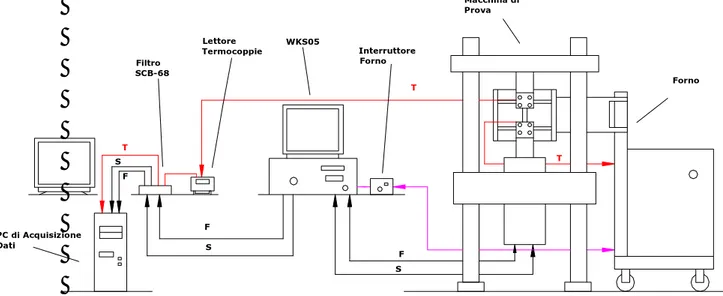
PC di Acquisizione Dati S S F F Lettore Termocoppie Filtro SCB-68 T WKS05 T S F Macchina di Prova Interruttore Forno T Forno
2 ATTREZZATURA DI PROVA
In figura .2.1 è riportato uno schema che illustra la completa attrezzatura utilizzata per le prove in Controllo di Forza a 500°C.
Figura 2.1 – Schema della postazione di prova
2.1 Macchina di Prova
La macchina di prova possiede un servoattuatore da dieci tonnellate comandato dalla centralina elettronica AIP WKS 05 (workstation di comando, controllo, misura ed allarmi computerizzata); la gestione della macchina è effettuata per mezzo del software BPC10T anch’esso della Studio AIP. Per realizzare il controllo, il software analizza i segnali analogici provenienti dalla cella di carico e dal trasduttore di spostamento. La calibrazione della cella di carico è stata opportunamente effettuata nel dicembre del 2001 a cura del centro di taratura della Nuovo Pignone (con certificato numero NP F523-01/C del 05/12/01).
Nelle fasi di montaggio e smontaggio della provetta la macchina viene utilizzata in controllo di spostamento. La fase di riscaldamento del forno è gestita in controllo di carico.
spostamento.
Per una descrizione dettagliata del software di gestione della macchina di prova si rimanda al manuale di istruzioni [5]; in questa sede, pur non scendendo in specifici dettagli, si ritiene opportuno dare una sommaria descrizione dei principali comandi e funzioni utilizzati nel corso della campagna di prove, ai quali ci si riferisce nel seguito di questa trattazione:
• Stop loop: casella per selezionare il controllo (F, S o E; X è disattivato);
definisce il comportamento della macchina nell’istante in cui viene erogata la potenza idraulica. La macchina si posiziona al valore ZERO od a quello impostato con MAN in controllo forza (F), spostamento (S) oppure viene controllata dal sensore collegato al canale E (deformazione).
• Loop Attivo: il controllo è in feedback con il sensore del canale indicato.
All’attivazione della potenza e dopo lo STOP il loop attivo è quello definito dal parametro Stop loop, mentre in esecuzione prova (RUN) il loop attivo è quello indicato dal pulsante Controllo. Normalmente, quando si esegue una prova, Stop loop e
Controllo sono identici in quanto, se la provetta è inserita nella macchina, solitamente
si opera in controllo forza F, mentre il controllo in spostamento è dedicato alla fase di flussaggio e preparazione della macchina.
• Lock: pulsante per inserire il controllo automatico dei valori di picco. L’effetto
di questo comando è condizionato dal parametro sotto password LOCK % il cui valore è la percentuale di correzione rispetto al 100% dell’errore picco-picco rilevato. Inserendo ad esempio un LOCK % = 25 si avrà una tendenza alla correzione del 25% del totale dell’errore rilevato. Lo scopo del comando Lock è quello di avere una macchina che esegue con precisione i cicli tra picco minimo e picco massimo indipendentemente dalla frequenza di funzionamento.
• Riferimento Max: casella per l’impostazione del valore di riferimento
massimo (picco massimo). Questo è il valore del picco massimo nelle prove a fatica di più cicli o il valore massimo da raggiungere nelle prove a ciclo singolo.
• Riferimento Min: casella per l’impostazione del valore di riferimento minimo
(picco minimo). Questo è il valore del picco minimo nelle prove a fatica di più cicli o il valore minimo da raggiungere nelle prove a ciclo singolo, si deve porre particolare attenzione al fatto che nella fase di precarico (dopo aver azionato il RUN) questo è il valore raggiunto per iniziare la prova.
• Alarms: pulsante per inserire il controllo automatico entro le soglie di allarme
impostate nelle caselle Allarme su Max e Allarme su Min. Gli allarmi sono attivi quando il pulsante viene azionato ed assume il colore giallo. Il superamento di una soglia di allarme causa la fermata della prova secondo le modalità impostate nei parametri relativi alla Risposta all’allarme.
• Allarme su Max: casella per l’impostazione del valore di errore ammesso sul
• Allarme su Min: casella per l’impostazione del valore di errore ammesso sul
valore di Riferimento Min impostato, il suo significato dipende dall’impostazione di
Modo Allarme.
• Modo Allarme, le modalità di allarme sono:
Allarme valore assoluto: i valori nelle impostazioni sono i valori assoluti che non
devono mai essere superati sia in manuale che in automatico.
Allarme su valore picco: i valori nelle impostazioni sono le tolleranze +/- sui picchi,
attivabile solo in prove a fatica.
Allarme differenziale: i valori nelle impostazioni sono la differenza tra riferimento
dato nel canale di controllo e valore di feedback letto, questo modo di allarme si usa per prove lente a rottura in ciclo automatico.
• Risposta all’allarme, gli interventi in caso di allarme possono essere di 3 tipi:
Torna a zero: la macchina si riposiziona a zero in spostamento.
Valore impostato: la macchina si posiziona in spostamento alla quota impostata nella
casella a fianco.
Autofix: la macchina si ferma in spostamento dove è al momento dell’allarme, questa è
la risposta all’allarme di default.
2.2 Sistema di Afferraggio
Il sistema è stato realizzato nel Laboratorio del Dipartimento di Ingegneria Aerospaziale, ed è costituito da:
¾ pinze per provini ¾ piastre di riferimento ¾ bulloni e rosette
Tutti gli elementi indicati sono realizzati in Inconel 718 per assicurare l’invarianza del serraggio con la temperatura.
Riportiamo di seguito una breve descrizione di tali elementi.
2.2.1 Pinze per provini
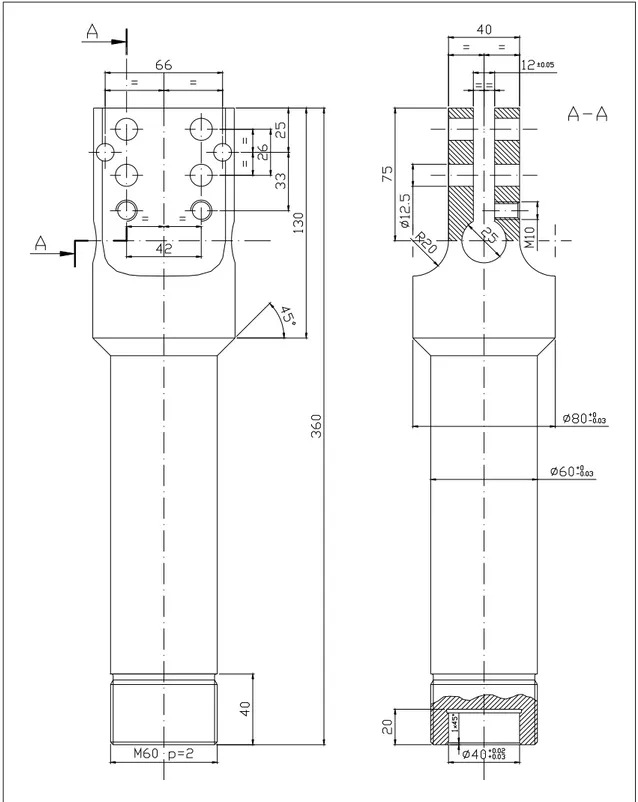
La geometria delle pinze è tale da permettere il corretto riferimento delle piastre di serraggio, e da consentire la chiusura dei due gusci del forno. In figura 2.2 si riporta lo schema delle pinze.
2.2.2 Piastre di riferimento
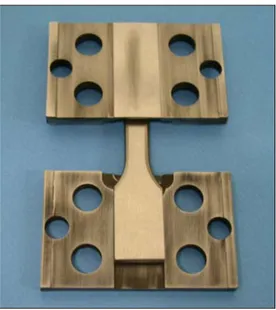
La geometria delle piastre e l’utilizzo di spine di riferimento permettono il corretto posizionamento della provetta rispetto alle pinze per provini. In figura.2.3 sono mostrate le piastre di riferimento, con il provino adagiato su di esse; in figura. 2.4 è riportato il loro schema dimensionale.
Figura 2.3 – Piastre di riferimento
Come si può notare dal particolare della sezione B-B in figura 2.4, è stata creata una bombatura nella zona di afferraggio della provetta; questo accorgimento si è reso necessario al fine di migliorare la distribuzione di pressione sulla zona di afferraggio, cercando di ovviare ai problemi di fretting che si sono presentati già nei primi test di collaudo dell’attrezzatura di prova.
Figura 2.4 – Piastre di riferimento (dimensioni in millimetri)
Ognuna delle piastre di riferimento è stata opportunamente marcata, tramite penna vibrante, con una lettera, in modo tale che la posizione all’interno degli afferraggi non cambi nei vari montaggi.
Sulla piastra di riferimento inferiore destra è stata saldata una fascetta di acciaio inossidabile, sagomata in modo tale da garantire l’alloggiamento della termocoppia di controllo del forno (figura 2.5).
Figura 2.5 – Piastra di riferimento inferiore destra, con supporto per termocoppia
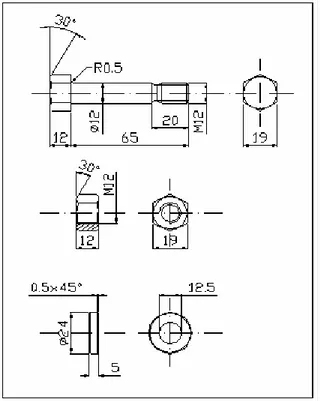
2.2.3 Bulloni e rosette
Vengono utilizzati otto bulloni, quattro per l’afferraggio superiore e quattro per quello inferiore. Vengono inoltre utilizzate otto rosette, una per ogni bullone (figura 2.6).
Si utilizza un particolare sistema di serraggio che prevede la trazione della vite senza applicazione di momento torcente; questo ci consente di porre sui filetti delle viti, prima del montaggio, un velo di pasta lubrificante per alta temperatura contenente pigmenti metallici (Walfracoat C prodotto dalla Klüber Lubrication); questo importante accorgimento consente di evitare fenomeni di microsaldatura tra vite e dado, che sono stati registrati durante i primi test di collaudo dell’attrezzatura di prova, quando veniva ancora utilizzata una chiave dinamometrica per il serraggio dei bulloni.
Il dispositivo per il serraggio dei bulloni, prodotto dalla Boltight Limited (vedi figura 2.7), è composto da:
¾ cilindro idraulico
¾ puller bar (barra di trazione)
¾ reaction nut (dado cilindrico di reazione)
¾ bridge (elemento cavo che permette la connessione tra cilindro e superficie di reazione della pinza per provini)
¾ socket (elemento che si accoppia con il dado)
Figura 2.7 - Elementi sistema di serraggio
Puller bar
Reaction nut
Cilindro idraulico Socket
La pressione necessaria alla trazione della vite è sviluppata per mezzo di una pompa idraulica; le specifiche del dispositivo impongono che non si superino i 1000 bar di pressione.
Per determinare la tensione agente sul bullone in funzione della pressione di serraggio si fanno le seguenti considerazioni: la superficie del pistone del dispositivo, sul quale agisce direttamente la pressione idraulica di serraggio Pserr, è pari a 90 mm2, percui, il carico di
serraggio Tmax sarà dato da:
90 P
Tmax= serr⋅ (in N)
La sezione di nocciolo del bullone è pari a 84.3 mm2, percui la tensione massima Smax sul
bullone sarà data da:
3 . 84 T
Smax= max (in N/mm2, ovvero MPa)
Il valore di Smax deve sempre essere opportunamente confrontato con il limite di
snervamento dell’Inconel 718, pari a 1030 MPa alla temperatura di prova di 500°C, e a 1200 MPa a temperatura ambiente.
2.4 Forno
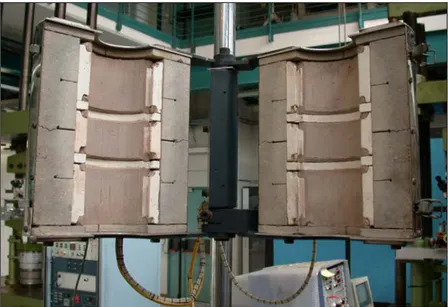
Il dispositivo, costruito dalla W.H.Mayes&Son, è costituito dalla struttura portante e dal forno a resistenza. La struttura portante è montata su ruote che permettono lo spostamento dell’apparato e contiene la centralina elettronica di controllo ed i potenziometri, il forno è formato da due semicilindri cavi di materiale refrattario alloggiati dentro supporti metallici (figura 2.8). I due supporti sono incernierati lungo una generatrice, permettendo così di avvicinare il forno alla provetta e cingere la zona da riscaldare. I due gusci semicilindrici sono divisi assialmente in tre settori; è possibile gestire separatamente la quantità di energia da fornire nella zona alta, nella zona centrale e in quella bassa agendo rispettivamente sui potenziometri Top, Centre e Bottom.
Figura 2.8 - Forno a resistenza – gusci semicilindrici aperti
Al forno sono state apportate alcune modifiche per renderlo funzionale ai nostri scopi: è stata aggiunta una piastra di lega leggera sulle basi inferiore e superiore per permettere il centraggio intorno alle pinze per provini; uno scopo secondario è stato anche quello di creare una luce fra i due gusci necessaria per l’inserimento delle barre di quarzo dell’estensometro utilizzato nei test di messa a punto dell’attrezzatura. Risulta che i due gusci non possono essere chiusi completamente e, per limitare le perdite di calore, sono stati costruiti due elementi di sostegno applicati ad uno dei due gusci, atti a contenere piastrelle di materiale coibente (lana di porcellana) opportunamente sagomate.
Quattro piastrelle di materiale coibente vengono anche collocate sulla base superiore del forno. Inoltre materiale coibente è stato posto anche nella zona della cerniera tra i due semigusci, e, opportunamente sagomato, nella parte inferiore. Un tassello di materiale coibente viene infine posto nella luce destinata al passaggio delle suddette barre di quarzo.
Un'importante modifica effettuata sul forno ha riguardato l’aggiunta di una scatola interruttore, che, collegata con la AIP, consente lo spegnimento automatico del forno stesso non appena la prova si interrompe per superamento degli allarmi impostati.
La centralina di controllo, Eurotherm 2404, è un regolatore P.I.D. e permette di controllare il riscaldamento del forno ed il mantenimento della temperatura di processo durante la prova. Tale regolatore ha due modi di funzionamento: in automatico l’uscita è
I valori di controllo da impostare sulla centralina durante le prove, sono stati definiti attraverso un procedimento di taratura del forno durante la precedente fase di test e di allestimento della prova; a tale scopo è stata utilizzata una particolare provetta dotata di tre alloggiamenti per termocoppie nella parte centrale. L’obiettivo della taratura è stato quello di ottenere, alla temperatura di prova di 500 °C, una differenza non superiore a ±5 °C tre le tre termocoppie. Sono state quindi determinate la temperatura di riferimento (setpoint) per la termocoppia di controllo, e la combinazione dei tre potenziometri tale da garantire una distribuzione uniforme di temperatura sulla provetta.
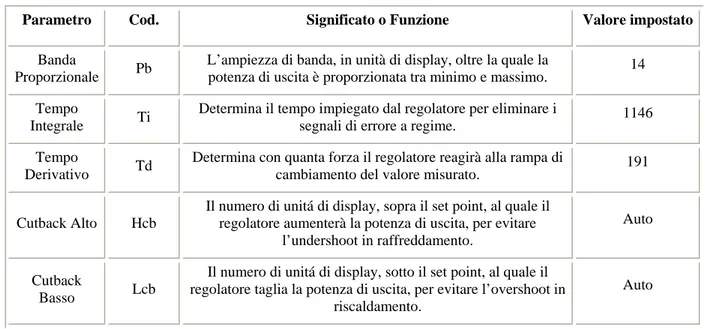
Durante la campagna di prove, la centralina è stata utilizzata in modo automatico, con i valori di controllo impostati come nella seguente Tabella 2.I:
Tabella 2.I - Valori di controllo impostati sulla centralina durante la campagna di prove
Parametro Cod. Significato o Funzione Valore impostato
Banda
Proporzionale Pb
L’ampiezza di banda, in unità di display, oltre la quale la
potenza di uscita è proporzionata tra minimo e massimo. 14 Tempo
Integrale Ti
Determina il tempo impiegato dal regolatore per eliminare i
segnali di errore a regime. 1146 Tempo
Derivativo Td
Determina con quanta forza il regolatore reagirà alla rampa di
cambiamento del valore misurato. 191
Cutback Alto Hcb
Il numero di unitá di display, sopra il set point, al quale il regolatore aumenterà la potenza di uscita, per evitare
l’undershoot in raffreddamento.
Auto
Cutback
Basso Lcb
Il numero di unitá di display, sotto il set point, al quale il regolatore taglia la potenza di uscita, per evitare l’overshoot in
riscaldamento.
Auto
Nella seguente Tabella 2.II riportiamo i valori utilizzati per il setpoint e per i tre potenziometri.
Setpoint 493 °C Potenziometro TOP 7
Potenziometro CENTER 4 Potenziometro BOTTOM Fondo corsa
2.5 Sistema di acquisizione dei dati
I segnali analogici provenienti dalla cella di carico e dal trasduttore di spostamento, oltre che alla centralina di comando AIP (vedi paragrafo 2.1), vengono inviati al sistema di acquisizione. Dopo aver effettuato la conversione dei segnali da analogico a digitale, il sistema permette di memorizzare i dati sul disco rigido di un personal computer. Viene acquisito anche un segnale relativo alla temperatura interna del forno; esso viene rilevato attraverso una termocoppia alloggiata in un cilindretto metallico inserito nel vano destinato ad una spina di riferimento, sulla pinza di afferraggio inferiore; tale segnale viene prima di tutto elaborato da un lettore di termocoppie Digitron mod.2751, che consente la visualizzazione della temperatura in tempo reale, poi anch’esso convertito da analogico a digitale ed inviato al PC di acquisizione.
Il segnale analogico passa attraverso il dispositivo SCB-68 (blocco schermato con connettori a 68 pin) della National Instruments [6], viene convertito in digitale e acquisito dal calcolatore tramite la scheda PCI-6035E, anch’essa della NI. La memorizzazione dei dati è resa possibile dal codice “Acquisitore 10 sec.VI” appositamente creato con software LabVIEW durante la precedente fase di messa a punto dell’attrezzatura di prova [1]. I files dati così salvati sono, poi, elaborati attraverso la procedura “Max & Min.VI”, anch’essa appositamente creata. La serie di dati così ottenuta, e che riguarda i valori massimo e minimo di spostamento e carico, oltre al valore della temperatura interna del forno, risultano in forma utile per essere gestiti attraverso gli usuali software di analisi e grafica.
2.6 Attrezzo supplementare per il montaggio
La procedura per un corretto riferimento iniziale, trasporto e inserimento del complesso piastre-provino nella macchina di prova, è stata notevolmente semplificata con l’ausilio di un attrezzo capace di accogliere e quindi riferire correttamente tutto il complesso, ed allo stesso tempo, capace di interfacciarsi con la macchina di prova.
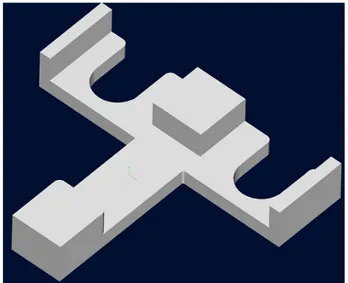
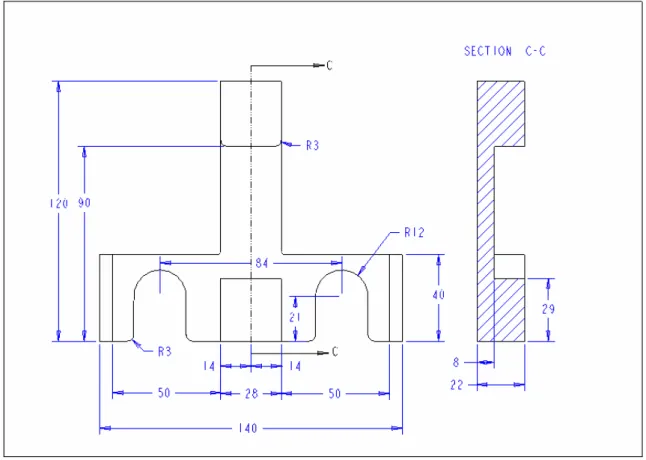
Dopo la fase di studio di tale attrezzo nella quale è stata esaminata attentamente la disposizione iniziale del complesso piastre-provino per il successivo posizionamento sulla macchina di prova, i movimenti necessari per l’inserimento del complesso nelle pinze di afferraggio ed i possibili impedimenti per l’estrazione di un attrezzo ausiliare una volta finito il montaggio, è stato proposto e successivamente realizzato l’elemento rappresentato nelle figure 2.9 e 2.10.
Figura 2.10 - Attrezzo supplementare (dimensioni in millimetri)
La realizzazione èavvenuta presso l’officina del D.I.A. Partendo da un blocchetto di lega di alluminio 2024, si è effettuata un’unica lavorazione alla fresatrice universalee si è ricavato l’intero elemento. La figura successiva riporta una foto dell’attrezzo realizzato.
2.6.1 Procedura d’uso dell’attrezzo
Si riportano di seguito le fasi principali che riguardano il montaggio del complesso piastre-provino sulla macchina di prova mediante l’attrezzo che è stato appositamente realizzato.
1) Fase di posizionamento del complesso di prova
La disposizione delle piastre risulta molto semplice e precisa, senza l’uso del calibro per disporre alla giusta distanza le coppie di piastre che accolgono il provino.
Le piastre vengono poste, come si vede in figura 2.12, nelle apposite sedi ricavate nell’attrezzoprestando attenzione alle lettere incise sul fianco di ogni piastra, che a loro volta devono corrispondere con quelle incise al lato dell’attrezzo. Si posizionano prima le piastre inferiori, si adagiano due striscioline di acciaio inox nichelato nei vani di alloggiamento delle piastre, e vi si posiziona sopra il provino; si cercherà, visivamente di centrare il più possibile la posizione della provetta rispetto alle piastre; si adagiano, poi, le altre due striscioline di acciaio, e quindi si chiude il complesso.
mantengono la posizione corretta e alla giusta distanza, essendo vincolate dai vari spallamenti, anche una volta posizionate verticalmente. L’unica cosa necessaria è applicare una leggera pressione sulle piastre per non far scivolare il provino all’interno.
L’inserimento è anch’esso molto semplificato e preciso grazie alla guida sporgente presente sull’attrezzo. Tale guida riferisce esattamente tutto il complesso rispetto alle pinze, accoppiandosi con gli afferraggi prima dell’inserimento delle piastre tra le pinze e obbligando le coppie di piastre ad uno spostamento rettilineo una volta che queste si trovino all’interno delle pinze. Infine, la presenza delle asole, come si vede nella figura 2.13 consente di poter applicare agevolmente la forza per inserire tutto il complesso piastre-provino con l’attrito necessario tra pinze e piastre affinché il provino non scorra all’interno.
Figura 2.13 - Fase di inserimento del complesso provino-piastre all'interno degli afferraggi
3) Fase di estrazione
Una volta inserito il complesso all’interno delle pinze, l’operazione di estrazione dell’attrezzo avviene semplicemente sfilandolo lateralmente.
Con l’uso di tale attrezzo un solo operatore è in grado di effettuare il montaggio del provino sulla macchina di prova.