formato di una linea di
produzione nel reparto converting
7.1 L'analisi preliminare dell'efficienza dello stabilimento di Troyes
Come detto sopra la direzione del gruppo si riunisce con cadenza mensile per revisionare i KPI di gruppo e per confrontare le performance degli stabilimenti. Proprio da questi
confronti nei primi mesi dell'anno 2013 è emersa la necessità di intraprendere dei progetti di miglioramento per lo stabilimento di Troyes. In particolare la direzione, insieme alla
direzione dello stabilimento in questione , ha deciso di intraprendere tali progetti nell'area converting piuttosto che in cartiera, perché la prima risultava l'area più problematica. Per poter definire il progetto in tutti gli aspetti ,alla decisione della direzione di gruppo è seguita una fase di indagine approfondita dei dati di processo di tutti i reparti e di tutte le linee di produzione dello stabilimento, per decidere su quale macchina intraprendere il progetto di miglioramento e le azioni da intraprendere per apportare il maggiore vantaggio possibile.
7.2 L'individuazione dell'area d'azione
8.2.1 L'analisi del deployment delle perdite della linea produttiva dei fazzoletti
Le performance del reparto converting tra gennaio e aprile del 2013 erano molto al di sotto del target stabilito dal gruppo per gli indicatori e l'esempio più immediato è quello dei valori assunti dal TRS (tasso di rendimento sintetico) aggregato a livello di stabilimento (figura 21).
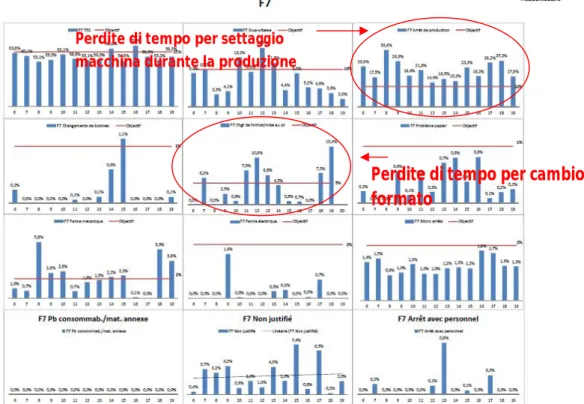
Una delle linee che maggiormente contribuivano al cattivo andamento dell'indicatore in questione era la linea F7 una linea che produce fazzoletti, sia di formato standard sia di formato pocket. Di seguito si riportano i deployment delle perdite della settimana 19 e della settimana 20 (figure 22 e 23).
Perdite di tempo per cambio formato
Perdite di tempo per cambio formato
Perdite di tempo per settaggio macchina durante la produzione
Perdite di tempo per settaggio macchina durante la produzione
Figura 22- Deployment delle perdite di F7 settimana 19
questo anche i tempi per il settaggio della macchina in marcia sono sopra il target, quindi non solo il cambio formato veniva effettuato troppo lentamente rispetto ai tempi indicati dal costruttore, sulla base dei quali era stato impostato il target, ma venivano anche effettuati nel modo sbagliato e richiedevano continui aggiustamenti in seguito. Infatti, anche se in alcune settimane il tempo per il cambio formato ha rispettato i target, il tempo che poi si è impiegato per gli aggiustamenti della macchina durante la produzione non lo ha fatto, a dimostrazione della mancata conoscenza della corretta procedura da eseguire per cambiare le impostazioni della macchina e consentirle di produrre un formato di fazzoletti diverso. Anche altri valori del deployment superavano i valori target ma nella riunione della direzione si è deciso di intraprendere un progetto lean teso alla riduzione delle perdite di tempo per i cambi formato, perché ritenute le più significative.
7.2.2 La programmazione del progetto di definizione della procedura corretta di cambio formato
Individuata la causa di perdita di tempo sulla quale si voleva agire per migliorare le performance della linea F7 si è passati alla pianificazione delle attività da svolgere per la risoluzione dei problemi.
Per prima cosa la direzione aziendale, insieme alla direzione dello stabilimento di Troyes, ha indetto uno steering convocando anche le funzioni engineering e operation e, per dare inizio al progetto, ha selezionato i membri del team che avrebbero dovuto occuparsi di portarlo a termine.
Per lavorare all'interno del team sono stati selezionati sia rappresentanti dell'ufficio tecnico che responsabili di produzione in modo da creare un mix di competenze tecniche e pratiche per garantire la buona riuscita del progetto.
Si è cercato di selezionare sia persone dello stabilimento di Troyes sia persone provenienti da stabilimenti italiani per far si che le esperienze migliori potessero influenzare in modo positivo i risultati del progetto.
L'organizzazione del progetto ha previsto quindi anche la pianificazione delle giornate nelle quali il personale italiano ha dovuto fare delle trasferte che dovevano essere coordinate con i momenti di avanzamento del progetto. I team progetto, nella prima riunione, ha preso
delle decisioni in merito alle attività da portare avanti per sviluppare un progetto che desse risultati positivi.
Di seguito si riporta una WBS (figura 24) delle attività pianificate per portare a termine il progetto.
Diminuzione dei tempi di
cambio
farmato delle F7
Osservazione e
registrazione della
corretta procedura
Contatto con il costruttore
Accordo per giorno e orario della dimostrazione di cambio formato Reperimento della strumentazione per effettuare la registrazione Registrazione della dimostrazione da parte di personale competente
Creazione del
manuale
Revisione dei video
Srittura delle istruzioni di lavoro estrapolate dai
video
Cattura di fermo immagine da inserire
nel manuale
Scrittura di OPL e SOP
Suddivisione del manuale in sezioni Traduzione del manuale da italiano a francese
Formazione degli
operatori
Individuazione dei soggetti interessati Pianificazione delle giornate di formazione Generazione della documentazione(verbali, liste di presenza ecc...)
Verifica del corretto apprendimento della
procedura
Una volta pianificate le attività e una volta programmati i tempi di realizzazione del progetto di miglioramento si è passati alla raccolta del materiale necessario alla compilazione degli strumenti selezionati per la risoluzione dei problemi.
Nel mese di maggio il team leader ha preso contatti con il costruttore italiano per
concordare il giorno in cui un tecnico della casa costruttrice avrebbe fatto la dimostrazione del cambio formato della linea F7.
Durante la dimostrazione,che si è svolta nel mese di Giugno,sono stati quindi realizzati piccoli video, all'interno dei quali l'operatore mostra la singola operazione e la descrive a parole .
I video sono stai realizzati con smartphon per riuscire a riprendere anche le operazioni che venivano effettuate il luoghi difficilmente visibili .
Gli operatori presenti durante il turno, e che poi saranno incaricati di eseguire il cambio formato successivamente, hanno assistito alla realizzazione del video e , grazie alla presenza di personale che poteva fare da traduttore italiano francese,hanno avuto la possibilità di fare domande per chiarimenti sulle operazioni da compiere.
7.4 Il manuale per il cambio formato della linea di fabbricazione di fazzoletti
I video realizzati durante il set-up svolto dall'operatore esperto sono stati circa 170 con una durata variabile da 2 a15 min.Gli strumenti lean selezionati per poter risolvere il problema del cambio formato troppo lungo sono, come detto in precedenza, l'OPL e la SOP e, per poter scrivere in maniera dettagliata le operazioni del set-up, sono stati revisionati i video per estrapolare le indicazioni che l'operatore indicava passo per passo.
Per ciascuna operazione, oltre alla descrizione dell'azione da compiere, viene indicata anche l'attrezzatura necessaria per portarla a termine, di modo che l'operatore possa prepararla in precedenza vicino alla postazione in cui serve.
Per rendere ancora più chiare le istruzioni di lavoro si è deciso di fare degli tagli immagine dai video nei momenti in cui si vedevano chiaramente le singole operazioni da fare, ad esempio allentare una vite o inserire un grano negli appositi fori. In questo modo non solo l'operatore può consultare il manuale scritto ma può anche avere un riscontro visivo sulla posizione in cui deve compiere l'operazione stessa e su quali sono gli elementi interessati nella porzione di procedura che deve seguire.
Gli operatori seguiranno delle lezioni in cui verrà esposto loro il manuale per il corretto cambio formato ma non solo. Dai loro profili di accesso sui computer aziendali potranno sempre consultare il manuale e soprattutto potranno consultarlo dai terminali presenti lungo le linee all'interno di una sezione "Manuali macchina".
7.4.1 La zona di piega
O
PL
D
at
ab
as
e
N ° RI FE RI M EN TO TI TOL O RE PA RT O DA TA Li nk 1 SO P-01x Ca ss e di p ie ga lo ng itu di na li Zo na d i p ie ga 14/ 10/ 201 1 (1 ) 2 O PL -02x Ta pp ag gi o fo ri Zo na d i p ie ga 14/ 10/ 201 1 (2 ) 3 O PL -03x In se rim en to g ra ni Zo na d i p ie ga 14/ 10/ 201 1 (3 ) 4 O PL -04x Fi le tta tu ra g ra ni Zo na d i p ie ga 14/ 10/ 201 1 (4 ) 5 O PL -05x M at er ia le n ec es sa rio Zo na d i p ie ga 14/ 10/ 201 1 (5 ) 6 O PL -06x No ta d i u su ra Zo na d i p ie ga 14/ 10/ 201 1 (6 ) 7 O PL -07x Pr ob le m a rim as ch ia tu ra fo ri Zo na d i p ie ga 14/ 10/ 201 1 (7 ) 8 O PL -08x Ci lin dr o di p ie ga s up er io re Zo na d i p ie ga 14/ 10/ 201 1 (8 ) 9 O PL -09x Ap er tu ra fo ri pe r c am bi o da c om pa ct a s ta nd ar d Zo na d i p ie ga 14/ 10/ 201 1 (9 ) 10 SO P-10x Ca m bi o fo rm at o de l c ili nd ro Zo na d i p ie ga 14/ 10/ 201 1 (10) 11 O PL -11x M an ut en zio ne e p ul izi a de lle m ac ch in a Zo na d i p ie ga 14/ 10/ 201 1 (11) 12 O PL -12x Ri pr is tin o pa rti ro tte Zo na d i p ie ga 14/ 10/ 201 1 (12) 13 SO P-13x Re go la zio ne p ia st re d ei fo ri di s fia to Zo na d i p ie ga 14/ 10/ 201 1 (13) 14 O PL -14x Ru lli d i c on ta tto Zo na d i p ie ga 14/ 10/ 201 1 (14) 15 O PL -15x Re go la zio ne c in gh ia Zo na d i p ie ga 14/ 10/ 201 1 (15) 16 SO P-16x Re go la zio ne s te lle d i r ac co lta Zo na d i p ie ga 14/ 10/ 201 1 (16) 17 SO P-17x Re go la zio ne d eg li sp es so ri tra i ta ss el li Zo na d i p ie ga 14/ 10/ 201 1 (17) 18 SO P-18x So st itu zio ne c in gh ie Zo ne d i p ie ga 14/ 10/ 201 1 (18) 19 O PL -19x Pu liz ia m ac ch in a di p ie ga Zo na d i p ie ga 14/ 10/ 201 1 (19)Vers. 1 14/10/11
Casse di piega longitudinali
OBIETTIVO: Regolazione per pacchetto compact
…
Si fa con la manopola
La prima cosa da fare è spostare di 15 mm verso destra le casse di piega longitudinali superiori(verso la manopola)
• La seconda cosa da fare è spostare di 15 mm verso sinistra le casse di piega longitudinali inferiori
…
• La prima regolazione è approssimativa
• Dopo che è passato il nastro di carta ,che deve essere spesso 75 mm , si fa la regolazione finale
2) 3) Reparto: Zona di piega Autore : Vers. 1 14/10/11
Conoscenza base Miglioramento
OPL - One Point Lesson OPL-02x
Tappaggio fori
La terza cosa da fare è tappare i fori di aspirazione all’estremità di ogni fila di fori. Per ogni fila sono 4 i
fori da tappare, 2 a una estremità 2 dall’altra
Reparto: Zona di piega
Autore :
Vers. 1 14/10/11
Conoscenza base Miglioramento
OPL - One Point Lesson OPL-03x
Inserimento grani
5)
Vers. 1 14/10/11
Conoscenza base Miglioramento
Filettatura grani
Per aumentare il grip dei grani schiacciare la filettatura così non si svitano ed evito l’usura del
pezzo Reparto: Zona di piega Autore : Luigi Minerva Vers. 1 14/10/11
Conoscenza base Miglioramento
OPL - One Point Lesson OPL-05x
Materiale necessario
• Chiave a brugola d 3 mm • Grani M6
6) 7) Reparto: Zona di piega Autore : Vers. 1 14/10/11
Conoscenza base Miglioramento
OPL - One Point Lesson OPL-06x
Nota di usura
I grani inseriti per tappare i fori di sfiato devono stare
sotto il diametro del cilindro, non devono sporgere, altrimenti si ammacca il cilindro di piega Reparto: Zona di piega Autore : Vers. 1 14/10/11
Conoscenza base Miglioramento
OPL - One Point Lesson OPL-07x
Problema rimaschiatura fori
Non va fatta la rimaschiatura dei fori
perché i grani non rimangono sotto il diametro del cilindro e ammaccano il cilindro di
9)
Vers. 1 14/10/11
Conoscenza base Miglioramento
Cilindro di piega superiore
• Vanno tappati i fori anche sui cilindri di piega
superiore • I cilindri sono 2 uno per
piega Reparto: Zona di piega Autore : Luigi Minerva Vers. 1 14/10/11
Conoscenza base Miglioramento
OPL - One Point Lesson OPL-09x
Apertura fori per cambio da compact a standard
I fori che sono stati tappati devono essere riaperti quando si ripassa
al formato standard altrimenti la macchina
10) 11) Reparto: Zona di piega Autore : Vers. 1 14/10/11
• Il cilindro ha il compito di portare il fazzoletto dentro le pieghe della stella dopo averlo staccato dal cilindro di piega
• Devono essere tappati i fori del cilindro quando si cambia formato da standard a pocket
• Quando si cambia formato da pocket a standard vanno stappati i fori
OPL - One Point Lesson SOP-10x
Cambio formato del cilindro OBIETTIVO: Cambio formato da standard a compact
I punti di aspirazione sono 3. Ci sono 2 fori ogni punto di aspirazione e due cilindri quindi ci sono 12 fori da tappare con i grani
Reparto: Zona di
piega
Autore :
Vers. 1 14/10/11
Miglioramento
OPL - One Point Lesson OPL-11x
Manutenzione e pulizia delle macchina
• Serve chiave a “T” passo 5 per svitare i supporti per poi pulirli
• Per pulirli ci vuole l’acqua calda • E’ necessario pulirli perché altrimenti diminuisce la
capacità di aspirazione e di conseguenza la velocità della macchina
piega
Vers. 1 14/10/11
Miglioramento
Ripristino parti rotte
Realizzare un tappo in gomma o plastica per tappare il foro ( ci va a incastro
13)
Reparto: Zona di
piega
Autore :
Vers. 1 14/10/11
OPL - One Point Lesson SOP-13x
Regolazione piastre dei fori di sfiato
OBIETTIVO: Regolare l'altezza delle pieghe
Per regolare le piastre dei fori di sfiato c’è bisogno degli spessori di riferimento;
L’importante è che ci sia alternanza di distanze tra le file di fori (riga continua):
105 mm
Vers. 1 14/10/11
Miglioramento
Rulli di contatto
I rulli di contrasto devono stare a 3-4 mm dal cilindro di piega
15) Reparto: Zona di piega Autore : Vers. 1 14/10/11 Miglioramento
OPL - One Point Lesson OPL-15x
Regolazione cinghia
Se il fazzoletto viene rilasciato troppo tardi dalle cinghie nelle stelle di raccolta
c’è un effetto rimbalzo, si crea aria tra fazzoletto e stella e possono generarsi
problemi di inceppo
Si deve far si che le cinghie forzino un pochino il fazzoletto nella stella
• Posso regolare questo effetto muovendo la fase del tolog di trasmissione un po’ in avanti o un po’
indietro
• Attenzione a non ottenere l’effetto contrario, cioé che le cinghie trattengono troppo il fazzoletto e l’appoggio della stalla di raccolta se ne
va prima che il fazzoletto sia stato depositato
Reparto: Zona di
piega
Autore :
Vers. 1 14/10/11
• Lo spessore tra i denti della stella deve essere di 4 mm
• Deve essere controllato periodicamente con uno spessore di riferimento o con una vite a brugola
passo 4
• Se i denti si storgono devono essere addrizzati con un cacciavite perché non
sono regolabili
OPL - One Point Lesson SOP-16x
Regolazione stelle di raccolta
OBIETTIVO: Regolare le stelle di raccolta per entrambe i tipi di formato
…
• Le alette devono essere dritte • Anche le alette non sono regolabili quindi se non sono più dritte devono
17)
Reparto: Zona di
piega
Autore :
Vers. 1 14/10/11
OPL - One Point Lesson SOP-17x
Regolazione degli spessori tra i tasselli
OBIETTIVO:
Il tassello della prima piega si posiziona perfettamente parallelo al cilindro grazie all’uso dello spessore da 3 mm
per il suo fissaggio
• In questo modo evita lo sdoppiamento delle piega
• I supporti di regolazione che sono necessari sono: o Chiave a “T” passo 5 o Cacciavite (aiuta ad appoggiare il
tassello allo spessore) o Spessore di 3 mm
I settori vanno puliti ogni 2 mesi perché a causa del lozionatore si occludono i
18)
Per il tassello delle seconda piega il procedimento è uguale ma ci vuole uno spessore di 2 mm da posizionare sul lato
superiore
Reparto: Zone di
piega
Autore :
Vers. 1 14/10/11
OPL - One Point Lesson SOP-18x
Sostituzione cinghie
OBIETTIVO:
…
Per cambiare le cinghie si deve:
Togliere il supporto per creare spazio tra fiancata e albero principale
19) Reparto: Zona di piega Autore : Vers. 1 14/10/11 Miglioramento
OPL - One Point Lesson OPL-19x
Pulizia macchina di piega
• Per la pulizia della macchina va sganciato il fermo del giunto di aspirazione che all’interno è cavo, per
evacuare l’aspirazione e svuotare la macchina
• Devono essere anche smontati e puliti tutti tasselli
7.4.2 L'impacchettatrice
OPL Database
N° RIFERIMENTO TITOLO REPARTO DATA Link
1 SOP-20x Cambio pressore Impacchettatrice 14/10/2011 (1)
2 SOP-21x Spostamento catena Impacchettatrice 14/10/2011 (2)
3 OPL-22x Spostamento appoggio superiore impacchettatrice 14/10/2011 (3)
4 OPL-23x Sostituzione spingitore impacchettatrice 14/10/2011 (4)
5 SOP-24x Cambio formato per piega lembi Impacchettatrice 14/10/2011 (5)
6 OPL-25x Saldatrice Impacchettatrice 14/10/2011 (6)
7 OPL-26x Cinghie trasportatrici Impacchettatrice 14/10/2011 (7)
8 SOP-27x Cambio cinghie di trasporto Impacchettatrice 14/10/2011 (8)
9 SOP-28x Cambio cinghie di trasporto 2 Impacchettatrice 14/10/2011 (9)
10 SOP-29x Cambio rullo di sostegno cinghie Impacchettatrice 14/10/2011 (10)
11 SOP-30x Montaggio del supporto per le 3 cinghie Impacchettatrice 14/10/2011 (11)
12 SOP-31x Cambio cinghie e reinserimento piastra Impacchettatrice 14/10/2011 (12)
13 SOP-32x Montaggio delle piastre di piega Impacchettatrice 14/10/2011 (13)
14 SOP-33x Montaggio seconda piastra di piega Impacchettatrice 14/10/2011 (14)
15 SOP-34x Cambio cilindro superiore Impacchettatrice 14/10/2011 (15)
16 SOP-35x Montaggio parte superiore Impacchettatrice 14/10/2011 (16)
17 SOP-36x Regolazione nastri saldanti Impacchettatrice 14/10/2011 (17)
18 OPL-37x Controllo fazzoletto Impacchettatrice 14/10/2011 (18)
19 OPL-38x Regolazione pressore Impacchettatrice 14/10/2011 (19)
20 SOP-39x Regolazione distanza tra pressino e supporto chiaro Impacchettatrice 14/10/2011 (20)
21 OPL-40x Avvicinamento catena Impacchettatrice 14/10/2011 (21)
22 OPL-41x Regolazione catena impacchettatrice 14/10/2011 (22)
23 OPL-42x Regolazione del piedino di trasporto Impacchettatrice 14/10/2011 (23)
24 OPL-43x Regolazione bobina del pilietilene Impacchettatrice 14/10/2011 (24)
25 OPL-44x Regolazione piastrina del pressore Impacchettatrice 14/10/2011 (25)
Vers. 1 14/10/11
• Cambio formato dell’impacchettatrice • Primo pezzo da sostituire da standard
a pocket è il pressore
Con chiave a “T” passo 5 svito le 4 viti del pressore
Con chiave a “T” passo 5 svito le 4 viti del pressore
…
Cambio pressore
OBIETTIVO:
• Devo spostare di 15 mm in avanti la catena trasportatrice • Sostituisco il pressore • Avvito e stringo le 4 viti del nuovo
Vers. 1 14/10/11
Spostamento catena
OBIETTIVO: Spostare la catena di 15 mm
…
• Per spostare la catena di trasporto si deve allentare la cinghia • Allento la cinghia svitando le due viti
che la tengono tesa
• Con la chiave 17 allento i 4 dadi ai lati della catene di trasporto
• Spostare verso sinistra di 15 mm la catena
• La parte dove appoggiano i fazzoletti deve rimanere davanti alla forca di estrazione quindi si devono allentare le viti che tengono fermo il supporto e che sono sotto il piano con la chiave di 13
• E’ importante lasciare 1 mm di spazio tra la piastra in alluminio che fa da pressore e la piastra in acciaio su cui
arrivano i 10 fazzoletti impilati
• Adesso dobbiamo centrare il supporto inferiore dell’appoggio dei fazzoletti alle
forche di estrazione
• C’è un ordine per stringere le viti • Tra il piedino di trasposto dei fazzoletti e il piano d’appoggio deve esserci non più di 1 mm di distanza • Alzo la guida e la metto a 1 mm dal
• Stringo la vite sotto il piano
• Quando stringo la vite devo fare in modo che la guida inferiore sia più alta
rispetto all’uscita dei fazzoletti • Devo metterla 1 mm più alta
• Una volta posizionata la catena correttamente possiamo stringere le 4 viti che avevamo allentato inizialmente
22)
• Una volta posizionata la catena correttamente possiamo stringere le 4 viti che avevamo allentato inizialmente
(chiave 17) Reparto: impacchet tatrice Autore : Vers. 1 14/10/11 Miglioramento • Si deve spostare a sinistra di 15 mm anche l’appoggio superiore • Per farlo serve una chiave a brugola di 5 OPL - One Point Lesson OPL-22x