4 Preparazione dei provini, calcolo della sezione
resistente allestimento delle prove
4.1 Preparazione dei provini
Poiché la lavorazione utile dei provini interessa solamente una o due delle facce è stata necessaria una accurata preparazione dei rimanenti lati per far sì che la nucleazione non avvenisse su questi. Questo problema, già evidenziato nelle precedenti campagne di prove è qui emerso con particolare evidenza a causa delle elevate prestazioni di vita a fatica delle lavorazioni in esame.
La procedura standard di preparazione consisteva in una lucidatura manuale dei fianchi bombati per mezzo di carta abrasiva a secco, prima 900 passate con grana 400 quindi 450 con grana 800.
Questa procedura si è rivelata idonea per i provini della serie P, ma non si è mostrata pienamente adeguata per i provini delle serie A-H.
Questi provini infatti presentavano la lavorazione utile solamente su una delle due facce piane, sulle quali le carte abrasive hanno una azione meno efficace a causa delle minori pressioni esercitabili manualmente su di esse, perché sono più grandi e la forza
dell’operatore è limitata. Per questo è stato necessario sostituire le prime 450 passate di carta grana 400 con altrettante di carta grana 180, procedura poi estesa anche ai fianchi bombati. Per migliorare l’azione sul lato piano si è avvolta la carta 180 su un
parallelepipedo di acciaio, facilmente impugnabile.
4 Preparazione e misura dei provini
Per prevenire problemi di concentrazione di tensione tra le piastre di afferraggio e gli spigoli delle mazzette questi ultimi sono stati smussati con una sottile lima e rifiniti con carta abrasiva per eliminare anche le più piccole sbavature.
Successivamente alla lucidatura è stato possibile rimuovere le protezioni di nastro telato e procedere alla pulitura con pennello e solvente.
Infine si sono rilevate le dimensioni degli spessori delle mazzette e quelle della sezione resistente come descritto nel capitolo relativo.
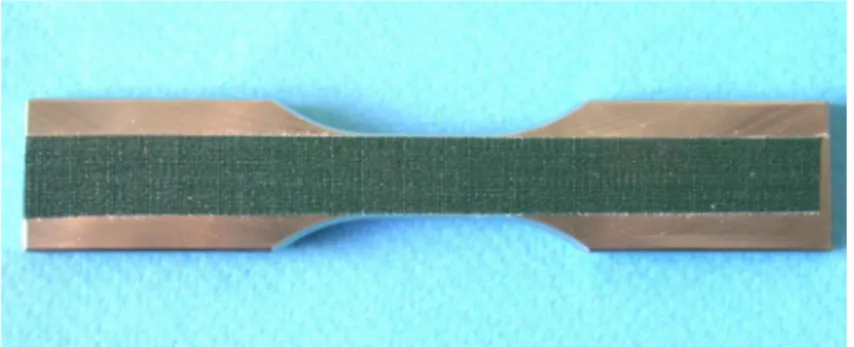
Le foto seguenti mostrano come si presentano i provini prima e dopo la preparazione:
Fig 4.1 Provetta prima (sfondo azzurro) e dopo (sfondo bianco nella pagina
seguente) della preparazione. Sul fianco prima della preparazione sono ben visibili i testimoni di lavorazione della fresatura.
4 Preparazione e misura dei provini
Fig 4.2 Lucidatura dei fianchi del provino
4.2 Misura della sezione resistente dei provini
Per valutare la sezione resistente dei provini è stato necessario accettare l’ipotesi che lo spessore asportato per la lucidatura sia uniforme, in questo modo le facce piane si possono considerare effettivamente piane e parallele mentre quelle bombate si possono considerare di raggio uguale a quello originale.
E’ così stato necessario misurare unicamente lo spessore e la larghezza della sezione resistente per calcolare l’area con semplici formule geometriche per mezzo di una procedura Matlab, riportata in appendice. In questa procedura si è anche considerato il fatto che le misure fatte manualmente erano prese sulla cresta dei testimoni di
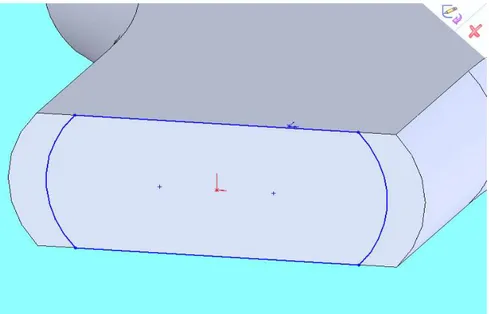
lavorazione. Poiché i parametri relativi sono noti è stato possibile calcolare con esattezza l’errore relativo e quindi correggerlo. Nelle immagini seguenti è illustrata la variazione di forma del provino (in blu) e la forma del truciolo.
Fig 4.3 Schema dell’area asportata con la lucidatura dei fianchi
4 Preparazione e misura dei provini
4.3 Posizionamento dei provini sul banco prova
La procedura di posizionamento del provino sul banco prova è descritta in dettaglio nell’appendice relativa. Tra il provino e le piastre di riferimento sono state posizionate delle lamelle di acciaio inossidabile nichelato per prevenire fenomeni di fretting, come mostrato nella foto:
Fig.4.5 Posizionamento del provino e delle lamine anti-fretting
Alcuni problemi di posizionamento si sono riscontrati in alcuni provini rettificati che presentavano uno spessore delle mazzette molto inferiore a quello nominale (4 mm), perché non facendo attrito tra le piastre di riferimento scivolavano verso il basso non appena veniva tolto l’attrezzo per il posizionamento. Questo problema è stato risolto stringendo leggermente le piastre con morsetti durante l’operazione di montaggio.