CAPITOLO 1: LA REALTA’ AZIENDALE
1.1. Introduzione
Il presente lavoro di tesi è il risultato di uno stage svoltosi in collaborazione con il personale dell’azienda MagneTek S.p.A. situata a Terranuova Bracciolini (AR) dal mese di marzo 2004 al mese di settembre 2004.
Il primo capitolo descrive l’azienda e le sue funzioni, ponendo particolare attenzione alla funzione acquisti e al magazzino materie prime.
Gli argomenti trattati sono il primo passo per la comprensione della realtà nella quale è inserito il seguente lavoro ed è una condizione necessaria per la sua completa trattazione.
1.2. L’azienda nel mondo
MagneTek S.p.A. è un’azienda quotata sulla borsa di New York che si è specializzata nelle applicazioni di elettronica avanzata per soddisfare le esigenze di quei clienti che vogliono dei prodotti personalizzati difficilmente reperibili sul mercato.
Fa parte del gruppo multinazionale MagneTek nato a Los Angeles nel Luglio 1984 con l’acquisizione del gruppo Magnetics delle industrie Litton. Durante gli anni ’80, l’azienda ha acquistato un certo numero di altre aziende che operavano nel campo dei materiali elettrici e, nel 1991, è avvenuta la fusione con la Plessey S.p.A.: il più grande fornitore di gruppi di alimentazione elettrici per calcolatori d’Europa.
Nel 1994 la sede centrale mondiale è stata trasferita a Nashville, TN in quanto posizione strategica nel nuovo assetto geografico dell’azienda.
Sempre in questi anni, MagneTek ha deciso di focalizzare la sua produzione esclusivamente nel campo dell’alimentazione elettronica digitale.
Oggi MagneTek, che è certificata ISO 9000, ha 9 sedi produttive dislocate in Nord America, Europa e Cina nelle quali sono impiegate 1470 persone. Produce e vende prodotti elettrici ed elettronici usati principalmente come elementi e sub-assiemi di manufatti costruiti da altre aziende leader nei loro settori. Tra i principali clienti dell’azienda troviamo IBM, Siemens, Merloni, Motorola, Nokia e tanti altri.
Con un fatturato superiore a 298 milioni di dollari, è uno dei principali produttori del mondo di gruppi di alimentazione, di convertitori, di inverter, di raddrizzatori, di regolatori e di comandi
utilizzando questi componenti ed è il principale fornitore di parti costitutive per celle a combustibile e per altre fonti di energia alternativa.
I prodotti di alimentazione MagneTek sono usati per l’immagazzinamento e per l’elaborazione dei dati, nei campi delle telecomunicazioni, medico, commerciale, del material handling, dei trasporti e in tutti quei campi in cui è richiesta precisione e affidabilità.
Fondamentalmente la produzione è così suddivisa: - Lighting ballasts,
- Standard drives,
- motori elettrici, generatori e prodotti magnetici (PEG).
Il Power Electronics Group (PEG) rappresenta all’interno della multinazionale un’area molto importante in quanto negli ultimi anni è stata caratterizzata da un rapido e sostanzioso sviluppo. Il gruppo PEG si basa su 4 stabilimenti ubicati in Italia, Ungheria, Stati Uniti e Cina. La sede centrale del gruppo è quella italiana, e ad essa fanno capo tutti gli stabilimenti dedicati all’elettronica di potenza.
1.3. L’azienda in Italia
MagneTek si trova a Terranuova Bracciolini ed è nata nel 1992. Lo stabilimento si sviluppa su una superficie di circa 17800 mq ed impiega oltre 550 dipendenti (con più di 30 ingegneri e 50 tecnici). L’azienda ricopre un ruolo cardine all’interno del gruppo perché, oltre ad esserne la sede centrale, rappresenta l’unità produttiva più grande ed un florido nucleo di progettazione (R&S). E’ inoltre qui che vengono gestiti tutti i contratti con i fornitori e con i clienti.
1.3.1. I prodotti
La maggior parte della produzione MagneTek è costituita da prodotti “custom”, cioè progettati o realizzati espressamente secondo le specifiche tecniche del cliente. Questi sono la carta vincente del gruppo in quanto riescono a soddisfare le esigenze dei clienti offrendo tutte quelle caratteristiche tecniche che non sarebbero reperibili nei prodotti standard presenti sul mercato.
Naturalmente non mancano prodotti standard vendibili da catalogo caratterizzati dalle ridotte dimensioni rispetto agli analoghi componenti presenti sul mercato.
La gamma dei prodotti realizzati nello stabilimento comprende: convertitori DC/DC e AC/DC, invertitori DC/AC, alimentatori di potenza ad alto voltaggio, prodotti elettronici e magnetici per il settore dell’illuminoteca e monitor ad alta e media precisione.
Figura 1: alcuni prodotti MagneTek. Da sinistra: convertitori DC/DC e AC/DC, prodotti per la produzione di energie
alternative (inverter fotovoltaici, microturbine, convertitori eolici, celle a combustibile).
1.4. La funzione acquisti
La funzione acquisti provvede all’acquisto delle materie prime e dei semilavorati utilizzati in azienda.
Gli acquisitori stipulano contratti con i fornitori per ottenere i prezzi più vantaggiosi e le condizioni di vendita più favorevoli, mentre i sollecitatori provvedono a sollecitare il fornitore affinché la merce sia spedita nei tempi giusti e con le giuste modalità.
1.4.1. Le materie prime
Figura 2: alcuni dei componenti presenti in un circuito.
All’interno dell’azienda troviamo una grande quantità di materiale movimentato che spazia dal materiale elettrico, alle meccaniche, al materiale per le macchine.
Le schede si compongono di un circuito stampato e dei componenti che vi vanno montati.
I circuiti stampati sono le schede (generalmente fatte di materiale isolante) sulle quali è tracciato il circuito e la posizione dei componenti da montare (piazzole); sono realizzate da ditte esterne dietro progetto dell’ufficio progettazione della MagneTek. Tutti gli ordini di acquisto relativi ai circuiti stampati sono degli ordini aperti in quanto il materiale è prodotto da un solo fornitore e non è reperibile altrove perché di tipo custom. Questa tipologia di ordini è quindi una garanzia per non avere degli scoperti in produzione.
Gli ordini aperti sono particolari contratti di fornitura nei quali il cliente specifica il fabbisogno previsto in un anno, rilascia un solo ordine cumulativo datato generalmente alla fine dell’anno e comunica periodicamente un fabbisogno parziale al fornitore. Sono generalmente usati per forniture di prodotti custom.
I componenti sono invece tutti i prodotti che vanno montati sulle schede e ne permettono il funzionamento. Questi sono generalmente resistenze, condensatori, induttanze, transistori, diodi, circuiti integrati, etc.
Gli ordini dei componenti non sono ordini aperti e seguono le normali procedure dell’ufficio acquisti.
Una prima classificazione delle materie prime si può fare andando a vedere l’inserimento dei componenti sui circuiti stampati, questi si dividono in:
- radiali (con i pins di collegamento perpendicolari alla scheda); - assiali (con i pins di collegamento paralleli alla scheda);
- SMD (senza pins di collegamento, ma direttamente attaccati alla scheda).
Il riconoscimento delle materie prime avviene con un’opportuna codifica. Ogni codice è composto da 11 cifre (lettere e numeri), ognuna di esse fornisce precise informazioni sulle caratteristiche del materiale, ossia:
- le prime tre cifre indicano la tipologia di materia prima:
CODICE MATERIA PRIMA
801 Condensatori 802 Resine e colle 803 Circuiti integrati 804 Cavi 805 Rame 806 Mylar 807 Filo rame 809 Nastri 810 Imballaggi 811 Resistenze 812 Minuteria varia 814 Induttanze 815 Varie 816 Viti 817 Diodi 818 Mosfet 819 Triac 820 Connettori 821 Materiale elettromeccanico
83 Circuiti stampati, toroidi o meccaniche
Tabella 1: tabella contenente le varie tipologie di materie prime con i relativi codici identificativi.
- la successiva cifra indica il tipo di componente. Ad esempio possiamo trovare M che ci indica che si tratta di componente miniaturizzato, oppure si possono trovare indicazioni che indicano se il componente è polarizzato o non come nel caso dei mosfet o se è elettrolitico o non come nel caso dei condensatori.
- La successiva cifra indica la potenza di 10 per cui dobbiamo moltiplicare le cifre successive per avere valori dell’ordine di grandezza giusto.
- Le tre cifre seguenti indicano la tolleranza.
- Le ultime tre cifre indicano la potenza. Per ottenere il valore nel giusto ordine di grandezza dobbiamo aggiungere un numero di zeri pari al numero riportato in quinta posizione.
1.4.2 La procedura di acquisto del materiale
Una volta la settimana, il giovedì notte, si esegue l’MRP (Material Requirement Planning): è un tipo di pianificazione automatizzata che permette di ottenere, a partire dalla data di scadenza della domanda indipendente – che deve cadere all’interno dell’orizzonte temporale definito – ed in riferimento alla sua quantità, il piano di fabbisogni lordi) e quindi subito dopo è disponibile il programma di produzione complessivo dell’azienda.
Figura 3: diagramma di flusso per la gestione degli ordini in azienda.
Gli ordini di produzione vengono suddivisi in base ai centri di costo e quindi mandati, in forma di listato cartaceo, ai reparti di competenza.
In questo programma sono contenute le proposte di ordine (ordini di tipo O) eseguite facendo un confronto tra la produzione programmata ed il materiale in giacenza.
Ogni acquisitore il venerdì esamina la programmazione e decide, dove non è stato fatto, le quantità da ordinare tenendo conto anche degli ordini futuri.
A questo punto si emettono gli ordini ai fornitori scegliendo tra quelli omologati e tenendo conto delle share (percentuale di fabbisogno da acquistare da un particolare fornitore). Solitamente gli ordini vengono inviati in automatico via fax, in alcuni casi vengono emessi via EDI1 se il fornitore
1
E.D.I. (Electronic Data Interchange). È un sistema di comunicazione fra cliente e fornitore che consente di trasmettere programmi di rifornimento, conferme d’ordine, avvisi di spedizione, … sulla base di standard che ne consentono la trasmissione indipendentemente dal singolo sistema informativo aziendale. Si sta sviluppando attraverso due attività: la definizione di standard a livello europeo e la creazione di servizi di reti a valore aggiunto che, basandosi sugli standard Odette (Organization for Data Exchange by Tele Trasmission in Europe), consentano uno scambio generalizzato ed internazionale delle informazioni.
ne è provvisto, e solo in rari casi via e-mail. A questo punto gli ordini, che erano di tipo O, si trasformano in S (ordini sospesi).
Una volta che il fornitore da la conferma via fax o via EDI (ordersp) e si raggiungono accordi sul prezzo e sulle modalità di fornitura, l’ordine diviene di tipo R, cioè rilasciato: il materiale raggiungerà lo stabilimento nei tempi e nelle modalità previste, a meno che non si verifichino problemi.
1.4.3 La scelta dei fornitori
Il numero di fornitori all’interno dell’azienda è in continuo cambiamento. Ogni giorno si cercano e contattano, in tutto il mondo, nuovi fornitori che possono offrire materiale alle condizioni più vantaggiose e ai prezzi minori.
Ogni possibile fornitore, prima di poterlo diventare effettivamente, deve essere qualificato, deve cioè essere tenuto sotto controllo per un determinato periodo di tempo al fine di verificare che il materiale fornito abbia un numero di scarti limitato e le consegne avvengano in modo puntuale e nelle modalità richieste. Se ciò non accade non potrà entrare a far parte della gamma dei fornitori abilitati.
Il processo di acquisto è composto da diverse fasi:
a. Selezione delle fonti di approvvigionamento o selezione dei fornitori: una politica di acquisto basata sulla stipulazione di accordi di fornitura, per uno stesso articolo, con diversi fornitori, piuttosto che con uno solo fa si che ci siano più fonti alternative di rifornimento che riducono i rischi derivanti dalla dipendenza da un unico fornitore, ma aumentano anche i punti di origine nell’ambito del sistema logistico aziendale; ciò comporta spedizioni più frazionate e relativamente più costose in termini di trasporto, di movimentazione e di stoccaggio del
materiale. Inoltre concentrando gli ordini di acquisto è più facile programmare e coordinare le consegne e controllare le prestazioni del fornitore.
b. Definizione del prezzo: la tendenza a dare una importanza elevata al prezzo basso non tiene, infatti, in adeguato conto la qualità del materiale e il servizio offerto dal fornitore; anche un sostanziale risparmio nel prezzo d’acquisto può essere inferiore alle perdite economiche che l’azienda dovrà sostenere se il materiale non potrà essere utilizzato per i suoi scopi predefiniti. Un basso prezzo, altresì, non è probabilmente attraente per l’azienda quando le consegne del fornitore sono incerte, non possono essere effettuate modifiche ai programmi o quando gli altri elementi del servizio offerto sono al di sotto di uno standard accettabile. Nel decidere quale sia il prezzo giusto occorre esaminare i prezzi dei vari fornitori e valutarli in relazione agli altri elementi: qualità e servizio.
c. Definizione della qualità dei materiali acquisiti: l’importanza della qualità dei materiali impone la formalizzazione di procedure specifiche e di sistemi di controllo per garantire all’azienda il rispetto, da parte dei fornitori, delle caratteristiche richieste. La specifica è uno dei metodi più comuni per descrivere la qualità delle merci da approvvigionare.
d. Valutazione dei fornitori: un sistema oggettivo e sistematico di valutazione dei fornitori rappresenta un valido strumento per gestire correttamente un rapporto di fornitura e le inevitabili controversie che si possono presentare durante il suo sviluppo.
e. Prestazioni qualitative: si basano sull’analisi statistica dei lotti di merce ricevuti, accettati e respinti. Nel valutare tale prestazione occorre anche evidenziare il costo totale che l’acquirente sostiene per effetto della qualità delle forniture.
f. Puntualità nei termini di consegna: è un’esigenza di fondamentale importanza; i ritardi nelle consegne determinano una serie di oneri aggiuntivi per l’azienda come pure gli anticipi rispetto al programma di rifornimento.
g. Servizio offerto dal fornitore: anche se meno quantificabile dei due fattori precedenti, esso tende a evidenziare quegli elementi che alcuni fornitori, in virtù della loro struttura e organizzazione, sono in grado di garantire rispetto ad altre aziende concorrenti.
1.4.4 Magazzino materie prime
Il magazzino è il luogo dove gli articoli acquistati sono ricevuti, ordinati, conservati, prelevati e distribuiti. Il magazzino materie prime è ubicato ad un’estremità dell’azienda in modo da avere a disposizione un piazzale che permetta il transito ed il posizionamento degli autocarri di ogni dimensione. È costituito dal piazzale esterno, dove vengono scaricati i colli in attesa di essere
ubicati nella giusta posizione; da una zona con tettoia, dove vengono posizionati i materiali ingombranti e da una zona interna allo stabilimento, dove sono posizionate alcune scaffalature metalliche smontabili e regolabili che servono ad alloggiare gli articoli di piccole dimensioni sia dentro l’imballaggio originale sia senza. Gli scaffali devono occupare solo una piccola parte della superficie disponibile, mentre la parte maggiore è riservata al deposito dei carichi originali accatastati o piazzati su pallet. Infatti, visto che lo spazio occupato è assai grande, bisogna mettere nello scaffale solo la scorta in corso di distribuzione, conservando la parte maggiore di ciascun articolo nell’imballaggio originario. Se le dimensioni lo consentono, le casse, i cartoni, o i contenitori originali sono piazzati su pallet sovrapposti o messi su scaffalature adatte.
I materiali pericolosi sono conservati in un apposito locale chiuso costruito secondo i criteri di sicurezza e autorizzati dalle compagnie di assicurazione.
Le diverse operazioni che competono al magazzino (ricevimento, ordinamento, conservazione, prelevamento e distribuzione delle merci) sono accompagnate da informazioni a monte e a valle; la registrazione ed eventualmente l’elaborazione di tali informazioni costituiscono i compiti amministrativi del magazzino:
a) Ricevimento
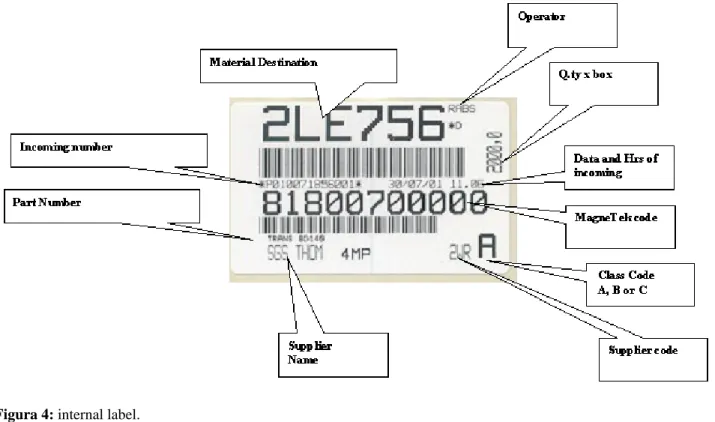
Quando il materiale arriva in azienda, agli addetti spettano i seguenti compiti: fare per iscritto le eventuali riserve al trasportatore per imballaggi avariati o pacchi non conformi a quelli pattuiti in fase di acquisto; notificare o far notificare al fornitore errori ed eventuale merce mancante riscontrati al momento dell’apertura dei pacchi; provvedere alla lettura del codice a barre che il fornitore appone sulla scatola tramite pistola a radio-comando in modo da registrare il movimento d’entrata col calcolatore. L’etichetta contiene il codice del materiale, la quantità, il codice del cliente ed il numero d’ordine. Così facendo il materiale viene “ingressato”, cioè gli viene data una posizione all’interno del magazzino materie prime.
Figura 4: internal label.
b) Collocazione
L’ubicazione è fornita casualmente dal sistema, dipende cioè esclusivamente dal posto disponibile negli scaffali e non dagli altri materiali che vi sono già contenuti come accadeva in passato. Possiamo trovare ad esempio dei condensatori in uno scaffale insieme alle resistenze, viti con schede prestampate, etc…
c) Prelevamento
Quando il materiale occorre alla produzione, gli addetti del magazzino o gli stessi dipendenti della produzione, prendono la merce registrandone l’uscita tramite lettura del codice a barre.
Il prelievo dal magazzino, così come il ricevimento della merce, vengono effettuati usando la metodologia FIFO (First In-First Out) cioè il primo materiale ad entrare in magazzino è anche il primo ad uscirne.
d) Distribuzione
Ogni contenitore è caratterizzato da un cartellino -KANBAN- in cui sono riportate le caratteristiche ed il codice del materiale. Questo può essere a sfondo bianco (materiale disponibile) o rosso (il materiale sta per terminare e quindi occorre prelevare dal magazzino altra materia prima).