CAPITOLO 5
5.1 Le misurazioni aziendali
La raccolta di dati risulta fondamentale al fine della conversione della dinamica aziendale in cifre e della loro interpretazione ai fini della comprensione in chiave economica degli accadimenti gestionali.
La raccolta è la metodica osservazione e la determinazione degli accadimenti d’azienda e dei processi e delle loro combinazioni nei quali, ad opera degli organi di azienda, sono composte le operazioni di gestione. Accadimenti, processi e combinazioni si devono osservare e determinare nei loro modi di essere, nei loro molteplici aspetti, nei loro coordinati svolgimenti, nei loro risultati. Spesso la raccolta deve esplicarsi in previsioni di fenomeni futuri, non di rado anche in stime che variamente riguardano fenomeni passati, presenti e futuri e che sovente valgono a dare espressione al divenire della gestione.
La raccolta di dati quantitativi e qualitativi occupa un ruolo fondamentale in azienda.
E’ necessario per il Project Manager disporre di informazioni quantitative e qualitative come supporto di decisioni da prendere in relazione a possibili corsi di azioni future alternative, in modo tale da indirizzare il sistema umano aziendale verso gli obiettivi stabiliti, in altre parole produrre informazioni che siano induttrici di comportamenti nel sistema umano aziendale (comunicazione interna e controllo) e per conoscere i risultati dell’attività svolta (valutazione dei risultati a consuntivo).
Si può parlare quindi di rilevazioni a ‘prevalente orientamento ‘ alla produzione di informazioni per l’esterno o l’interno.
Circa l’oggetto della raccolta di dati,ossia le grandezze di cui si richiedono determinazioni e rappresentazioni, esse risultano strettamente connesse allo scopo,in quanto scopi diversi richiedono l’identificazione di oggetti diversi di raccolta. In generale,una prima distinzione tra gli oggetti può avvenire in funzione dell’unità di misura impiegata nelle rilevazioni quantitative ad essi relativi. Si possono quindi distinguere :
• Oggetti le cui determinazioni avvengono in termini quantitativi monetari;
• Oggetti le cui determinazioni avvengono in termini quantitativi non monetari (tempi,rendimenti..).
Se si considera la customer satisfaction le fondamentali dimensioni critiche ,rispetto alle quali individuare specifiche grandezze da rilevare ,risultano :
• La qualità dell’output,in quanto fonte di possibile vantaggi di differenziazione;
• I tempi ,in quanto dimensione critica per l’apprezzamento della qualità del sistema di operazioni,fonte anch’essa di vantaggi di differenziazione.
5.2 Raccolta dati attraverso CyberPlan ed interfaccia Web
La base dati CyberPlan è di tipo relazionale, tuttavia si differenzia da quelle tradizionali per il tipo di utilizzo che si fa dei dati. In un sistema tradizionale le interazioni dell’ambiente con l’archivio tendono ad essere puntuali,ovvero transazionali:le modifiche ai dati coinvolgono un numero ristretto di record alla volta. Le modifiche apportate vengono convenientemente salvate sul disco in modo che siano disponibili agli altri utenti.
Nel sistema CyberPlan le modifiche al database tendono, invece, a coinvolgere un numero molto elevato di tabelle e di records contemporaneamente in quanto gli algoritmi di programmazione/schedulazione e il calcolo dei fabbisogni (MRP) effettuano elaborazioni complesse sull’intero piano di produzione. Il modo più efficiente di gestire tale tipologia di archivio è quella di mantenere l’archivio stesso in memoria RAM. Questa tecnologia abbatte i tempo di accesso ai dati e consente di ottenere delle prestazioni di gran lunga superiori a quelle del sistema tradizionale. Il database viene inizializzato in Ram alla partenza dell’applicazione . Le tabelle sono lette dal disco rigido e dal database aziendale e sono caricate in RAM dove risiedono per tutta la durata della sessione di lavoro. Al momento dell’uscita dall’applicazione è necessario,quindi , salvare su disco fisso l’immagine del database.
I dati coinvolti possono essere raggruppati in tre categorie:
• Dati del modello aziendale:modificati raramente e inseriti manualmente (mesi);
• Dati anagrafici o di prodotto :modificati più frequentemente dei precedenti (settimana);
Fig. 5.1 : DataBase intermediario tra sistema di avanzamento e controllo e il CyberPlan
Utilizzando l’interfaccia Web si aggiorna il database in Access, si ottiene così una base di dati oggettiva e documentata attraverso la quale è possibile andare a fare una raccolta dati che permette di valutare rapidamente le potenzialità delle diverse strategie, ridurre gli inconvenienti futuri, stimare le potenzialità delle diverse strategie, stimare in modo più accurato i lead-time e in generale portare ad un miglioramento della customer-satisfaction. Andando ad indagare su un unico laboratorio ovviamente la consistenza dei dati raccolti non è ancora sufficiente , è comunque utile per iniziare a capire l’andamento.
Attraverso questi dati è stato possibile fare una serie di statistiche che si andranno a descrivere di seguito.
Un primo tipo di analisi fatto si basa sulla valutazione per ogni progetto in esame dell’impatto di ogni operazione della distinta base sul totale delle operazioni ,quindi si è analizzato il rapporto tra le ore stimate per ogni operazione rispetto al totale di ore fatte per quel progetto. Questo tipo di analisi servirà anche per andare a ricostruire uno storico sui progetti e riuscire così a valutare qual è in media l’impatto di ogni azione sul totale di un progetto e fornire tempiste sempre più affidabili ai clienti.
5.3 Statistiche sui prodotti
Utilizzando il database è stato possibile costruire delle tabelle per ogni commessa analizzata con le seguenti informazioni :
• Operazioni presenti nella distinta base;
• Ore stimate dalla prima analisi effettuata durante il CCP; • Ore effettive registrate attraverso l’interfaccia Web;
• Rapporto in percentuale tra le ore stimate e le ore totali stimate delle commessa; • Rapporto in percentuale tra le ore effettive e le ore totali effettive delle commessa; • Scostamento in ore tra le ore effettive e le ore stimate (in rosso evidenziati i ritardi e in
verde gli anticipi).
5.3.1 Il prodotto Alpha
Di seguito viene riportata la tabella per il prodotto Alpha (Tabella 5.1).
COMMESSA OPERAZIONI IN DB ORE STIMATE ORE EFFETTIVE Ore op.stim./ore tot. stim. Ore op. eff./ore tot. eff. scostamenti(ore)
Alpha Electrical design 8 26 1% 2% 18
Schematic entry 15 14 2% 1% -1 Placement 72 83 8% 8% 11 Routing 57 110 7% 10% 53 Mechanical cad 40 40 5% 4% 0 Buy PCB 240 312 28% 28% 72 Buy Component 240 240 28% 22% 0 Automatic Assembling 40 28 5% 3% -12 Manual Assembling 40 40 5% 4% 0 Debug schede 40 112 5% 10% 72 Debug 80 100 9% 9% 20 Totale 872 1105 100% 100% 233
COMMESSA OPERAZIONI IN DB ORE STIMATE ORE EFFETTIVE Ore op.stim./ore tot. stim. Ore op. eff./ore tot. eff.
Alpha Totale schematic entry 15 14 10% 7%
Totale Placement 72 83 50% 40%
Totale Routing 57 110 40% 53%
totale 144 207 100% 100%
Tabella 5.2: Percentuali relativi alle attività di cad
E’ stato cosi possibile costruire i seguenti grafici (Figura 5.2; Figura 5.3; Figura 5.4 Figura 5.5)
Percentuali stim ate del prodotto Alpha
1% 2% 8% 7% 5% 28% 28% 5% 5% 5% 9% electrical design totale schematic entry totale Placement totale Routing meccanical cad Buy PCB Buy Component
Totale Automatic Assembling Totale Manual Assembling Totale Debug schede Debug
percentuali effettive del prodotto Alpha 2% 1% 7% 10% 4% 28% 21% 2% 4% 11% 9% electrical design totale schematic entry totale Placement totale Routing meccanical cad Buy PCB Buy Component
Totale Automatic Assembling Totale Manual Assembling Totale Debug schede Debug
Fig. 5.3: Percentuali effettive
percentuale stim ata cad del prodotto Alpha
10%
50% 40%
totale schematic entry totale Placement totale Routing
percentuali effettive cad del prodotto Alpha
7%
40% 53%
totale schematic entry totale Placement totale Routing
Fig. 5.5: Percentuali effettive del cad elettrico
E’, altresì, interessante vedere graficamente per ogni attività la differenza in termini di tempo tra le due differenti gestioni (Figura 5.6).
parelleo tra le due gestioni del prodotto Alfha
0 50 100 150 200 250 300 350
Electrical design Totale schematic entry Totale Placement Totale Routing Mechanical cad Buy PCB Buy Component Totale Automatic Assembling Totale Manual Assembling Totale Debug schede Debug Atti vi tà Tempo Gestione automatica Gestione manuale
Andando ad analizzare la situazione si possono fare delle considerazioni per le attività della distinta base.
Per l’elettrical design si può notare che le ore effettive di lavorazione sono state superiori a quelle stimate, questo può essere spiegato dal fatto che in questo progetto da specifica erano previste dimensioni ridotte per cui è stato necessario studiare una particolare soluzione costruttiva che risolvesse questa problematica. Per lo schematic entry si può notare che la quantità di ore effettive è stata inferiore rispetto a quelle stimate, mentre per le fasi di Placement e di Routing le ore necessarie effettive sono state superiori alle stimate questo perché lo schematic entry è stato svolto all’interno quindi c’è stata una buona comunicazione tra il progettista e il caddista, le fasi di Placement e Routing sono state affidate esternamente all’azienda quindi c’è stata una mancanza di contatto diretto tra progettista e caddista. Parte del ritardo è dovuto anche alla mancanza di una tempestiva approvazione da parte dell’ingegneria industriale e dell’ingegneria della qualità.
Per le PCB il ritardo può esser dovuto, inoltre, al tipo di laminato utilizzato ed alla particolare difficoltà delle schede dovuto anche al fatto se esse siano o meno multistrato. Il debug sia delle singole schede che dell’intero dispositivo è un’attività che ha portato notevole ritardo, è in questa fase che si cerca di capire se il dispositivo funziona e se rispetta le specifiche del cliente. Questa è anche la fase in cui il progettista ha un maggior contatto con il cliente e si aspetta dei feed-back da questi riguardo specifiche problematiche. Bisogna, inoltre, considerare che le attività del progettista, come si può notare dalla lista delle no planned activity, è interrotta più volte per risolvere problemi riguardanti altri progetti, o per assistenza alla produzione.
5.3.2 Il prodotto Beta
Di seguito viene riportata la tabella per il prodotto Beta (Tabella 5.3).
COMMESSA OPERAZIONI IN DB
ORE STIMATE
ORE
EFFETTIVE Ore op.stim./ore tot. stim.
Ore op. eff./ore tot.
eff. scostamenti
Beta Electrical design 24 24 3% 3% 0
Totale schematic entry 40 40 5% 5% 0
Totale Placement 70 70 10% 9% 0
Totale Routing 50 50 7% 6% 0
Mechanical cad 160 40 22% 5% -120
Buy PCB 192 336 26% 43% 144
Buy Component 64 64 9% 8% 0
Totale Automatic Assembling 24 16 3% 2% -8
Totale Manual Assembling 32 40 4% 5% 8
Debug 80 100 11% 13% 20
Totale 736 780 100% 100% 44
Tabella. 5.3: Percentuali delle commessa
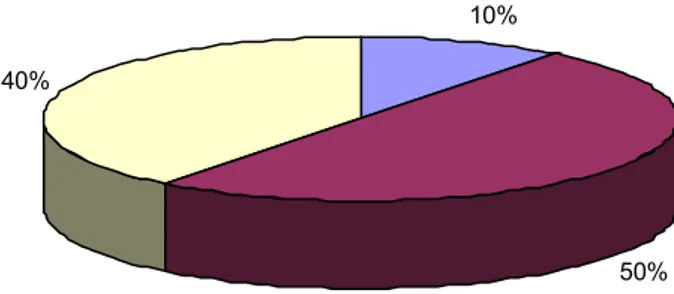
Interessante notare anche l’impatto di ogni operazione di cad sul totale delle attività di cad elettrico (Tabella 5.4).
COMMESSA OPERAZIONI IN DB ORE STIMATE
ORE
EFFETTIVE Ore op.stim./ore tot. stim.
Ore op. eff./ore tot. eff.
Beta Totale schematic entry 40 40 25% 25%
Totale Placement 70 70 44% 44%
Totale Routing 50 50 31% 31%
Totale 160 160 100% 100%
Tabella 5.4: Percentuali relativi alle attività di cad
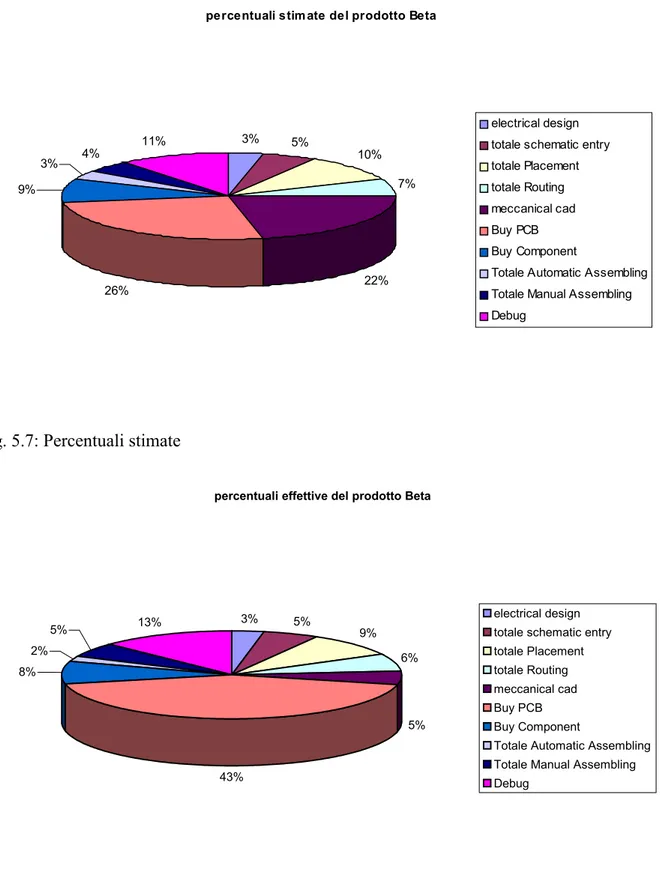
percentuali stim ate del prodotto Beta 3% 5% 10% 7% 22% 26% 9% 3% 4% 11% electrical design totale schematic entry totale Placement totale Routing meccanical cad Buy PCB Buy Component
Totale Automatic Assembling Totale Manual Assembling Debug
Fig. 5.7: Percentuali stimate
percentuali effettive del prodotto Beta
3% 5% 9% 6% 5% 43% 8% 2% 5% 13% electrical design totale schematic entry totale Placement totale Routing meccanical cad Buy PCB Buy Component
Totale Automatic Assembling Totale Manual Assembling Debug
percentuale effettiva e stimata del cad del prodotto Beta
25%
44% 31%
totale schematic entry totale Placement totale Routing
Fig. 5.9: Percentuali stimate ed effettive del cad elettrico
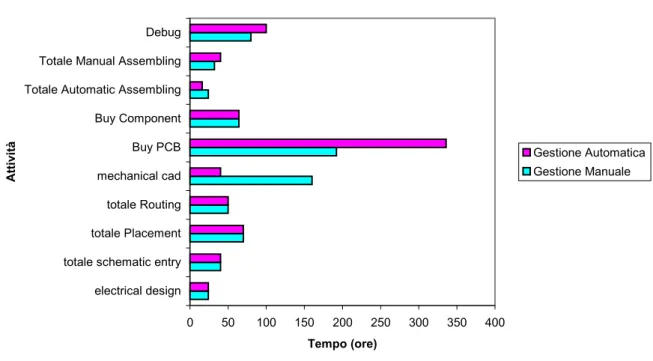
E’, altresì, interessante vedere graficamente per ogni attività la differenza in termini di tempo tra le due differenti gestioni (Figura 5.10).
Parallelo tra le due gestioni del prodotto Beta
0 50 100 150 200 250 300 350 400
electrical design totale schematic entry totale Placement totale Routing mechanical cad Buy PCB Buy Component Totale Automatic Assembling Totale Manual Assembling Debug Atti vi tà Tempo (ore) Gestione Automatica Gestione Manuale
Per quanto riguarda questo prodotto sia l’attività di electrical design che di cad elettrico hanno rispettato i tempi, quindi in sede di CCP c’è stata una buona stima dei tempi e c’e stata una buona comunicazione tra il team durante queste fasi. La fase di Acquisto PCB risulta molto in ritardo per una errata e lenta comunicazione tra il cad e l’acquisitore e per la presenza di componenti non permessi dall’ufficio Acquisti, per cui sono state necessarie delle revisioni alla distinta base (BOM).
La fase di Manual Assembling risulta in ritardo per la mancanza di semilavorati, si è quindi fatto l’assemblaggio solo di un limitato numero di campioni in modo tale da iniziare la fase di debug su questi e poterli, quindi, inviare al cliente in modo tale da avere un primo feed-back ed eventualmente eseguire una rimasterizzazione. Questo dimostra, anche, quante aleatorietà ci possano essere nell’attività di progettazione rispetto alla produzione.
5.3.3 Il prodotto Gamma
Di seguito viene riportata la tabella per il prodotto Gamma (Tabella 5.5).
COMMESSA OPERAZIONI IN DB
ORE STIMATE
ORE
EFFETTIVE Ore op.stim./ore tot. stim. Ore op. eff./ore tot. eff. scostamenti
Gamma Electrical design 112 16 13% 2% -96
Totale schematic entry 9 3 1% 0% -6
Totale Placement 40 13 5% 2% -27
Totale Routing 31 10 4% 2% -21
Buy PCB 240 360 28% 45% 120
Buy Component 240 240 28% 30% 0
Totale Automatic Assembling 40 32 5% 4% -8
Totale Manual Assembling 40 34 5% 4% -6
Totale Debug schede 40 40 5% 5% 0
Debug 80 56 9% 7% -24
Totale 872 804 100% 100% -68
COMMESSA OPERAZIONI IN DB ORE STIMATE ORE
EFFETTIVE Ore op.stim./ore tot. stim. Ore op. eff./ore tot. eff.
Gamma Totale schematic entry 9 3 11% 12%
Totale Placement 40 13 50% 50%
Totale Routing 31 10 39% 38%
Totale 80 26 100% 100%
Tabella 5.6: Percentuali relativi alle attività di cad
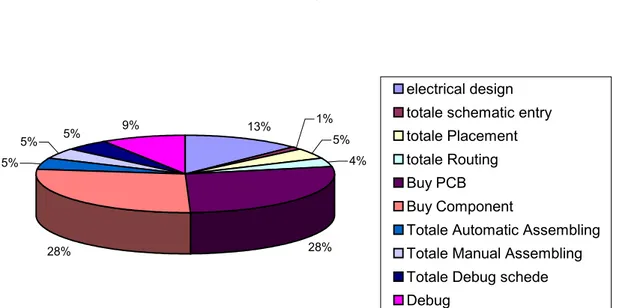
E’ stato cosi possibile costruire i seguenti grafici (Figura 5.11; Figura 5.12; Figura 5.13, Figura 5.14).
Percentuali stimate del prodotto Gamma
13% 1% 5% 4% 28% 28% 5% 5% 5% 9% electrical design totale schematic entry totale Placement totale Routing Buy PCB Buy Component
Totale Automatic Assembling Totale Manual Assembling Totale Debug schede Debug
Percentuali effettive del prodotto Gamma 2% 0% 2% 2% 45% 30% 4% 4% 5% 7% electrical design totale schematic entry totale Placement totale Routing Buy PCB Buy Component
Totale Automatic Assembling Totale Manual Assembling Totale Debug schede Debug
Fig. 5.12: Percentuali effettive
Percentuale stimata del cad del prodotto Gamma
11%
50% 39%
totale schematic entry totale Placement totale Routing
percentuali effettive cad del prodotto Gamma
12%
50% 38%
totale schematic entry totale Placement totale Routing
Fig. 5.14: Percentuali effettive del cad elettrico
E’, altresì, interessante notare graficamente per ogni attività la differenza in termini di tempo tra le due differenti gestioni (Figura 5.15).
Paralelo tra le due gestioni del prodotto Gamm a
0 50 100 150 200 250 300 350 400
electrical design totale schematic entry totale Placement totale Routing Buy PCB Buy Component Totale Automatic Assembling Totale Manual Assembling Totale Debug schede Debug
Attività
Tem po (ore)
Gestione automatica Gestione manuale
In questo progetto si può notare un anticipo di quasi tutte le fasi, questo perché il prodotto è una nuova versione di una precedente edizione non entrato in produzione, quindi le difficoltà incontrate sono state minori grazie alla conoscenza da parte del progettista del prodotto. Non è stato inoltre necessario effettuare la progettazione e il cad per tre delle quattro schede previste. E’ comunque importante anche sapere questi tipi di anticipi in modo tale che le risorse vengano gestite in maniera differente e si possano impegnare in altri progetti.
In questo caso una migliore lettura delle specifiche da parte del team avrebbe fatto prevedere anche la riduzione dei tempi di alcune fasi.
5.3.4 Il prodotto Eta
Di seguito viene riportata la tabella per il prodotto Eta (Tabella 5.7)
COMMESSA OPERAZIONI IN DB ORE STIMATE ORE EFFETTIVE Ore op.stim./ore tot. stim.
Ore op. eff./ore tot.
eff. scostamenti
Eta/1 Totale schematic entry 4 4 1% 0,16% 0
Totale Placement 20 12 4% 0,47% -8
Totale Routing 16 12 3% 0% -4
Buy PCB 192 1152 35% 45% 960
Buy Component 192 1248 35% 49% 1056
Totale Automatic Assembling 40 40 7% 2% 0
Totale Manual Assembling 40 40 7% 2% 0
Debug 40 62 7% 2% 22
Totale 544 2570 100% 100% 2026
Tabella. 5.7: Percentuali delle commessa
Interessante notare anche l’impatto di ogni operazione di cad sul totale delle attività di cad elettrico (Tabella 5.8).
COMMESSA OPERAZIONI IN DB ORE STIMATE
ORE
EFFETTIVE Ore op.stim./ore tot. stim.
Ore op. eff./ore tot. eff.
Eta Totale schematic entry 4 4 10% 14%
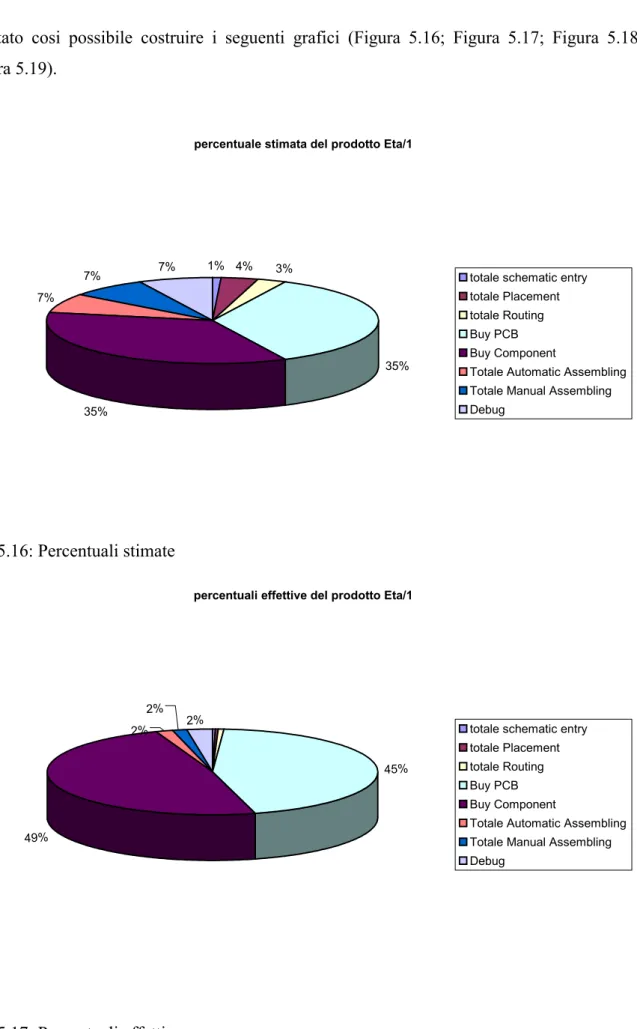
E’ stato cosi possibile costruire i seguenti grafici (Figura 5.16; Figura 5.17; Figura 5.18; Figura 5.19).
percentuale stimata del prodotto Eta/1
1% 4% 3%
35%
35% 7%
7% 7% totale schematic entry
totale Placement totale Routing Buy PCB Buy Component
Totale Automatic Assembling Totale Manual Assembling Debug
Fig. 5.16: Percentuali stimate
percentuali effettive del prodotto Eta/1
45%
49%
2% 2%
2%
totale schematic entry totale Placement totale Routing Buy PCB Buy Component
Totale Automatic Assembling Totale Manual Assembling Debug
percentuale stimata cad del prodotto Eta/1
10%
50% 40%
totale schematic entry totale Placement totale Routing
Fig. 5.18: Percentuali stimate del cad elettrico
percentuale stimata cad del prodotto Eta/1
14%
43% 43%
totale schematic entry totale Placement totale Routing
E’, altresì, interessante vedere graficamente per ogni attività la differenza in termini di tempo tra le due differenti gestioni (Figura 5.20).
Parallelo tra le due gestioni per il prodotto Eta/1
0 200 400 600 800 1000 1200
totale schematic entry totale Placement totale Routing Buy PCB Buy Component Totale Automatic Assembling Totale Manual Assembling Debug Atti vi tà Tempo(ore) Gestione Automatica Gestione Manuale
Fig. 5.20: Parallelo tra le due gestioni del prodotto Eta
Quello che si può notare dall’analisi del precedente grafico è il notevole ritardo dell’acquisto componenti e PCB.
Questo è dovuto al fatto che c’è stata per un lungo periodo una mancata comunicazione tra il Cad elettrico e gli Acquisti, inoltre l’uso di componenti non accettati dagli acquisitori e quindi revisione del progetto di questi da parte del progettista e del caddista.
5.3.5 Il prodotto Theta
Di seguito viene riportata la tabella per il prodotto Theta (Tabella 5.9).
COMMESSA OPERAZIONI IN DB ORE STIMATE ORE EFFETTIVE Ore op.stim./ore tot. stim. Ore op. eff./ore tot. eff. scostamenti
Theta/1 Totale Routing 24 29 3% 3% 5
Buy PCB 288 336 40% 32% 48
Buy Component 288 552 40% 52% 264
Totale Automatic Assembling 40 40 6% 4% 0
Totale Manual Assembling 40 40 6% 4% 0
Debug 40 64 6% 6% 24
Totale 720 1061 100% 100% 341
Tabella. 5.9: Percentuali delle commessa
E’ stato cosi possibile costruire i seguenti grafici (Figura 5.21; Figura 5.22).
percentuali stimate del Theta/1
3% 40% 40% 6% 6% 6% totale Routing Buy PCB Buy Component
Totale Automatic Assembling Totale Manual Assembling Debug
percentuali effettive del prodotto Theta/1 3% 32% 52% 4% 4% 6% totale Routing Buy PCB Buy Component
Totale Automatic Assembling Totale Manual Assembling Debug
Fig. 5.22: Percentuali effettive
E’, altresì, interessante vedere graficamente per ogni attività la differenza in termini di tempo tra le due differenti gestioni (Figura 5.23).
Parallelo tra le due gestioni del prodotto Theta/1
0 100 200 300 400 500 600 totale Routing Buy PCB Buy Component Totale Automatic Assembling Totale Manual Assembling Debug Atti vi tà Tempo (ore) Gestione Automatica Gestione Manuale
Anche per questo progetto le fasi di acquisto sono quelle che comportano maggiore ritardo per quanto già detto nell’analisi dei precedenti progetto.
Questi ultimi due prodotti erano già iniziati quando è stato introdotto il nuovo sistema di gestione per cui non è stato possibile integrarli totalmente nel sistema e non è stato, quindi, possibile recuperare i ritardi accumulati nelle precedenti fasi non inserite.
5.4 Parallelo tra le due gestioni
Una volta effettuato lo studio dei vari progetti è possibile arrivare ad un visione più generale e quindi effettuare un parallelo tra le due differenti gestioni.
E’ stato possibile analizzare, quindi, tutti i vari passi della distinta base delle operazioni (BOO = Bill of Operation), nei due tipi di gestione analizzando quelli che sono i vantaggi e gli svantaggi (Figura 5.24). Le ore stimate con la gestione manuale sono state calcolate considerando le risorse a capacità infinita, quindi senza considerare l’effettivo carico di lavoro che esse già hanno nel momento in cui viene immesso un nuovo prodotto, questo comporta, come si può ben notare dal grafico, una stima, in termine di ore, inferiore rispetto a quella che è la tempistica effettiva.
Parallelo tra le due gestioni
Totale schematic entry Totale Placement Totale Routing Mechanical cad Buy PCB Buy Component Totale Automatic Assembling Totale Manual Assembling Totale Debug schede Debug
Attività
gestione automatica gestione manuale
Dal grafico si può dedurre che per l’attività di electrical design le ore effettive di lavorazione sono state superiori a quelle stimate dalla vecchia gestione manuale ciò può esser dovuto a difficoltà insite nel progetto non facilmente stimabili in prima analisi, a scarsa comunicazione con il cliente, a specifiche non definitive in fase di partenza, problemi oggettivi nella realizzazione del dispositivo. Per ovviare queste iniziali problematiche è necessario avere un maggior contatto con il cliente.
Anche le tre fasi cad elettrico, come si può notare, presentano uno scostamento tra la durata effettiva e quella stimata ciò può esser dovuto a diversi fattori: mancanza di informazioni da parte del progettista, attesa dell’approvazione da parte dell’ingegneria industriale e della qualità per il piazzamento dei componenti e per il routing. Aumentare il livello di comunicazione tra le persone del team in questa fase porta sicuramente notevoli vantaggi, è necessaria una comunicazione tra cad elettrico e meccanico prima dell’inizio della fase di Placement in modo tale da avere tutte le informazioni riguardanti gli ingombri. Importante in questo senso prevedere delle riunioni periodiche per le fasi di progettazione elettrica meccanica, avvolti e l’attività di cad data l’elevata interdipendenza di tali attività.
Per quanto riguarda il cad meccanico il ritardo è dovuto al fatto che esso va di pari passo con il cad elettrico, quindi qualsiasi ritardo di questo condiziona anche il cad meccanico, in più esso è molto condizionato dalle specifiche del cliente e quindi sono necessari feed-back da parte del cliente.
Le attività di acquisto componenti e PCB sono le più critiche come è facilmente visibile dal grafico, esse, infatti, hanno una dipendenza forte dal Cad, se non vengono comunicati i componenti critici all’inizio della fase di placement, come previsto, la fase di acquisto componenti andrà in ritardo altrimenti potrà essere comunque ridotta a fronte extracosti per l’acquisto dei componenti ed averli alla data prestabilita. Per le PCB il ritardo può esser dovuto, inoltre, al tipo di laminato utilizzato e dalla particolare difficoltà delle schede dovuto anche al fatto se esse siano o meno multistrato. Le fasi di acquisto sono influenzate anche dall’ingegneria industriale e ingegneria della qualità che devono controllare e approvare l’acquisto. Introducendo anche questi due settori all’interno del CyberPlan e quindi nell’interfaccia Web si riuscire ad avere l’approvazione nei tempi richiesti, inviando e-mail in modo automatico ai responsabili che possono cosi rendersi disponibili appena richiesto. La condizione di sincronizzazione nell’acquisto di PCB e componenti critici attraverso il CyberPlan è quella che comporta maggiori vantaggi in termini di costo, sia esso extracosto per velocizzare l’acquisto dei componenti/PCB, sia come costo di immagazzinamento e
programmare l’assemblaggio del dispositivo in anticipo ed aumenta la capacità decisionale del Project Manager.
Il ritardo nelle fasi di montaggio è principalmente collegato alla mancanza di componenti, che nel momento della progettazione potrebbero non risultare critici perché presenti nel sistema, ma nel momento di utilizzo potrebbero mancare perché utilizzati da altri progetti.
La fase di debug è quella in cui si va a fare una prima verifica del dispositivo progettato e in cui vengono riscontrate le problematiche che il dispositivo presenta quindi la stima dei tempi risulta molto differente da quella che è poi la tempistica effettiva. Questa è anche la fase in cui il progettista ha un maggior contatto con il cliente e si aspetta dei feed-back da questo riguardo specifiche problematiche, in accordo con il cliente si ha la spedizione dei primi campioni anche a debug non ultimato, nelle successive edizioni del campione verranno risolte le ulteriori problematiche presentate dal dispositivo.
Da tutto ciò si evince che di fondamentale importanza sono i Brain Storming, che includano tutte le aree aziendali, in fase iniziale del progetto, in modo tale da coordinare e sincronizzare tutte le differenti attività e anche durante le fasi intermedie per poter prendere decisioni riguardo l’andamento del progetto.
Man mano che aumenta il numero di progetti inseriti all’interno del CyberPlan è possibile creare uno storico ed andare a valutare qual è la durata effettiva media di ogni singola operazione in modo da cercare di dare tempistiche sempre più affidabili, oggettive e corrispondenti alla realtà.
5.5 Analisi dei costi di sviluppo (NRE)
Un altro tipo di analisi che si può fare attraverso la raccolta dati effettuata è quella sui costi, ossia vedere come incide ogni operazione della distinta base sul totale delle operazioni e quanto incide il totale dei costi per la progettazione sui costi di sviluppo di un progetto (NRE) e quindi fare in base a ciò delle valutazioni per le successive offerte ai clienti, parte dei costi di sviluppo vengono comunque ammortizzati sul prezzo di produzione del prodotto.
Rispettare il più possibile la tempistica fornita al cliente equivale anche a dire un miglior rispetto dei costi di sviluppo e quindi maggior utile per l’azienda.
Di seguito vengo riportate le tabelle relativi ai prodotti Gamma, Alpha, Beta in cui sono stati inseriti i seguenti dati (Tabelle 5.8,5. 9 ,5.10):
• Operazioni presenti nella distinta base; • Ore stimate in fase di CCP;
• Ore effettive registrate attraverso l’interfaccia Web; • Rapporto tototale tostimato cos cos in percentuale, dove il orestimate toorario tostimato cos *
cos = e il costo totale è la somma dei suddetti
costi delle singole operazioni; • Rapporto tototale o toeffettiv cos cos in percentuale, dove il ve oreeffetti toorario o toeffettiv cos *
cos = e il costo totale è la somma dei suddetti
costi delle singole operazioni; • Rapporto NRE imato tototalest cos in percentuale ; • Rapporto NRE fettivo tototaleef cos in percentuale;
COMMESSA OPERAZIONI IN DB ORE STIMATE ORE EFFETTIVE costo stimato/costo Totale costo effettivo/costo Totale costototale stimato/NRE Costo effettivo/Nre
Gamma Electrical design 112 16 37% 12% 110% 49%
Totale schematic entry 9 3 2,60% 1,94%
Total Placement 40 13 11,55% 8,41%
Totale Routing 31 10 8,95% 6,47%
Totale Debug schede 40 40 13,26% 29,71%
Debug 80 56 26,52% 41,59%
Totale 312 138 100% 100%
Tabella 5.8: percentuali dei costi relativi alla commessa Gamma
COMMESSA OPERAZIONI IN DB ORE STIMATE ORE EFFETTIVE Costo stimato/costo totale Costo effettivo/costo totale Costototale stimato/NRE Costo effettivo/Nre
Alpha Electrical design 8 26 3% 5% 53% 85%
Totale schematic entry 15 14 4,63% 2,70%
Totale Placement 72 83 22,22% 15,99%
Totale Routing 57 110 17,59% 21,20%
Mechanical cad 40 40 14,20% 8,86%
Totale Debug schede 40 128 12,93% 25,83%
Debug 80 100 25,85% 20,18%
Totale 312 501 100% 100%
Tabella 5.9: percentuali dei costi relativi alla commessa Alpha
COMMESSA OPERAZIONI IN DB ORE STIMATE ORE EFFETTIVE costo stimato/costo totale costo effettivo/costo totale costototale
stimato/NRECosto effettivo/Nre
Beta Electrical design 24 24 5% 7% 231% 173%
Totale schematic entry 40 40 9,44% 12,57%
Totale Placement 70 70 16,52% 21,99%
Totale Routing 50 50 11,80% 15,71%
Mechanical cad 160 40 39,10% 13,01%
Debug 80 100 17,80% 29,61%
Totale 424 324 100% 100%
delle risorse per lo specifico progetto. Da questo tipo di analisi sono state eliminate le risorse a comune quali acquisti e montaggio.
Di seguito si riportano le tabelle relative anche ai prodotto già presenti in laboratorio (Eta/1, Theta/1) quando è stato introdotto questo nuovo sistema di gestione anche se non sono troppo indicative perché non sono presenti tutte le fasi (Tabelle 5.11; 5.12).
COMMESSA OPERAZIONI IN DB ORE STIMATE ORE EFFETTIVE costo stimato/costo totale
costo effettivo/costo
totale costototale stimato/NRECosto effettivo/Nre
Eta/1 Totale schematic entry 4 4 5% 4% 19% 22%
Totale Placement 20 12 23% 12%
Totale Routing 16 12 19% 12%
Debug 40 62 53% 72%
Totale 80 90 100% 100%
Tabella 5.11: Percentuali dei costi relativi alla commessa Eta/1
COMMESSA OPERAZIONI IN DB ORE STIMATE ORE EFFETTIVE costo stimato/costo totale costo effettivo/costo totale costototale stimato/NRE Costo effettivo/Nre
Theta/1 Totale Routing 24 29 34% 28% 12% 17%
Debug 40 64 66% 72%
Totale 64 93 100% 100%