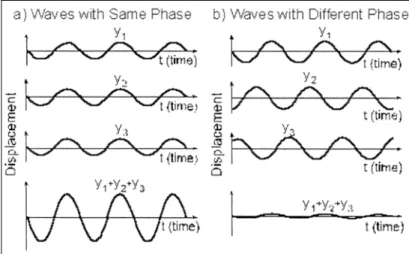
mostrano la tendenza a riportarsi spontaneamente ad un livello inferiore più stabile, livello laser inferiore, cedendo l'energia in eccesso, pari al salto energetico ∆E, sottoforma di un'onda elettromagnetica. Le onde generate per emissione spontanea sono monocromatiche (la lunghezza d'onda, λ, è proporzionale a ∆E) ma incoerenti in quanto, essendo emesse in maniera casuale ed indipendentemente l'una dall'altra, hanno fase e direzione di propagazione diverse tra loro.
Figura 1-1 – Sovrapposizione di onde elettromagnetiche: a) amplificazione; b) abbattimento. Emissione stimolata
Quando un atomo eccitato di materiale laser interagisce con un'onda elettromagnetica viene "stimolato" a tornare allo stato stabile emettendo a sua volta un'onda. Se l'onda stimolatrice era stata emessa nello stesso modo, le due onde risultano uguali, cioè hanno medesima lunghezza d'onda, fase e direzione di propagazione. In definitiva da una singola onda si ottengono due onde coerenti che, sovrapponendosi, si amplificano (Figura 1-1).
Pompaggio e inversione di popolazione
L'energia necessaria ad eccitare il materiale laser viene fornita da un sistema esterno, il sistema di pompaggio. Infatti, per ottenere l’amplificazione, il numero di atomi eccitati (emettenti) deve essere maggiore del numero di atomi non eccitati (assorbenti), poiché quando un'onda interagisce con un atomo non eccitato viene assorbita da questo, che si eccita a sua volta. Il raggiungimento di tale condizione si dice inversione di popolazione.
Il pompaggio, oltre a compensare le perdite in cavità (assorbimento, trasmissione da parte degli specchi, ecc.), deve garantire anche un guadagno sufficiente all'emissione del fascio laser di densità di potenza richiesta.
Cavità risonante
L'amplificazione necessaria all'emissione del fascio laser si ottiene per effetto valanga. Il materiale laser viene inserito nella cavità risonante, costituita da due specchi paralleli posti di fronte l'uno all’altro, i quali fanno sì che le onde emesse vengano riflesse più volte secondo una direzione preferenziale (l'asse degli specchi) passando attraverso il materiale stesso. In questo modo il numero di onde che interferiscono col materiale, stimolando a loro volta l'emissione di onde, aumenta considerevolmente, si crea così l’effetto valanga (risonanza).
Figura 1-2 – Schema di funzionamento del laser a stato solido.
L'innesco del fascio laser è un effetto di soglia, la sua formazione inizia solo quando il guadagno è tale da eguagliare le perdite in cavità. Al crescere dell'amplificazione l'energia del fascio cresce fino al raggiungimento del valore richiesto. Il limite superiore all'energia ottenibile è dato dal sistema di pompaggio, ovvero dalla potenza massima disponibile.
Il fascio laser viene poi estratto dalla cavità per trasmissione parziale di uno dei due specchi, Figura 1-2 e Figura 1-3.
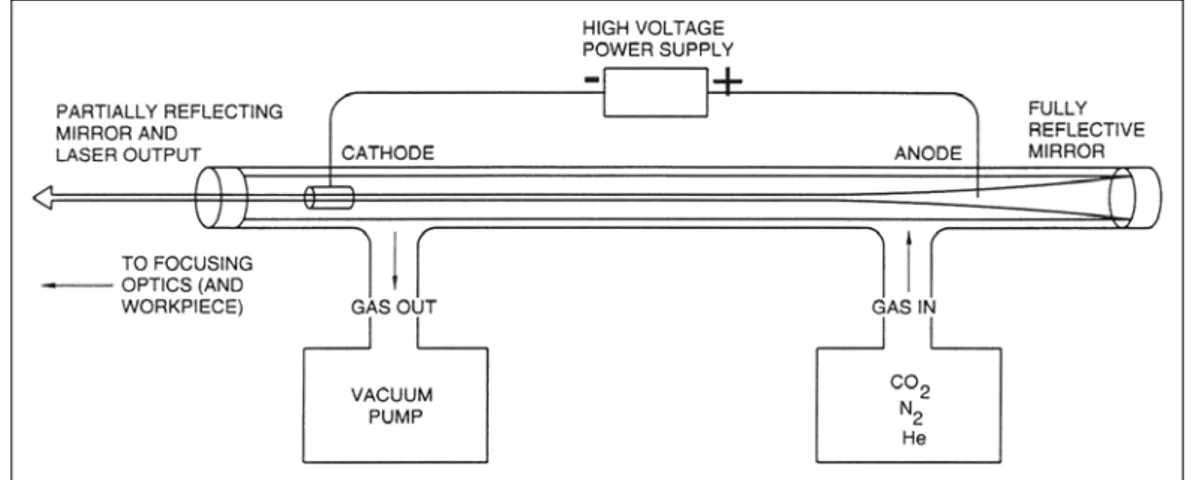
Figura 1-3 – Schema di funzionamento del laser a gas (flusso assiale lento).
Figura 1-4 − Regime impulsato.
1.3 Tipologie di laser
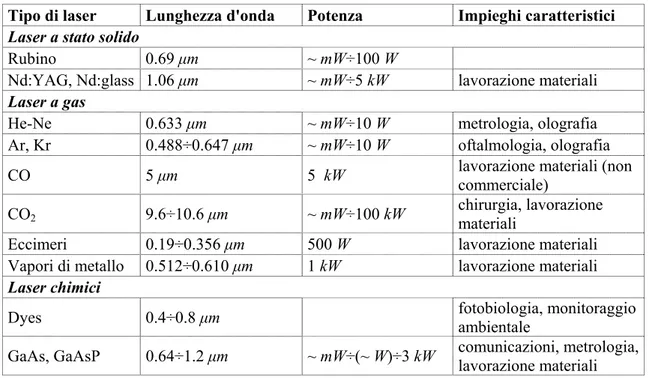
Esistono varie tipologie di laser, che si differenziano principalmente per il materiale laser impiegato. Quest'ultimo determina sia le caratteristiche del fascio, come la lunghezza d'onda, che la tecnologia del sistema, ad esempio la modalità di pompaggio. In Tabella 1-1 sono riportate le lunghezze d'onda, le potenze e gli impieghi caratteristici dei laser più comuni.
Il laser ha due regimi di funzionamento:
• emissione in continua (CW): la potenza del fascio è costante nel tempo e dell'ordine della potenza nominale (a meno del rendimento);
• emissione impulsata: il laser funziona per un certo tempo, durata dell'impulso (10–6÷10–3 s), e per un certo numero di volte al secondo, frequenza di ripetizione; la potenza, pur mantenendo valori medi contenuti, raggiunge valori di picco elevati, fino a qualche decina di volte la potenza nominale, Figura 1-4.
Nel caso della saldatura, i laser comunemente impiegati sono il laser Nd:YAG e il laser CO2, che saranno descritti brevemente di seguito.
Tipo di laser Lunghezza d'onda Potenza Impieghi caratteristici Laser a stato solido
Rubino 0.69 µm ~ mW÷100 W
Nd:YAG, Nd:glass 1.06 µm ~ mW÷5 kW lavorazione materiali
Laser a gas
He-Ne 0.633 µm ~ mW÷10 W metrologia, olografia
Ar, Kr 0.488÷0.647 µm ~ mW÷10 W oftalmologia, olografia
CO 5 µm 5 kW lavorazione materiali (non
commerciale)
CO2 9.6÷10.6 µm ~ mW÷100 kW chirurgia, lavorazione materiali
Eccimeri 0.19÷0.356 µm 500 W lavorazione materiali
Vapori di metallo 0.512÷0.610 µm 1 kW lavorazione materiali
Laser chimici
Dyes 0.4÷0.8 µm fotobiologia, monitoraggio ambientale
GaAs, GaAsP 0.64÷1.2 µm ~ mW÷(~ W)÷3 kW comunicazioni, metrologia,
lavorazione materiali
Tabella 1-1 – Caratteristiche dei laser più diffusi. 1.3.1 Laser Nd:YAG
Il laser Nd:YAG è un tipico laser allo stato solido. Il mezzo attivo è lo ione Nd3+ impiantato come drogante, in sostituzione degli ioni Y3+, in un cristallo di granato di alluminio e ittrio (Yttrium Aluminium Garnet, YAG), che funge da materiale base.
Lo schema di funzionamento a pompaggio ottico, tipico dei laser a stato solido, è rappresentato in Figura 1-2.
Una barra di materiale laser è posta in uno dei fuochi di uno specchio ellittico, nell'altro viene posizionata una lampada al Kr (funzionamento sia CW che impulsato) o allo Xe (impulsato). I raggi luminosi emessi dalla lampada vengono riflessi sulla barra attivando gli ioni di Nd.
Il materiale base deve permettere di ottenere barre di buona qualità ottica. Deve essere duro e lucidabile, tale da consentire di ottenere superfici di interfaccia con gli specchi della cavità sufficientemente lisce e regolari per non deviare le onde; deve possedere una buona conduttività termica per il raffreddamento alle elevate potenze e, infine, bande di assorbimento ottico compatibili col mezzo attivo, cioè lontane dalle bande di emissione laser, per ridurre le perdite.
Ad esempio nei laser Nd:glass viene impiegato vetro al posto dello YAG. Il vetro permette di ottenere barre di varie dimensioni (diametri da pochi µm a 100 mm per lunghezze fino a 2 m), di alta qualità ottica e a basso costo. Le prestazioni ottenibili sono però inferiori a causa della minore conducibilità termica, che limita le potenze massime, e dell'effetto di allargamento della banda di emissione degli ioni, che richiede un pompaggio maggiore per il raggiungimento dell'inversione di popolazione.
La frequenza di emissione del laser Nd:YAG cade nel vicino infrarosso (λ = 1.06 µm); questo consente l'impiego delle fibre ottiche per il trasporto, mentre, per la focalizzazione, si possono utilizzare delle lenti (ottiche trasmettenti). Questo tipo di laser risulta molto versatile, in particolare ne è possibile l'implementazione su robot antropomorfi.
Lo svantaggio principale del laser Nd:YAG è la bassa efficienza ottenibile (tipicamente del 2%) a causa della scarsa qualità del fascio. Le dimensioni limitate della cavità risonante non consentono infatti il perfetto allineamento delle onde in cavità.
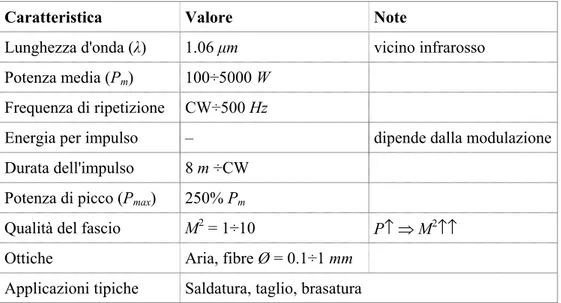
Le caratteristiche del laser Nd:YAG sono riportate in Tabella 1-2.
Caratteristica Valore Note
Lunghezza d'onda (λ) 1.06 µm vicino infrarosso
Potenza media (Pm) 100÷5000 W
Frequenza di ripetizione CW÷500 Hz
Energia per impulso – dipende dalla modulazione
Durata dell'impulso 8 m ÷CW Potenza di picco (Pmax) 250% Pm
Qualità del fascio M2 = 1÷10 P↑ ⇒ M2↑↑
Ottiche Aria, fibre Ø = 0.1÷1 mm
Applicazioni tipiche Saldatura, taglio, brasatura
Tabella 1-2 – Caratteristiche dei laser Nd:YAG. 1.3.2 Laser CO2
Il laser CO2 è un tipico laser a gas. Il materiale attivo è costituito da molecole di
CO2 a bassa pressione. Il pompaggio è di tipo elettrico, in quanto il pompaggio ottico
di attivazione viene trasferita alle molecole di CO2 per collisione da elettroni accelerati
da un opportuno campo elettrico.
Alla CO2 si aggiungono normalmente N2 ed He per migliorare l'efficienza: il primo
gas favorisce l'inversione di popolazione facilitando il trasferimento di energia per collisione (il primo livello vibrazionale della molecola di N2 è, energeticamente, vicino
al livello laser superiore della CO2); il secondo da un lato stabilizza la scarica elettrica
favorendo la dissipazione di calore, dall'altro spopola, sempre per collisione, i livelli laser inferiori contribuendo al mantenimento dell'inversione di popolazione.
In Figura 1-3 è rappresentato lo schema di funzionamento di un laser a flusso assiale lento, il tipo più semplice. Per le potenze più alte si impiega lo schema a flusso assiale veloce, che consente una maggior velocità di raffreddamento del gas, inoltre il ricircolo dell'anidride carbonica favorisce il ricambio delle molecole di CO2 che, a causa
del bombardamento elettronico, si riducono da CO2 a CO ed O, tale schema è però più
complesso dal punto di vista costruttivo.
La potenza ottenibile è proporzionale alla lunghezza di scarica, ovvero alla lunghezza della cavità risonante: da 80 W/m per il flusso assiale lento si arriva a 2 kW/m per il flusso assiale veloce.
I laser a gas a flusso trasversale consentono di aumentare la lunghezza di scarica con una struttura più compatta della cavità risonante, consentendo potenze di 25 kW in CW.
La CO2 emette nel medio infrarosso (λ = 10.6 µm), non è quindi trasmissibile in
fibra ottica né focalizzabile con lenti, come avviene per i laser Nd:YAG. In questo caso si utilizzano specchi metallici (di solito rame, nudo o ricoperto per migliorare la riflettività) piani per la trasmissione e parabolici o ellittici per la focalizzazione (Figura 1-7). I laser CO2 possono raggiungere potenze elevate proprio grazie all'impiego di
ottiche in metallo (ottiche riflettenti), che possono essere facilmente raffreddate con ricircolo d'acqua. L'efficienza dei laser CO2 è maggiore rispetto ai laser Nd:YAG, un
valore tipico è il 15%. La flessibilità d'impiego è invece minore, in dipendenza del fatto che il trasporto può avvenire solo con specchi.
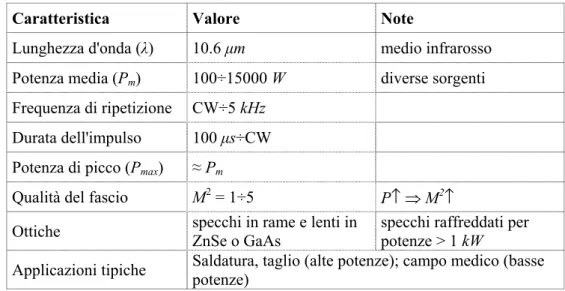
Caratteristica Valore Note
Lunghezza d'onda (λ) 10.6 µm medio infrarosso
Potenza media (Pm) 100÷15000 W diverse sorgenti
Frequenza di ripetizione CW÷5 kHz
Durata dell'impulso 100 µs÷CW
Potenza di picco (Pmax) ≈ Pm
Qualità del fascio M2 = 1÷5 P↑ ⇒ M2↑
Ottiche specchi in rame e lenti in
ZnSe o GaAs
specchi raffreddati per potenze > 1 kW
Applicazioni tipiche Saldatura, taglio (alte potenze); campo medico (basse potenze)
Tabella 1-3 – Caratteristiche dei laser CO2.
1.4 Gestione del fascio laser
Il trasporto e la focalizzazione del fascio laser sul punto di lavoro rappresentano una parte importante delle problematiche legate all'impiego del laser.
1.4.1 Qualità del fascio e focalizzabilità
Per ottenere le densità di potenza e la precisione richieste dal processo laser è necessario focalizzare il fascio, ovvero concentrarlo in uno spot di dimensioni ben precise (tipicamente 0.3÷0.6 mm) e con divergenza minima possibile. La focalizzabilità del fascio è fortemente legata alla sua qualità.
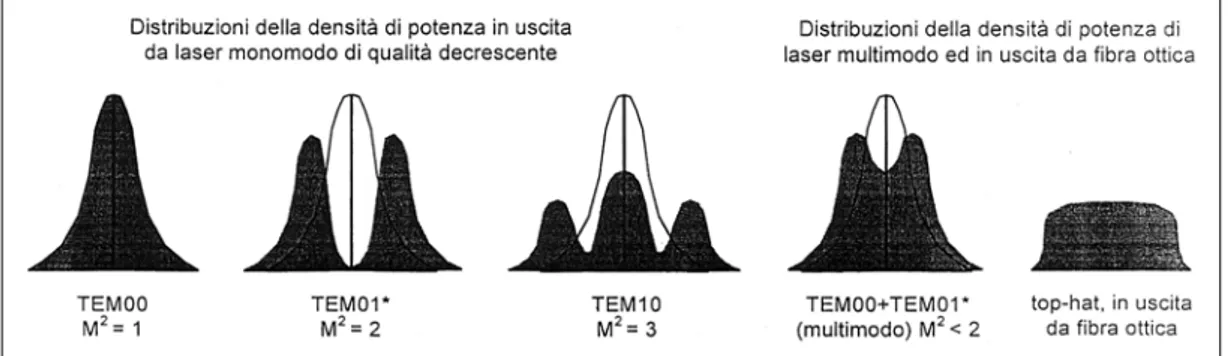
La densità di potenza non è distribuita uniformemente sulla sezione del fascio ma segue forme diverse, in conseguenza della sovrapposizione dei modi di oscillazione trasversali (Transverse Electromagnetic Modes, TEM) che si generano nella cavità risonante contemporaneamente all'oscillazione longitudinale.
Il modo fondamentale (TEM00) corrisponde ad una distribuzione gaussiana (Figura
1-5) ed è ottenibile solo in casi particolari (laser a gas alle basse potenze e flusso assiale lento). Questo modo consente le prestazioni migliori in quanto mantiene le proprie caratteristiche anche dopo la focalizzazione. Al crescere dell'ordine dei modi (TEM01*,
TEM10 ecc.) la qualità peggiora e la focalizzazione modifica la distribuzione iniziale del
fascio in un andamento caratterizzato da un picco centrale con code circostanti, che ingrandiscono lo spot e disperdono la potenza.
La qualità del fascio viene quantificata dal parametro M2 che indica lo scostamento dalla distribuzione TEM00 (M2 = 1): al crescere di M2 peggiora la qualità. In Figura 1-5
sono riportate forma e qualità dei modi puri TEM01* e TEM10. I fasci più comuni,
ottenuti dalla sovrapposizione di modi puri (fasci multimodo), hanno qualità risultante intermedia a quelle caratteristiche dei modi iniziali.
Figura 1-5 – Distribuzioni dei modi trasversali (TEM). 1.4.2 Trasporto e focalizzazione
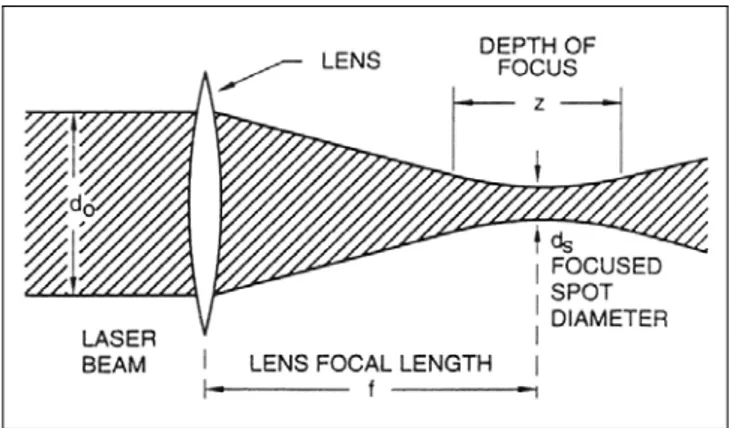
I fasci laser seguono le leggi di propagazione (e focalizzazione) seguenti: d·θ = λ/π·M2 (1)
ds = 4λ/π·M2·(f/d0) = 4λ/π·M2·F# (2)
z = 4λ/π·M2·(f/d
0)2 = 4λ/π·M2·(F#)2 (3)
dove (Figura 1-6):
θ ≈ 1 µrad è l'angolo di divergenza
d è il diametro del fascio a valle dell'ottica di focalizzazione ds = 0.3÷0.6 mm è il diametro dello spot focalizzato
f > 125 mm è la lunghezza focale dell'ottica
d0 è il diametro del fascio a monte dell'ottica di focalizzazione F# = f/D0 = 5÷10 è detto F-number
M2 > 1 (TEM00) è il fattore di qualità
z è la profondità di fuoco
λ è la lunghezza d'onda (1.06 µm per Nd:YAG, 10.6 µm per CO2)
La formula (1) rappresenta la relazione, ad una distanza fissata dall'ottica di focalizzazione, tra diametro e angolo di divergenza relativa alla propagazione libera di un fascio laser.
La formula (2), valida solo in prima approssimazione per i fasci non gaussiani, è relativa alla focalizzazione del fascio; la divergenza è esplicitata in funzione della lunghezza focale dell'ottica.
Il parametro su cui si agisce normalmente per focalizzare il fascio è F# (λ e M2 sono fissati dal tipo di laser). In generale la diminuzione di questo parametro migliora le prestazioni. Tuttavia per valori troppo piccoli (< 3) acquistano importanza gli effetti di aberrazione, tanto da annullare il vantaggio ottenuto in termini di focalizzazione. Inoltre, come si vede dalla formula (3), al diminuire di F#, diminuisce la profondità di fuoco z e quindi la tolleranza sugli scostamenti dalla lunghezza focale, con ripercussioni, ad esempio, sulla profondità di penetrazione della saldatura.
Dalla (1) si potrebbe dedurre che con i laser Nd:YAG (λ = 1.06 µm) sia possibile ottenere spot più piccoli che con i laser CO2 (λ = 10.6 µm). In realtà, per quanto detto
precedentemente, i laser Nd:YAG non consentono qualità comparabili a quelle dei laser CO2, le dimensioni dello spot rimangono quindi dello stesso ordine.
Figura 1-6 – Parametri geometrici del fascio laser. Trasporto
Il trasporto del laser avviene principalmente in due modi:
• in aria;
• in fibra.
Il trasporto in aria viene impiegato per qualità elevate del fascio e/o per lunghezze d'onda (medio infrarosso o ultravioletto) o durate di impulso (ordine del ns) non trasportabili in fibra ottica, un esempio tipico è l'impiego con i laser CO2. Il fascio viene
portato sul punto di lavoro per riflessione su specchi piani. In funzione del tipo di laser e della potenza trasmessa, gli specchi devono possedere caratteristiche particolari: in generale sono richieste elevate accuratezze (planarità ≤ λ/10 per evitare fenomeni di diffrazione), ed elevata riflettività (≥ 95%). Per le alte potenze è importante la possibilità di raffreddare lo specchio.
Normalmente vengono impiegate due tipologie di specchi:
• specchi metallici. Sono utilizzati per le alte potenze poiché permettono la circolazione di liquido refrigerante al loro interno. A causa delle difficoltà tecnologiche nell'ottenere le strette tolleranze richieste, vengono impiegati normalmente per le lunghezze d'onda maggiori. Tipicamente viene impiegato rame, nudo o ricoperto con oro o molibdeno per migliorare la riflettività;
• specchi composti da un substrato vetroso e da un rivestimento (coating). Possono essere utilizzati con tutti i tipi di laser grazie alle elevate qualità e riflettività ottenibili (lavorabilità del substrato e rivestimento opportuno); il loro impiego è però limitato alle basse potenze essendone difficile il raffreddamento.
Il trasporto in fibra viene impiegato per laser di frequenza compresa tra il visibile e il vicino infrarosso, ad esempio per il trasporto dei laser Nd:YAG. La fibra ottica consente una grande flessibilità di impiego senza significative limitazioni sulla potenza e con perdite trascurabili, anche per lunghi tratti.
Lo svantaggio consiste nelle minori prestazioni ottenibili in conseguenza della bassa qualità del fascio trasportato in fibra. Questo per due cause principali: 1) le lunghezze d'onda trasportabili con le tecnologie attuali sono quelle dei laser Nd:YAG, che, per natura, hanno fattori M2 elevati; 2) sono necessarie più focalizzazioni (Figura 1-7) a scapito della qualità: all'ingresso in fibra il fascio deve essere focalizzato ad una dimensione inferiore a quella della fibra ottica (Ømin = 0.6 mm), all'uscita dalla fibra si ha prima una ricollimazione e quindi la focalizzazione finale nello spot di lavoro. La dimensione minima dello spot è legata al diametro della fibra impiegata.
Focalizzazione
Il sistema di focalizzazione è strettamente legato al tipo di laser e al tipo di trasporto.
Per i laser CO2 si utilizzano specchi in rame parabolici o sferici (Figura 1-7), coatati
o nudi, e raffreddati. La lunghezza focale è limitata inferiormente a circa 125 mm per proteggere gli specchi, in particolare quelli ricoperti, dagli schizzi e dai vapori di metallo fuso. Per le basse potenze (3-5 kW) possono essere impiegate lenti in materiali speciali trasparenti all'infrarosso (ZnSe, GaAs).
Per i laser Nd:YAG sono di solito utilizzate lenti in materiali ottici comuni (vetro o quarzo, a seconda della potenza) eventualmente trattate con opportuni coating per il controllo della riflettività (ovvero della potenza trasmissibile). Il raffreddamento è richiesto solo nelle sezioni di accoppiamento della fibra ottica, uniche zone critiche della trasmissione in fibra. La protezione è realizzata con finestre di geometria opportuna, facilmente sostituibili.
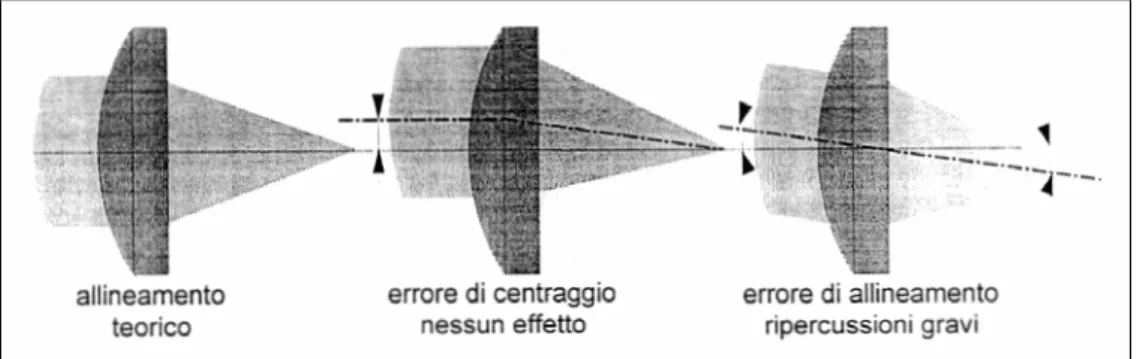
Figura 1-8 – Errori tipici di allineamento delle ottiche di focalizzazione.
A seconda del tipo di focalizzazione e del tipo di lente o specchio, la sensibilità al disallineamento può essere più o meno marcata (Figura 1-8).
In generale, sia la trasmissione che la focalizzazione con superfici riflettenti consente qualità, quindi prestazioni, migliori. In particolare la possibilità di raffreddamento degli specchi metallici garantisce una affidabilità e riproducibilità maggiore del processo.