CAPITOLO 2
I COMPUTER MANAGED MAINTENANCE SYSTEMS
2.1 Introduzione
L’adozione e l’apprezzamento nei riguardi di strategie operazionali e organizzative come il TPM (Total Productive Maintenance) e il suo predecessore TQM (Total Quality Management), che fanno riferimento ad un sistema efficace ed efficiente, hanno richiesto l’utilizzo di sistemi informatici per la gestione delle attività manutentive: i CMMS.
I CMMS sono software piuttosto articolati e spesso modulari, in grado di supportare il management della manutenzione dell’azienda gestendo i dati relativi agli impianti, alle macchine, alle risorse umane e fornendo informazioni dettagliate e tempestive riguardanti settori quali la progettazione e la programmazione, le parti di ricambio, il personale.
L’utilizzo di tale sistema è stato inizialmente focalizzato su settori di particolare importanza quali i centri ospedalieri, proprio perché i guasti sui macchinari impiegati avrebbero determinato situazioni critiche per la sopravvivenza dei pazienti. Avendone constatato la sua importanza a livello di produttività e di ritorno economico si è quindi diffuso in tutti gli ambiti aziendali; dovendo poi fare i conti anche con la sopraggiunta delle norme di qualità ISO 9002, che prevedono una gestione della documentazione con procedure standardizzate ed efficienti, i settori informatici hanno provveduto a creare più di 300 tipi di software commerciali, a seconda delle diverse necessità, che prendono appunto il nome di CMMS.
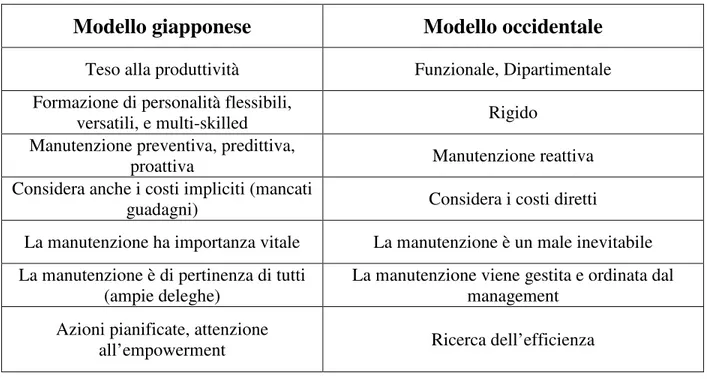
Oramai il modello giapponese, basato sulla qualità totale, è quello a cui si fa riferimento, per questo si tende a rivedere il sistema produttivo, la gestione e il controllo in quest’ottica: le metodologie giapponesi comportano una applicazione di tipo sistemico e sistematico, oltre ad una differente concezione di modello rispetto a quello occidentale anche nell’approccio alla manutenzione, come evidenzia la Tabella 2.1. Queste differenze sono confermate da recenti audit che mettono in evidenza quanta strada sia da fare in ambito aziendale nella gestione della manutenzione: ne è emerso che gli operatori non hanno ben chiare le dinamiche con cui viene gestito il processo manutentivo all'interno della loro azienda e questo impedisce la determinazione degli obiettivi e dei bisogni del sistema, l'identificazione dei dati ed il riepilogo
dei processi di lavoro il tutto a scapito del processo stesso. L’avvento dei CMMS non ha certo migliorato la situazione anche perché poche aziende lo posseggono e lì dove è presente viene utilizzato in maniera scorretta e per questo il software è percepito come un aggravio delle mansioni dagli addetti alla manutenzione.
Tabella 2.1 Differenze nell’approccio alla manutenzione tra i modelli occidentali e quello
giapponese.
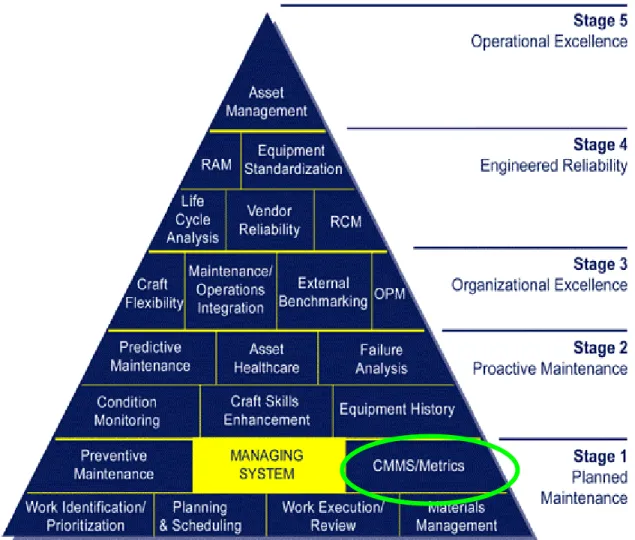
Valutazione differente è quella dello Strategic Assets Management Inc. (SAMI), dove il modello per la gestione globale della manutenzione è suddiviso in 5 fasi fondamentali e dalla quale risulta evidente che i CMMS costituiscono un pilastro del sistema per il passaggio dalla manutenzione preventiva all’eccellenza operativa (vedi Figura 2.1).
2.2 I benefici dei CMMS
Solitamente un vecchio metodo di gestione della manutenzione prevede il supporto di un sistema cartaceo che però, anche in un’azienda di piccole o medie dimensioni, determina un collasso del sistema stesso dovuto all’impossibilità di gestire un'elevata mole di dati sia nella fase di immissione e di aggiornamento, sia nell’elaborazione, esaustiva e tempestiva, delle
Modello giapponese
Modello occidentale
Teso alla produttività Funzionale, Dipartimentale Formazione di personalità flessibili,
versatili, e multi-skilled Rigido Manutenzione preventiva, predittiva,
proattiva Manutenzione reattiva Considera anche i costi impliciti (mancati
guadagni) Considera i costi diretti
La manutenzione ha importanza vitale La manutenzione è un male inevitabile La manutenzione è di pertinenza di tutti
(ampie deleghe) La manutenzione viene gestita e ordinata dalmanagement Azioni pianificate, attenzione
informazioni utili richieste dalla manutenzione: grazie all’informatizzazione dei sistemi aziendali si è potuto gestire ed ottimizzare anche l’attività di manutenzione.
Il passaggio dal cartaceo al software non deve sembrare ovvio, questo perché la manutenzione è comunque vista come la principale causa dei problemi aziendali quali la poca affidabilità delle apparecchiature, la mancata produzione e la scarsa qualità dei prodotti; di
Figura 2.1 La piramide di SAMI
conseguenza è percepita come un “buco nero” che fagocita ingenti capitali, ma che non riesce a garantire un ritorno quantificabile ed apprezzabile: in un’ottica di questo tipo sembra improbabile comprendere i benefici di un CMMS anche perché è fortemente radicata nelle realtà aziendali occidentali, la concezione che si tratti esclusivamente di un sistema di archiviazione dei dati per la schedulazione degli interventi di manutenzione.
I CMMS rappresentano uno step fondamentale nello sviluppo della filosofia TPM (Total Productive Maintenance), una strategia di miglioramento del processo e dell’apparecchiatura che permette di collegare gli elementi di un buon programma di manutenzione per ottenere elevati livelli di efficienza.Tra i vari obiettivi vi sono quelli di evidenziare le principali fonti di variabilità, la capacità di consentire l’individuazione delle criticità principali in modo da attuare politiche di miglioramento continuo e naturalmente sono un ausilio alla gestione e al coordinamento degli interventi di manutenzione possedendo inoltre l’intrinseca capacità di conservare in modo adeguato il patrimonio di conoscenze che si accumulano durante l’esercizio (know-how).
I guadagni che possono derivare dall’implementazione di tali metodologie forniscono ampie giustificazioni agli investimenti iniziali necessari. In molti casi si fa riferimento a periodi di recupero del capitale iniziale che non superano i tre anni e, in generale, ad una gamma più o meno vasta di benefici, tra i quali:
• incremento della produttività;
• riduzione del costo di lavoro diretto;
• incremento della disponibilità delle macchine (miglioramento della pianificazione degli interventi manutentivi);
• incremento dell’affidabilità (identificazione delle cause di guasto più importanti);
• miglioramento della gestione delle scorte;
• riduzione del dead-stock e del livello di slow-moving items;
• miglioramento del livello di sicurezza;
• miglioramento della qualità;
• miglioramento delle procedure di lavoro;
Per questo la tendenza attuale è quella di considerare la manutenzione come un centro di profitto (realizzato come cost avoidance) e, quindi, di valutare la possibilità di ridurre i costi ed incrementare la produttività. Basti pensare che, qualora il margine di profitto di una generica azienda manifatturiera fosse del 30% circa, una riduzione di 10000 dei costi di manutenzione equivarrebbe ad un incremento delle vendite di 30000. Date le condizioni attuali di instabilità e forte competitività del mercato, è del tutto logico attendersi che sia più semplice ridurre i costi di manutenzione piuttosto che riuscire a incrementare il livello di vendite.
Possiamo riassumere le caratteristiche più significative confrontando un sistema manutentivo ben gestito (che sappia fare buon uso di un sistema informatico dedicato) con un sistema gestito inefficientemente.
Gestione inefficiente
Gestione efficiente (TPM, CMMS)
La manutenzione dipende fortemente dalle conoscenze di personale specializzato ed
esperto
La manutenzione è considerata parte integrante ed essenziale della produzione. Come tale, il
know-how relativo deve essere patrimonio aziendale
La raccolta dei dati sulla storia delle attrezzature è scarsa e poco attendibile
Il focus del management è incentrato sulla disponibilità e sull’affidabilità delle
attrezzature
I costi sono difficilmente stimabili Il management è in grado di individuare costidiretti e indiretti Elevati interventi non pianificati
(manutenzione reattiva) Impegno per la pianificazione del lavoro La manutenzione è percepita come un male
inevitabile La manutenzione è compito di tutti. Gestione cartacea dei dati o incorretto utilizzo
dei CMMS Gestione sistematica dei dati attraversol’utilizzo dei CMMS.
Tabella 2.2 Confronto fra modelli di gestione della manutenzione
Tuttavia, l’applicazione di sistemi informatici in ambito manutentivo non ha mai assunto un ruolo prioritario e determinante, come è invece avvenuto per altri settori (peraltro con alterne fortune): la logistica, l’automazione industriale e la contabilità analitica, per fare alcuni esempi.
Questo si deve a diversi fattori:
• in molte aziende, ancora oggi, il sistema informativo è utilizzato soprattutto per consuntivare e ripartire i costi di manutenzione e per la gestione dei materiali, per gestire i lavori ed il "backlog" di officina. Molto più raramente è utilizzato per il monitoraggio ed il miglioramento delle prestazioni, e tanto meno è orientato alla riduzione degli sprechi;
• la maggior parte delle risorse sono state impiegate per lo sviluppo della funzione manutenzione a livello organizzativo, trascurando l’importanza dei processi basati sulle tecnologie informatiche;
• la manutenzione è un processo caratterizzato da un intenso impiego di manodopera, per sua natura flessibile. In questa concezione il lavoro di gruppo, la motivazione, la polivalenza, l’autonomia sono "valori" più importanti rispetto al maggiore livello di coordinamento consentito dall’applicazione dell’informatica.
D’altre parte, il sistema informativo può dare un valido contributo alla riprogettazione della manutenzione. Per consentire questo tipo di applicazione, esso deve essere modulare, orientato alla gestione della manutenzione, alla individuazione delle anomalie e dei segnali deboli, al monitoraggio delle prestazioni. A questo scopo stanno diventando fondamentali le tecnologie basate sull’utilizzo del Web e delle reti locali o globali, che consentono facili collegamenti fra customer e supplier, riducendo contemporaneamente le distanze ed il tempo.
A questo punto risulta necessario ricordare che, comunque, la scelta di un CMMS non si riduce semplicemente all’acquisto di un software, ma è correlata ad una serie di fattori che costringono l’azienda ad accertarsi che i vantaggi promessi siano effettivamente raggiungibili. Non di rado, solo dopo l’istallazione del sistema, si verifica che l’utilizzo delle funzioni disponibili è limitato ad un 5-10% del totale. E’ quindi opportuno che prima di prendere qualsiasi decisione, ci si ponga i seguenti interrogativi:
• sono presenti le risorse (economiche, finanziarie, umane) e la volontà del management di implementare il sistema? (Anche nel caso di aziende di medie dimensioni la raccolta e l’inserimento dei dati richiedono tempo e particolare attenzione);
• è presente la volontà di supportare ed amministrare costantemente il sistema?
• il management è intenzionato a garantire il corretto addestramento del personale?
• il sistema informatico dovrà servire per il controllo della manutenzione o solamente per il controllo dei costi?
• il sistema deve essere multi-utente? In caso affermativo, quante persone dovranno utilizzarlo?
E’ importante decidere subito se è opportuno incaricare un solo addetto a raccogliere i dati ed inserirli (minori costi di addestramento e minore pericolo di errori a fronte di un sistema centralizzato e non distribuito) oppure se il sistema deve essere implementato su una rete informatica più o meno vasta, distribuita su tutti i livelli aziendali. Questo aspetto è particolarmente importante, poiché deve essere chiaro che la scelta va effettuata tenendo conto di chi sarà in grado di utilizzare effettivamente il sistema e non di chi il management vorrebbe che lo facesse.
2.3 Implementazione di un CMMS
A monte della fase di implementazione c’è da stabilire quali siano i fattori da vagliare per una corretta configurazione del CMMS: deve quindi passare un concetto fondamentale secondo cui la struttura da informatizzare deve essere un buon sistema di gestione della manutenzione. Vale a dire che prima di tutto è importante stabilire il modello gestionale che si vuole e, successivamente, modellare il CMMS su questo schema. Altrimenti si incapperebbe nell’errore di trasformare un sistema informativo manuale che non fornisce alcuna informazione utile o che, comunque, non fornisce quello che gli è richiesto, in un sistema informatizzato per la gestione della manutenzione non permetterà di raggiungere alcun obiettivo sostanziale. L’unico risultato sarà quello di trasferire più rapidamente informazioni errate. Sarà opportuno valutare anticipatamente le diverse funzioni aziendali che in generale saranno coinvolte nella gestione del processo manutentivo (manutenzione, acquisti, magazzino, progettazione, etc.).
L’analisi attenta e meticolosa della situazione corrente dell’azienda, rappresenta uno step imprescindibile in modo da avere un metro di paragone per apprezzare i miglioramenti conseguenti all’introduzione del CMMS. Questa fase di auditing è effettuata sulla base di indicatori di performance (KPI) opportunamente costruiti per questo particolare scopo. Ad esempio, potrebbe essere importante misurare i seguenti valori:
• MTBF;
• MTTF;
• tasso di guasto;
• numero delle rotture di stock in un dato periodo di tempo;
• interventi di emergenza giornalieri;
• costo per anno delle parti di ricambio;
• costo di manutenzione come percentuale dei costi totali.
L’operazione di implementazione deve essere gestita da un team a cui aderiscono tutte le funzioni aziendali in modo da poter stabilire standard comuni e quindi evitare eventuali conflittualità che potrebbero compromettere la buona riuscita del progetto: la manutenzione è un’attività trasversale al sistema aziendale e coinvolge in maniera più o meno marcata tutte le sue funzioni dalla gestione del personale alla progettazione, il magazzino, gli acquisti, la contabilità etc.
Il team, perché tutto risulti il più efficace possibile, deve presentare due fattori essenziali: il primo riguarda un adeguato periodo di formazione, a più livelli di complessità, da estendere successivamente a tutto il personale aziendale; il secondo concerne la presenza del management
commitment che dovrebbe essere visibilmente coinvolto nella fase di implementazione e tale
partecipazione dovrebbe essere successivamente estesa alla fase applicativa e permanere costantemente, fornendo un esempio ed un punto di riferimento per tutta l’azienda. Uno dei compiti più importanti che i responsabili della gestione devono affrontare nel corso della realizzazione del progetto è quello di pianificare e attuare degli audit di valutazione delle attività compiute, allo scopo di misurare i progressi e verificare che tutto si svolga con rigore e secondo le procedure stabilite. La valutazione dei risultati ottenuti deve essere perciò condotta in modo oggettivo ed imparziale.
Sembra evidente che per ottenere una buona implementazione del CMMS e per raggiungere accettabili livelli di performance è necessario non sottovalutare la gestione aziendale da parte del management: nel caso di un management troppo conservativo è difficile introdurre e supportare efficacemente nuove metodologie gestionali e gli strumenti necessari per la loro attuazione, mentre, nel caso opposto di una gestione troppo spregiudicata, le attese nei confronti di tali metodologie e dei relativi strumenti sono così esagerate che viene a mancare quasi completamente la perseveranza e la sistematicità necessarie per la riuscita dell’intero processo di miglioramento. Un CMMS da solo non può influire in modo sostanziale sulla qualità dei
processi, delle operazioni o del sistema di gestione della manutenzione in senso generale. Troppo spesso i fornitori di CMMS danno per scontato che al momento dell’implementazione del loro sistema informatico le aziende clienti abbiano già pianificato il modello gestionale da realizzare in pratica e che tale modello sia idoneo ad essere supportato dal loro prodotto. Inoltre, è opinione piuttosto diffusa che il personale dell’azienda sia in possesso delle capacità informatiche necessarie all’uso di questa tipologia di software e che, previa un periodo di formazione sufficiente, modifichi le proprie abitudini ed il proprio modo di lavorare per adattarsi al nuovo strumento. In realtà, si verifica spesso che nella maggior parte dei casi la resistenza al cambiamento è talmente forte e radicata nelle persone da limitare notevolmente l’uso dei nuovi strumenti di lavoro con conseguenze disastrose sulla produttività e sulle performance aziendali. Per questo, nella fase iniziale di implementazione il personale viene affiancato da consulenti esterni.
A questo va aggiunto che se il CMMS non viene correttamente utilizzato da tutte le funzioni aziendali per l’uso previsto non verranno ottenuti risultati soddisfacenti. Infatti, risulta che le compagnie utilizzano i loro CMMS solo al 9% delle loro capacità (30% dei moduli
disponibili, ciascuno al 30% delle effettive capacità). Quindi perconsentire la realizzazione di un sistema con elevata probabilità di essere correttamente ed adeguatamente utilizzato dal personale e, soprattutto, in grado di costituire uno strumento efficace per migliorare le performance dell’intero sistema sarebbe opportuno seguire le seguenti procedure:
1. descrizione dettagliata dei compiti;
2. definizione delle date di inizio e di fine delle attività;
3. definizione delle responsabilità e delle autorità (in genere le responsabilità senza autorità sono infruttuose);
4. definizione, reperimento ed allocazione delle risorse.
Inoltre è stata prevista una fase di formazione riguardante le metodologie innovative nell’ambito del processo manutentivo. Una tale scelta risulta quanto mai opportuna se si vuole facilitare una partecipazione attiva del personale delle aziende nell’elaborazione delle nuove procedure di manutenzione e nella necessaria rielaborazione del sistema.
Le procedure stesse dovrebbero essere generate in modo pianificato e secondo uno schema logico: quelle riguardanti i compiti giornalieri di manutenzione dovrebbero essere completate per prime, seguite dai compiti settimanali e da quelli a più lungo termine. In questo modo si avrà il duplice beneficio di procedere in modo ordinato e meno esposto ad errori e lacune e, inoltre, si faciliterà in modo sensibile la fase di inserimento delle norme operative nella base di dati del CMMS.
Da un punto di vista più strettamente pratico, l’istallazione del software e la fase preliminare di preparazione dei dati necessari per l’avviamento è un'attività estremamente lunga e costosa, i fattori che determinano, o che comunque hanno una certa rilevanza sulle risorse da impiegare possono essere i seguenti:
• dimensioni e complessità dell’azienda;
• numero e ridondanza dei sistemi critici;
• numero di parti di ricambio generalmente richieste;
• condizioni iniziali del magazzino e delle funzioni di controllo.
Di norma il management agisce sempre nell’ottica di un recupero, nel minor tempo possibile del capitale investito, quindi per recuperare in parte i costi sostenuti nell’attività di
implementazione potrebbe cadere nella tentazione di sottostimare la necessità di risorse da destinare alla preparazione del personale che dovrà utilizzare il sistema. E’ consigliabile prevedere, all’interno del progetto di implementazione, l’inserimento di un opportuno modulo di addestramento del personale per definire in modo adeguato alcune figure aziendali decisivo per la riuscita dell’intero progetto. Paradossalmente, molte aziende ritengono che l’addestramento del personale addetto alla manutenzione vera e propria sia un’attività disgiunta dall’implementazione di un CMMS.
In verità il personale di manutenzione è spesso abituato a procedere alle quotidiane attività manutentive in modo autonomo, basandosi sulla propria esperienza, e non secondo gli schemi rigorosi dettati dalle procedure di manutenzione. Sottovalutare l’importanza di un opportuno addestramento vuol dire minimizzare una delle caratteristiche specifiche e più importanti dei CMMS. Infatti, ogni Work Order (WO) generato dal software in risposta ad una richiesta di intervento è corredato dalla scheda tecnica della macchina da riparare, dalle procedure operative necessarie per affrontare un certo tipo di guasto e dall’elenco dei materiali necessari per completare il lavoro richiesto, ammesso che questi siano disponibili in magazzino e che non sia necessario posticipare la schedulazione dell’attività per la manifesta impossibilità di eseguirla. E’ evidente che il personale addetto debba essere addestrato a svolgere certe attività seguendo determinate procedure e rispettando tutti i vincoli che tali procedure prescrivono.
2.4 Struttura di un CMMS
Generalmente, i CMMS più recenti sono strutturati in forma modulare, in modo da garantire una maggiore flessibilità ed adattabilità alle più svariate realtà aziendali. E’ stato dimostrato che in molti casi, dopo l’acquisto e l’istallazione di sistemi integrati ed estremamente complessi, si è riscontrato un utilizzo effettivo di una percentuale molto bassa (5-10%) degli strumenti disponibili. Comunque, è possibile identificare una gamma di funzionalità che dovrebbero essere sempre presenti affinché il software possa effettivamente originare i benefici cui si è già accennato precedentemente:
• gestione e controllo delle attrezzature;
• gestione e controllo delle macchine (costo d’acquisto, piani di ammortamento, etc.);
• gestione e controllo dei disegni e dei documenti;
• gestione degli interventi pianificati e non pianificati;
• gestione dei work orders;
• analisi dei dati storici;
• budgeting e controllo dei costi;
• gestione delle scorte;
• gestione degli ordini.
In generale, scegliere il software più adatto ad una data realtà aziendale è uno dei momenti più difficili ed importanti della fase di implementazione. In particolare, dovremmo preventivamente dare una risposta accurata ad una serie di domande essenziali:
• sono presenti le risorse (economiche, finanziarie, umane) e la volontà del management di implementare il sistema? (Anche nel caso di aziende di medie dimensioni la raccolta e l’inserimento dei dati richiedono tempo e particolare attenzione);
• è presente la volontà di supportare ed amministrare costantemente il sistema? Si tenga presente che, molto spesso, all’investimento iniziale fa seguito un utilizzo pressoché marginale degli strumenti informatici;
• il management è intenzionato a garantire il corretto addestramento del personale?
• il sistema informatico dovrà servire per il controllo della manutenzione o solamente per il controllo dei costi?
• il sistema deve essere multi-utente? In caso affermativo, quante persone dovranno utilizzarlo? E’ importante decidere subito se è opportuno incaricare un solo addetto a raccogliere i dati ed inserirli (minori costi di addestramento e minore pericolo di errori a fronte di un sistema centralizzato e non distribuito) oppure se il sistema deve essere implementato su una rete informatica più o meno vasta, distribuita su tutti i livelli aziendali. Questo aspetto è di fondamentale importanza, poiché deve essere chiaro che la scelta va fatta considerando chi sarà in grado di utilizzare effettivamente il sistema e non di chi il management vorrebbe che lo facesse.
Data la grande varietà di sistemi esistente sul mercato è impossibile descrivere tutti i moduli che possono costituire un CMMS. D’altra parte, alcuni di questi costituiscono la struttura
di base del sistema informatico di gestione della manutenzione e, dunque, sono presenti, in forme più o meno differenti, in tutti i prodotti. Tra i più importanti possiamo elencare:
1) Gestione delle macchine e delle attrezzature (schede tecniche); 2) Gestione del magazzino ricambi;
3) Gestione degli acquisti; 4) Gestione delle ispezioni;
5) Programmazione delle attività di manutenzione; 6) Gestione dei fornitori;
7) Gestione dei work-orders; 8) Gestione del personale;
9) Pianificazione e schedulazione dei lavori; 10) Analisi dei dati (Data mining, statistiche, etc.);
11) Interfacciamento con sistemi di rilevamento on-board per la manutenzione su condizione (Condition Based Maintenance, CBM);
12) Budgeting e consuntivazione dei costi;
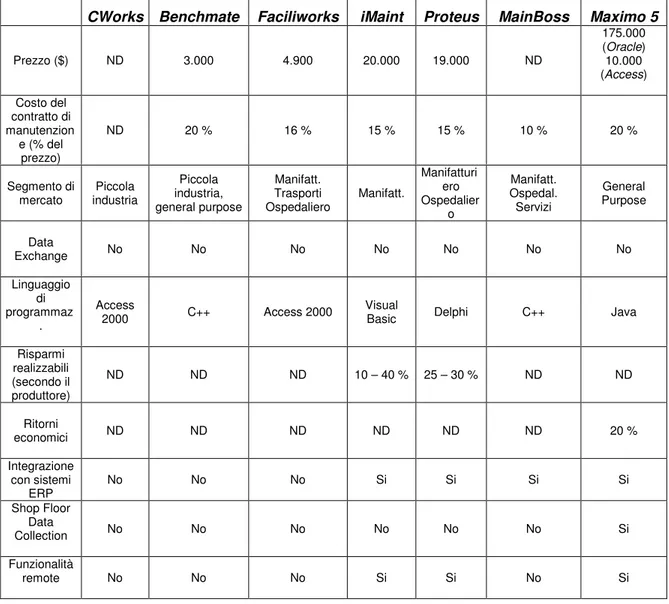
Grazie ad un’indagine di confronto, è stato possibile evidenziare le differenze dei principali software disponibili sul mercato. I pacchetti considerati sono un campione piuttosto articolato e rappresentativo sia delle varie fasce di prezzo che della complessità del prodotto. In
Tabella 2.3 sono riassunte alcune delle caratteristiche proprie dei software così come sono
fornite dal produttore.
In Tabella 2.4 sono riportati i tempi indicativi previsti dai produttori per l’addestramento di due importanti figure tipiche della manutenzione industriale.
CWorks Benchmate Faciliworks iMaint Proteus MainBoss Maximo 5 Prezzo ($) ND 3.000 4.900 20.000 19.000 ND 175.000 (Oracle) 10.000 (Access) Costo del contratto di manutenzion e (% del prezzo) ND 20 % 16 % 15 % 15 % 10 % 20 % Segmento di
mercato industriaPiccola
Piccola industria, general purpose Manifatt. Trasporti Ospedaliero Manifatt. Manifatturi ero Ospedalier o Manifatt. Ospedal. Servizi General Purpose Data Exchange No No No No No No No Linguaggio di programmaz . Access
2000 C++ Access 2000 VisualBasic Delphi C++ Java Risparmi realizzabili (secondo il produttore) ND ND ND 10 – 40 % 25 – 30 % ND ND Ritorni economici ND ND ND ND ND ND 20 % Integrazione con sistemi ERP No No No Si Si Si Si Shop Floor Data Collection No No No No No No Si Funzionalità remote No No No Si Si No Si
Tabella 2.3 Analisi comparativa di alcuni CMMS commerciali
CWorks Benchmate Faciliworks iMaint Proteus MainBoss Maximo 5
CWorks Benchmate Faciliworks iMaint Proteus MainBoss Maximo 5 ! " # $! % & ' ( ) ! * + , - . " . #
Tabella 2.5 Analisi comparativa-Moduli proposti
2.5 Moduli base di un CMMS
1) Gestione delle macchine e delle attrezzature (schede tecniche).
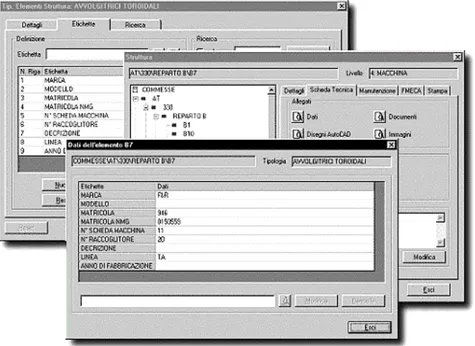
Uno dei punti di forza dei CMMS è la possibilità di registrare tutte le informazioni relative alle macchine ed alle attrezzature possedute dall’azienda. Ad esempio, è possibile inserire codici, descrizioni, data di acquisto e di dismissione, costo, piano di ammortamento, fornitore, dati di collaudi e revisioni, disegni, relazioni tecniche, manuali. Generalmente, questi dati sono contenuti all’interno di una base di dati relazionale che li scinde opportunamente in più tabelle per ottimizzarne la memorizzazione e la gestione. Questo processo è totalmente trasparente per l’utente finale, in quanto le informazioni ed i dati vengono raccolti e visualizzati attraverso l’uso
di interfacce grafiche semplici ed intuitive, create appositamente per facilitare il processo di immissione e la loro lettura. In Figura 2.2 se ne riporta un esempio.
Figura 2.2 Gestione delle schede tecniche (da Mig-TAM Automazione)
Si fa notare come i sistemi più complessi permettano di configurare le modalità di input in modo da adattare il software alle preferenze degli utilizzatori. Un fattore da tenere in grande considerazione al momento della scelta del pacchetto software riguarda, infatti, la possibilità di semplificare l’immissione dei dati mediante pick-list, campi editabili a menù (o a cascata) che permettono di selezionare valori già esistenti nella base di dati o di immetterne nuovi. In questo modo, estremamente semplice, si evitano molti errori tipici della lunga e laboriosa fase di data-entry che possono determinare, nei casi più sfortunati, l’inconsistenza dell’archivio.
L’asset management è universalmente considerato un’attività strategica, dalla quale dipendono, in larghissima misura, i risultati dell’intero sistema. Eppure, nonostante l’enfasi con la quale viene sottolineata questa importanza, è particolarmente difficile dare una definizione univoca e semplice, poiché il termine implica molte cose diverse. Comunque, alcuni concetti sono basilari e comuni a tutte le interpretazioni:
• gli obiettivi e le decisioni aziendali influenzano necessariamente l’uso e la cura delle attrezzature e delle macchine;
• manutenzione e affidabilità devono essere intese come mezzi per il raggiungimento degli obiettivi, piuttosto che come obiettivi;
• l’intento principale del management deve essere l’ottimizzazione del sistema e non solo della sua manutenzione.
Attenzione e cura nei confronti del patrimonio strumentale dell’azienda possono essere processi particolarmente onerosi, soprattutto se non si è precedentemente pensato ad effettuare un corretto e minuzioso inventario di quello che l’azienda possiede e di quello di cui ha bisogno per praticare una corretta politica manutentiva. Un buon CMMS deve garantire la possibilità di raccogliere il maggior numero di informazioni possibili circa le macchine e le attrezzature possedute, proprio per fornire una fotografia quanto più reale possibile del parco strumentale disponibile.
Molti software, ad esempio, permettono all’utente di ricostruire l’intera struttura degli impianti, con livelli di ramificazione che possono essere spinti fino all’individuazione del più piccolo componente istallato. In Figura 2.3 è chiaramente visibile una ricostruzione in struttura arboriforme di un impianto: in particolare, il software mostra i dati relativi ad una particolare macchina, permettendo di approfondire l’analisi mediante opportuni collegamenti alle schede tecniche, ai fornitori, alla storia manutentiva.
In virtù dei numerosi modelli di CMMS esistenti e dei differenti approcci con i quali essi affrontano i vari aspetti della manutenzione industriale risulta pressoché impossibile elencare in modo esaustivo tutti i campi contenuti in una tabella per la gestione delle macchine e delle attrezzature. Tuttavia, alcuni campi dovrebbero essere sempre presenti. In Tabella 2.6 se ne riportano alcuni di fondamentale importanza, assieme ad una breve descrizione.
+ / + + 0 0 1 ) 2 0 # - / # - / / // / $ % + + 2 3 / / ( 0 # - 0 4 0 + 0 + 0 + 0 + / / 0 // 1 + / / / / ! /
Tabella 2.6 Campi per la gestione delle macchine e delle attrezzature
2) Gestione del magazzino ricambi.
La corretta gestione del magazzino delle parti di ricambio è critica per il funzionamento dell’intero sistema di gestione della manutenzione. E’ pertanto necessario tenere sotto controllo la sua consistenza fisica (esistenza dei codici) e la disponibilità degli items, tenuto conto degli impegni previsti ed attuali, degli ordini e dei lead time. Il sistema dovrebbe permettere di gestire differenti metodologie di ripristino delle scorte (politiche di riordino), fornendo informazioni circa il fornitore più qualificato, i prezzi più vantaggiosi, i lotti minimi di riordino e così via. In
sintesi, da un lato deve garantire la capacità di evitare rotture di stock e, dall’altro, di evitare costosi ed inutili riordini o situazioni di over-stock.
Un fattore importantissimo da tener presente è quello inerente la corrispondenza fra il magazzino fisico ed i dati contenuti nell’archivio. Per questo, il software dovrebbe fornire il valore aggiornato dell’Index of Record Accuracy (IRA), con il quale si tiene conto di eventuali discrepanze tra quanto si è memorizzato e quanto si riscontra effettivamente con controlli periodici sulle giacenze. Allo stato attuale, il calcolo dell’IRA viene eseguito suddividendo i codici a magazzino in modo da poterli verificare durante un periodo di tempo prestabilito (in genere, l’anno solare). La procedura, evidentemente, è lunga e richiede particolare attenzione da parte del responsabile preposto, ma è indispensabile per la conoscenza dello stato attuale del proprio magazzino e dovrebbe pertanto essere considerato uno step imprescindibile nel cammino verso la corretta implementazione del TPM. In linea teorica si dovrebbe tendere alla situazione ideale di perfetta corrispondenza (IRA = 1), ma nella maggior parte dei casi è da considerarsi ottimale un valore superiore a 0,9 (in genere, valori così elevati si raggiungono dopo periodi di tempo abbastanza lunghi). Un esempio illustrativo di un modulo per la gestione delle scorte è riportato in Figura 2.4.
Figura 2.4 Modulo di gestione del magazzino
La capacità di monitorare ed amministrare i livelli di scorta pressoché in real-time, elimina i costi aggiuntivi e, contemporaneamente, i down-times associati ad eventuali problemi in fase di produzione. In genere, un sistema di gestione delle scorte ben progettato dovrebbe generare notevoli risparmi, assicurando che le parti obsolescenti siano identificate al più presto, che i
livelli di stock vengano ripristinati quando necessario e che il lavoro non debba subire ritardi o fermate a causa della mancanza di ricambi.
Ogni parte viene identificata e catalogata opportunamente in un Parts Master Record durante la fase di data entry, associandole il codice dei fornitori usuali, il codice con cui gli stessi fornitori la identificano (che, ovviamente, differiscono da fornitore a fornitore), l’allocazione fisica a magazzino, le specifiche tecniche ed eventuali disegni o immagini allegate. Quasi sempre, inoltre, le parti vengono relazionate anche alla macchina o all’attrezzatura di cui fanno parte. In questo modo, all’occorrenza di un guasto o durante una normale operazione di manutenzione preventiva, l’operatore può visualizzare istantaneamente quali parti sono necessarie per effettuare l’intervento, la loro disponibilità attuale e l’eventuale necessità di operare una richiesta di acquisto.
La gestione del magazzino consente di determinare cosa stoccare e le relative quantità, cioè di definire le scorte, i relativi costi e i rischi di obsolescenza. E’ possibile determinare così le relative politiche di riordino sia per i materiali gestiti a fabbisogno, sia per quelli gestiti a scorta, indicando il valore dello stock minimo e il livello di eccedenza dei prodotti: il sistema sarà automaticamente in grado di avvertire il management della necessità di riordinare e, qualora abilitato, di effettuare il riordino stesso.
In Figura 2.5 si riporta un modulo per la gestione del magazzino dove sono visibili i dettagli dei componenti.
Data la complessità e l’importanza di questo particolare modulo, in genere i software commerciali propongono soluzioni differenti, alcune delle quali particolarmente adatte a certe tipologie di azienda piuttosto che ad altre (ad esempio, alcuni software sono più idonei alle aziende di processo, mentre altri sono indicati per la produzione discreta). Conseguentemente, le interfacce differiscono tra loro in modo notevole e, talvolta, sostanziale in quanto la struttura stessa della sottostante base di dati è estremamente diversa.
3) Gestione degli acquisti.
Gli acquisti costituiscono una delle attività fondamentali per una azienda. Le scelte che si attuano sono in genere legate ai prezzi, ma anche ad altri fattori determinanti, come la qualità, la puntualità, la flessibilità, le condizioni di pagamento. E’ comunque importante ricordare che l’acquisto è collegato ad altri processi aziendali, primi fra tutti la gestione dei materiali e del magazzino. Il modulo per la gestione degli acquisti permette di stabilire le politiche di riordino (
EOP, Economic Order Period; EOQ Economic Order Quantity, ecc.). Un esempio è riportato in Figura 2.6.
Figura 2.6 Maschera per il riordino delle parti di ricambio (da Davison Maintenance)
Talvolta, per agevolare il lavoro dell’utente finale e per ridurre la probabilità di errori durante la fase di data-entry, le maschere per il riordino delle parti di ricambio sono strutturate secondo uno schema a wizard. In questo caso l’immissione dei dati richiesti viene preventivamente suddivisa in un certo numero di pagine logiche e il passaggio ad un livello successivo è vincolato dalla corretta introduzione alla pagina corrente. Se il wizard non è stato completato nella sua interezza, il sistema non permette l’accesso al livello successivo, in caso di interruzione della procedura, il sistema provvederà automaticamente ad effettuare un rollback, ripristinando la condizione precedente. In Figura 2.7 si può osservare un esempio di sistema strutturato nel modo appena descritto, ove si è evidenziata la presenza di opportuni pulsanti per lo scorrimento delle pagine del wizard.
In particolare, si fa notare il pulsante per l’accettazione dell’input, che rimane disabilitato fino a quando la procedura di immissione non viene conclusa correttamente.
Figura 2.7 Maschera a wizard per il riordino delle parti di ricambio (da Mig – TAM
Automazione)
4) Gestione delle ispezioni.
L’introduzione della filosofia TPM nella gestione della manutenzione mira al raggiungimento di un elevato livello di performance, rilevabile, anche, in una drastica riduzione degli interventi di manutenzione reattiva.
Sebbene sia auspicabile che il livello di interventi di questo tipo tenda a zero, è poco realistico il pensare di poter raggiungere un simile obiettivo.
Si deve pertanto prevedere la necessità di dover effettuare interventi di manutenzione a guasto in modo ottimizzato per evitare blocchi di produzione e conseguenti danni economici.
I controlli ispettivi risultano, quindi, determinanti perché oltre a garantire un controllo sullo stato dell’apparecchiatura, vanno ad integrare i risultati del processo di gestione delle anomalie che si sono verificate durante l’esercizio dell’impianto.
A ciò si aggiunga che gli esiti di tali ispezioni permettono una gestione organica del piano di manutenzione ed una revisione degli intervalli di manutenzione preventiva qualora le apparecchiature più critiche per il processo produttivo mostrassero segnali evidenti di degrado.
Torniamo alla filosofia TPM: uno dei punti cardine è rappresentato dal coinvolgimento degli operatori nel processo manutentivo tramite attività elementari di manutenzione, quali la lubrificazione, la pulizia, il serraggio di viti e bulloni, ecc.
Le ispezioni rappresentano quindi lo strumento per monitorare le attività svolte e verificare l’effettivo coinvolgimento del personale.
Figura 2.8 Gestione delle ispezioni (da Mig – TAM Automazione)
I CMMS migliori consentono di associare ad ogni attività manutentiva elementare uno o più operatori responsabili, e un certo numero di procedure ispettive opportune (Figura 2.8). Tali attività vengono registrate alla chiusura dell’intervento manutentivo ed i relativi dati vengono introdotti nell’archivio storico della manutenzione (storia dell’impianto, storia dell’occorrenza dei guasti e degli interventi di manutenzione), generando nel tempo un inestimabile patrimonio di conoscenze.
5) Programmazione delle attività di manutenzione.
Sulla base di audit realizzati per la valutazione della situazione della manutenzione si è evidenziata una sostanziale incapacità, da parte di tutte le aziende intervistate, di ottimizzare le attività manutentive finalizzandole al raggiungimento di una percentuale di interventi di correttiva non superiore al 10% del volume complessivo di lavoro, come richiesto da una corretta
implementazione della filosofia TPM. Un sistema CMMS può facilitare la monitorizzazione costante del livello di lavoro non pianificato ed indicare perciò il trend attuale.
Il modulo preposto alla programmazione degli interventi di manutenzione (Preventive
maintenance, PM) permette di effettuare la schedulazione degli interventi e di generare i
work-orders necessari. In tal modo, ad ogni intervento vengono automaticamente associati i materiali occorrenti, l’operatore incaricato ed un tempo previsto per l’attuazione dell’intervento (Figura
2.9). In molti casi, il CMMS dispone di particolari capacità grafiche che consentono di
visualizzare la schedulazione degli interventi su un determinato periodo di tempo sotto forma di diagrammi di Gantt (Figura 2.10). E’ opportuno che, assieme a questi ultimi, vengano generati anche i dettagli degli interventi da effettuare, possibilmente raccolti in tasks predefiniti o nei cosiddetti work-packages (Figure 2.11, 2.12 e 2.13). Il modulo software, inoltre, potendo attingere direttamente ed autonomamente alla base di dati, è in grado di verificare la richiesta di interventi correttivi (a guasto avvenuto) per ciascun componente presente nella struttura ed all’interno di ciascun periodo di manutenzione programmata. In questo, modo esso è in grado di fornire indicazioni fondamentali circa la necessità di ridurre l’intervallo di manutenzione in esame o la possibilità di allungarlo ulteriormente, con un notevole risparmio economico per l’azienda.
Figura 2.10 Diagramma di Gantt per la schedulazione delle attività (da Mig – TAM
Automazione)
Figura 2.12 Schedulazione delle attività di PM (da ePAC)
6) Gestione dei fornitori.
La corretta gestione dei fornitori, capace di garantire il più alto livello qualitativo ad un prezzo adeguato, costituisce un processo, nella gestione della manutenzione, in grado di generare efficienza in termini di riduzione dei costi, a fronte di un “investimento” in ricerca, valutazione e controllo dei fornitori stessi. In genere, un’azienda crea e gestisce un elenco dei fornitori, scegliendo di volta in volta in funzione dei costi (generalmente, il prezzo di acquisto varia sensibilmente in funzione della quantità ordinata ed alcuni fornitori impongono un lotto minimo per ogni ordinazione), dei tempi di consegna o di altre necessità o vincoli.
Un sistema informatizzato rappresenta lo strumento più idoneo nella gestione di tale attività, in quanto è in grado di collegare in modo semplice immediato e diretto ogni singolo componente a tutti i fornitori che lo hanno in listino. La procedura di selezione del fornitore più idoneo ad una particolare situazione può così essere efficacemente tradotta in una sola interrogazione alla base di dati. Inoltre, l’elenco suddetto rappresenta un patrimonio conoscitivo di notevole valore e di importanza talvolta strategica.
I dati, relativi ad un singolo fornitore, che possono essere memorizzati, variano da software a software, pur restando abbastanza omogenei. Un aspetto importante, invece, è rappresentato dalla possibilità, offerta da certi CMMS, di colloquiare direttamente con i fornitori, ad esempio per inviare in tempo reale, senza necessità di inoltrare e-mail o comunicazioni con altri software, le richieste di ordine di un particolare lotto di componenti. In Figura 2.14 si può vedere una maschera di input dei dati relativi ai fornitori.
Per tutti questi motivi, il modulo per la gestione dei fornitori è di fondamentale importanza e rappresenta una tessera chiave, complemento ai moduli già descritti, di gestione delle macchine e delle attrezzature, di gestione del magazzino e di gestione degli acquisti. In proposito, basti osservare come la tabella dei fornitori possa essere strettamente connessa alle altre all’interno della base di dati di un generico CMMS (Figura 2.15)
7) Gestione dei work-orders.
Generare e gestire i work-orders necessita è un’attività che presuppone alcuni step imprescindibili:
• Il manager esamina i work-orders in arrivo, definisce le priorità e le responsabilità all’interno del reparto di competenza;
• L’operatore scelto per effettuare l’intervento, analizza il problema, stabilisce il tempo necessario per l’operazione, sceglie i materiali e gli strumenti necessari. Il lavoro può essere classificato come “pronto per l’esecuzione” o “in attesa di materiali”.
• L’addetto alla pianificazione esamina l’elenco dei work-orders pronti per l’esecuzione e li dispone temporalmente, a seconda delle necessità o delle disponibilità;
• Lo stesso addetto alla pianificazione stabilisce i work-loads (es.: numero di ore), per ogni intervento;
Alla conclusione del lavoro, il tempo necessario per l’esecuzione reale dell’intervento viene registrato assieme agli altri dati e tutte le informazioni vengono trasferite nel registro dei lavori conclusi (Executed Works). Contemporaneamente, la storia della macchina o dell’attrezzatura che ha subito l’intervento viene aggiornata allo stato attuale.
Da questa sommaria descrizione delle attività coinvolte, appare chiaro che la gestione manuale dei work-orders risulta troppo onerosa ed inefficiente per poter essere tollerata. Un buon sistema informatico integrato è in grado di gestire in modo del tutto automatico le transazioni fra i diversi registri della base di dati, aggiornando le informazioni in modo trasparente per i vari utenti del sistema, che limitano il loro lavoro all’inserimento dei valori richiesti in opportune maschere di input (Figura 2.16). Si sottolinea, a questo proposito, che la fase di data entry è impegnativa e a rischio di errori, soprattutto se non si sono previste opportune procedure durante la fase di pianificazione antecedente l’implementazione del sistema informatico per la gestione della manutenzione.
L’uso di un CMMS permette di estrarre istantaneamente dalla base di date un grande numero di informazioni aggiuntive che, altrimenti, rischierebbero di essere perse a causa dell’aggravio economico richiesto per ottenerle manualmente.
Figura 2.17 Analisi dettagliata dei work-orders (da ePAC)
In Figura 2.17 si riporta un esempio di rapporto grafico in cui si esamina la distribuzione delle ore di lavoro per tipologia di intervento, con riferimento ai work-orders di un determinato periodo di tempo.
I work-orders stampati su carta (Figura 2.17) possono essere utilizzati per necessità interne all’azienda, per comunicazioni fra i vari reparti ed i vari responsabili e, non ultimo per importanza, qualora il CMMS venga gestito da un solo responsabile, per garantire un mezzo di raccolta dati su cui gli operatori possano inserire tutti i valori richiesti durante lo svolgimento delle loro attività. Tali fogli, una volta esaminati dal responsabile del CMMS, forniranno l’input necessario per l’aggiornamento del data-base. Quest’ultimo sistema non è particolarmente efficiente, ma molto spesso, come si è già avuto modo di osservare, le piccole aziende preferiscono ridurre i costi per l’acquisizione di strumenti troppo complessi e per
l’addestramento del personale al loro uso, incaricando un solo responsabile della gestione del sistema informatico.
Figura 2.18 Esempio di work-order cartaceo
8) Gestione del personale.
Il motivo principale della presenza di un archivio del personale può essere brevemente riassunto nella constatazione che, durante la schedulazione delle attività di manutenzione preventiva, ma anche durante le quotidiane operazioni di pulizia e mantenimento del proprio posto di lavoro, è necessario stabilire le responsabilità ed i compiti di ciascuno. In questo modo, infatti, sarà possibile pianificare correttamente le attività che dovranno essere svolte per garantire il funzionamento ottimale del reparto produttivo e lo sfruttamento efficace della manutenzione.
In assenza di un archivio che gestisca i dati di ciascun operatore, la sua attuale allocazione e l’eventuale disponibilità ad essere impiegato, ad esempio, in interventi di manutenzione straordinaria, la gestione della stessa manutenzione e della produzione risentono in modo molto marcato dell’impossibilità di stabilire “chi” deve intervenire e “quando”. In definitiva, le
operazioni di pianificazione e di schedulazione saranno poco efficaci e non permetteranno di sfruttare al meglio le proprie risorse. Il modulo software per la gestione dei dati del personale è quasi sempre costituito da un’unica maschera di immissione dei dati (Figure 2.19 e 2.20). Per questo motivo, tale modulo raramente è un’applicazione “stand-alone”, risultando piuttosto parte integrante di uno dei moduli di base del CMMS.
Figura 2.19 Modulo di immissione dei dati del personale di manutenzione (da AIMS)
9) Pianificazione e schedulazione dei lavori.
La Manutenzione Preventiva PM rappresenta solo uno dei molteplici aspetti della pianificazione e schedulazione delle attività di manutenzione e, pertanto, diventa indispensabile uno strumento apposito con cui programmare accuratamente anche altri dettagli dell’intero sistema, soprattutto nel caso di aziende di dimensioni medie o grandi. Tutti i software commerciali integrano moduli specifici per effettuare lo scheduling delle attività correlate alla manutenzione:
• Facility Schedule: memorizza i periodi di normale funzionamento dell’impianto e
schedula automaticamente i work-orders in modo che interferiscano il meno possibile con le normali attività produttive;
• Employee Schedules: schedula le ore giornaliere disponibili per ciascun operatore. In
questo modo è possibile calcolare le ore lavorative effettivamente utilizzabili. Inoltre, è possibile memorizzare gli straordinari e le ore di assenza;
• Production Schedule: registra le informazioni relative ai down-time per utilizzarli
durante la schedulazione degli interventi di manutenzione correttiva e preventiva;
• Work-Order Schedule: memorizza e visualizza la pianificazione e la schedulazione
giornaliera, settimanale, mensile ed annuale di tutti i work-orders (Figura 2.21).
I sistemi più avanzati gestiscono, fra le altre cose, i work-orders per più lavori in contemporanea, in modo da poter combinare le attività che sono strettamente correlate o per quanto riguarda le attrezzature e le macchine su cui è necessario intervenire, oppure per quanto riguarda le procedure operative di intervento.
10) Analisi dei dati (Analisi di criticità, Analisi statistiche).
Probabilmente, il maggior vantaggio pratico derivante dall’utilizzo di un CMMS risiede nella possibilità di condurre una serie di analisi approfondite sui dati che sono stati raccolti e memorizzati nel data-base. Le tecniche utilizzate possono variare da un software all’altro, ma è tuttavia possibile delineare un percorso di massima che sintetizzi i punti salienti del processo di data-mining.
In genere, le analisi più semplici riguardano l’estrazione dei valori del Mean Time Between
Failures (MTBF) e del Mean Time To Repair (MTTR), dei guasti più ricorrenti o più gravosi
(Figure 2.22 e 2.23).
Ovviamente, l’analisi può essere notevolmente affinata, per cercare di individuare la radice dei guasti più ricorrenti o di quelli che, pur occorrendo di rado, determinano l’insorgenza di costi notevoli, di problemi di sicurezza o ambientali. Uno degli strumenti più usati a questo proposito è certamente la Failure Modes, Effects and Criticality Analysis (FMECA).
Figura 2.23 Esempio di maschera per il calcolo dell’affidabilità (MTBF)
Brevemente, si tratta di una metodologia di tipo bottom-up, che permette di decomporre un sistema complesso nelle sua parti costituenti elementari in modo da facilitare la scoperta delle cause di guasto. I software permettono di ricostruire graficamente questa decomposizione
funzionale, rendendo più intuitivo l’intero processo (Figura 2.24).
Il sistema è rappresentato come la radice dell’albero, mentre i componenti che lo costituiscono vengono definiti rami. Il processo di decomposizione funzionale può terminare al livello di dettaglio che l’utente ritiene più idoneo ai fini dell’analisi, tenendo conto, tuttavia, che potrebbe non avere senso superare la soglia delle line replaceable units (LRU). In breve, si tratta
di quei componenti che vengono acquisiti da fornitori esterni e che, pertanto, vengono sostituiti
in toto al momento della loro rottura. Ai vari componenti che vengono evidenziati durante questo
procedimento, vengono associate le relative cause di guasto, i modi e gli effetti con cui si concretizzano, opportunamente raccolte tra i dati storici della manutenzione durante l’esercizio.
Figura 2.24 Modulo FMECA (da Reliability WorkBench)
Mediante il calcolo di un indice di priorità (in genere si utilizza il cosiddetto Risk Priority
Number, RPN), le varie cause di guasto evidenziate vengono ordinate in base alla loro gravità,
permettendo al responsabile di manutenzione di prendere gli opportuni provvedimenti affinché i guasti più critici possano essere eliminati o, perlomeno, controllati efficacemente.
Strumenti di questa natura permettono di impostare le politiche manutentive più idonee.
11) Interfacciamento con sistemi di rilevamento on-board per la manutenzione su condizione (Condition Based Maintenance, CBM).
La manutenzione sotto condizione utilizza test non distruttivi, analisi dei dati e ispezione visive per conoscere lo stato di salute delle macchine; questo consente di prevedere possibili situazioni di guasto e, quindi di limitare i costi di manutenzioni legati agli interventi correttivi.
L’introduzione dei CMMS può favorire l’implementazione di metodologie CBM permettendo la raccolta di dati specifici, la gestione e l’analisi degli stessi.
A questo proposito si riportano di seguito le informazione che possono risultare determinanti per l’introduzione di metodologie CBM:
• Ore di funzionamento e numero di guasti occorsi in un determinato periodo;
• Rilevamento dello stato di salute della macchina mediante analisi delle performance, studio delle vibrazioni e dei valori termografici;
Dati storici riguardanti guasti occorsi alla macchina, i loro sintomi e le azioni manutentive poste in atto per risolverli.
12) Budgeting e consuntivazione dei costi.
L’analisi dei costi rappresenta per un’azienda lo strumento per valutare la bontà delle decisioni manageriali adottate e gli eventuali scollamenti tra le previsioni di budget e gli effettivi riscontri. Risulta, quindi, determinante l’acquisizione di dati consuntivi e l’elaborazione dei risultati periodici, attività che possono essere effettuate tramite l’utilizzo di sistemi informativi adeguati in grado di raccogliere le informazioni necessarie.
I settori su cui è opportuno focalizzare l’attenzione sono:
• La gestione del magazzino, per valutare il consumo di materiali e verificare la congruità tra stock iniziali e finali per poter effettuare una riconciliazione tra la valutazione contabile dei consumi rispetto a quella fisica;
• I costi di down-time per unità di tempo e in generale i costi sostenuti per garantire l’affidabilità dell’impianto.