Line Side Review
6 LINE SIDE REVIEW
Il Line Side Review è un tipico strumento di "miglioramento continuo" i cui effetti sono previsti a medio o lungo termine. Consiste in una periodica analisi del processo produttivo volta ad individuare possibili fonti di scarto e a concepire, tramite la collaborazione di un team multidisciplinare, miglioramenti sia a livello tecnico che organizzativo. Tale strumento era già in uso tra le linee del gruppo Siemens, e si è deciso di inserirlo nella ZPL perché utile al miglioramento dei processi produttivi.
Il team multidisciplinare dovrà comprendere: - operatori;
- quality engineer; - process engineer;
- responsabile della produzione;
- responsabile del controllo produzione.
La prima fase di questa metodologia consiste in un’analisi dettagliata del diagramma di flusso del processo, per verificare che rispecchi quello che è il flusso reale.
Successivamente il team si riunirà in clean room e analizzerà in maniera approfondita la linea, mettendo sotto stress ogni modulo, compiendo gli errori che un operatore stanco o distratto potrebbe compiere. In questo modo si verificherò se i sistemi di controllo previsti sono in grado di rilevare l’errore. Si valuterà inoltre l’efficienza dei sistemi di sicurezza.
Durante il Line Side Review, il team dovrà avere con se l’ultima copia del Control Plan, della PFMEA, il flowchart e le istruzioni di lavoro, oltre che il layout dell’area di produzione interessata.
Il Line Side Review verrà applicato almeno una volta all'anno, al fine di migliorare il prodotto ed il processo e quindi ridurre gli scarti ed i costi.
Le modifiche proposte dovranno essere valutate in termini di costi e vantaggi ottenibili. Inoltre, tra gli interventi proposti, sarà necessario stabilire un priorità, che dovrà essere definita in base alle necessità del cliente, alla complessità del cambiamento proposto e naturalmente in base hai suoi costi.
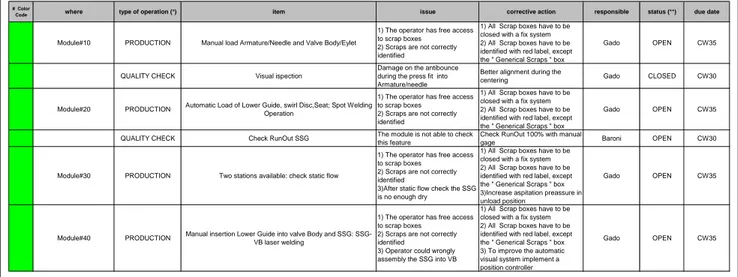
Una prima analisi delle possibilità e delle proposte emerse durante una Line Side Review verrà riassunta in un formato, che si è appositamente creato per la metodologia ZPL (vedi figura 6.1).
Line Side Review
Compiler: Mureddu Annamaria
# Color
Code where type of operation (*) item issue corrective action responsible status (**) due date
Module#10 PRODUCTION Manual load Armature/Needle and Valve Body/Eylet
1) The operator has free access to scrap boxes
2) Scraps are not correctly identified
1) All Scrap boxes have to be closed with a fix system 2) All Scrap boxes have to be identified with red label, except the " Generical Scraps " box
Gado OPEN CW35
QUALITY CHECK Visual ispection
Damage on the antibounce during the press fit into Armature/needle
Better alignment during the
centering Gado CLOSED CW30
Module#20 PRODUCTION Automatic Load of Lower Guide, swirl Disc,Seat; Spot Welding Operation
1) The operator has free access to scrap boxes
2) Scraps are not correctly identified
1) All Scrap boxes have to be closed with a fix system 2) All Scrap boxes have to be identified with red label, except the " Generical Scraps " box
Gado OPEN CW35
QUALITY CHECK Check RunOut SSG The module is not able to check this feature
Check RunOut 100% with manual
gage Baroni OPEN CW30
Module#30 PRODUCTION Two stations available: check static flow
1) The operator has free access to scrap boxes
2) Scraps are not correctly identified
3)After static flow check the SSG is no enough dry
1) All Scrap boxes have to be closed with a fix system 2) All Scrap boxes have to be identified with red label, except the " Generical Scraps " box 3)Increase aspitation preassure in unload position
Gado OPEN CW35
Module#40 PRODUCTION Manual insertion Lower Guide into valve Body and SSG: SSG-VB laser welding
1) The operator has free access to scrap boxes
2) Scraps are not correctly identified
3) Operator could wrongly assembly the SSG into VB
1) All Scrap boxes have to be closed with a fix system 2) All Scrap boxes have to be identified with red label, except the " Generical Scraps " box 3) To improve the automatic visual system implement a position controller
Gado OPEN CW35
Fig. 6.1: Formato per l’archiviazione dei risultati del Line Side Review
In tale formato si riporterà:
- Un colore che indica se l'azione correttiva rispetta o meno la data di scadenza; in particolare sarà indicata con il verde un'azione correttiva che presenta ancora un margine di tempo abbastanza ampio prima del termine di scadenza previsto, con il giallo un'azione correttiva non ancora iplementata e vicina alla scadenza, con il rosso un'azione correttiva non ancora implementata che ha superato la data prevista per la sua realizzazione;
- La postazione di lavoro o la zona dove implementare l'azione correttiva;
- Il tipo di operazione che si vuole modificare o implementare; in particolare si parlerà di:
• Production: l'operazione interessata dalla modifica proposta fa parte del processo produttivo;
• Changeover: la modifica comporta un cambiamento del processo;
• Quality Check: l'operazione interessata dalla modifica interessa direttamente la qualità del prodotto o qualche sistema di error proofing;
• Logistic: la modifica interessa variazioni nel flusso del materiale, dei sistemi di trasporto, dei magazzini ecc.;
- Il tipo di difetto che si desidera correggere; - L'azione correttiva decisa;
- Il responsabile dell'azione correttiva;
- Lo stato dell'azione correttiva proposta; questo potrà essere uguale a:
• Open: se non si è ancora intervenuti;
• Closed: se l'azione correttiva è stata completata;
• Suspended: se l'azione programmata è rimandata a data da stabilire;
Line Side Review
• Cancelled: se l'intervento programmato è stato annullato;
- La settimana per cui è prevista l'implementazione dell'azione correttiva proposta.