CAPITOLO 1
L’azienda FABIO PERINI S.p.a.
1.1 GeneralitàFabio Perini S.p.A. – sede a Lucca, fraz. di Mugnano, Italia - è una importante azienda produttrice di macchinari per la trasformazione della carta tissue. Essa fa parte di un gruppo più ampio di aziende, la cui casa madre è la Körber PaperLink, impresa leader nell’offerta di soluzioni di sistema per l'industria della carta, della carta tissue e di prodotti igienici.
Caratteristica fondamentale della produzione Perini è la totale personalizzazione a cliente della linea. E’ infatti il cliente a commissionare specifiche di volta in volta diverse a seconda delle sue esigenze.
1.2 Cenni storici
Nella prima età moderna le principali industrie cartarie erano dislocate lungo la penisola secondo determinati criteri produttivi e commerciali. La piana di Lucca, grazie alla sua particolare situazione idrografica ed alla sua vocazione commerciale, sviluppò agli inizi del XVII secolo una fiorente industria cartaria lungo le sponde del torrente Pescia. Nel territorio di Lucca all'inizio degli anni '60 prosperavano molte piccole-medie aziende dedite alla produzione di carte crespate per usi igienici e sanitari. I consumi di tali prodotti andavano crescendo con ritmo interessante con l'affermarsi di nuovi stili di vita. In quegli anni, il mercato italiano si fa sempre più sensibile all'influenza di quello dell'Europa continentale ed il rapido sviluppo dei consumi orienta le aziende trasformatrici verso nuovi tipi di prodotti cartacei ad uso domestico.
fig. 1 Principali aree per la produzione cartaria nell'Italia del XIX secolo
La Fabio Perini S.p.A. nasce nel 1966; in un periodo durante il quale la carta, produzione tradizionale e per certi versi artigianale, è investita dal boom economico. Da questo momento in poi, lo sviluppo di queste attività e della Perini procederanno su binari paralleli, di successo in successo, quasi senza risentire dei momenti di flessione dei mercati.
I nostri giorni vedono la Fabio Perini S.p.A. svolgere il ruolo di leader mondiale per la produzione di macchinari per la trasformazione delle carte tissue ad uso igienico, cucina, industriale e comunità.
L’azienda, in un arco temporale abbastanza ristretto, è passata da struttura a conduzione familiare,composta da poche decine di persone,ad una struttura multinazionale gestita da una Holding e composta da diverse centinaia di persone.
Contemporaneamente si è verificata un’espansione in termini di organizzazione: l’azienda è passata da una produzione incentrata in un singolo stabilimento, ad una localizzata in più stabilimenti. La velocità del cambiamento è una delle cause che hanno concorso ad accentuare la nascita delle problematiche di gestione e che saranno tema di questa tesi.
1.3 Struttura e organizzazione aziendale
RICAMBI FP3 Palazzina Direzionale RICERCA e SVILUPPO FP2 M U A T C E C N H S I I N L E I
fig. 2 La più antica rappresentazione del cartario:
silografia di Jost Amman (1568)
La Fabio Perini S.p.A. è un’azienda con un’organizzazione particolare dal punto di vista strutturale. Essa è divisa in 7 Business Unit, ognuna delle quali gode di un elevato grado di autonomia. A capo delle B.U. c’è la Direzione che stabilisce gli obiettivi generali e che detiene una gamma di servizi centralizzati:
• amministrazione e finanziaria
• risorse umane
• information technology
• sistemi aziendali e processi (qualità, sicurezza, manutenzione)
• vendite e acquisti (escluso Macchine Utensili e Ricambi che svolgono questi servizi internamente)
• marketing
All’interno di ogni singola B.U. c’è un Responsabile che traduce gli obiettivi generali forniti dalla direzione in obiettivi specifici di ogni singola area. Il Responsabile dispone di: risorse finanziarie, umane, mezzi (macchinari e strumenti) e strutture idonei per il raggiungimento degli obiettivi stabiliti e si interfaccia costantemente con la direzione per quanto riguarda i servizi centralizzati.
Le 7 Business Unit sono le seguenti:
• Le B.U. di Assemblaggio: FP1, FP2, FP3
• Le B.U. di Produzione: MACCHINE UTENSILI
• RICAMBI
• RICERCA E SVILUPPO
• COMPARTI E SERVIZI CENTRALIZZATI
Le B.U. di Assemblaggio: FP1,FP2,FP3
Sono le B.U. in cui vengono assemblate e collaudate le macchine per la trasformazione della carta. L’attività consiste nell’assemblaggio e messa in linea delle varie macchine che compongono una Linea, seguita da un collaudo mediante il quale vengono verificati i requisiti funzionali di sicurezza e il rispetto delle specifiche concordate. Se necessario in queste unità vengono apportate anche modifiche progettuali.
L’esito positivo del collaudo fornisce l’autorizzazione alla spedizione e all’installazione della macchina presso il cliente.
Le B.U. di Produzione: MACCHINE UTENSILI
E’ la divisione specializzata nella produzione dei componenti critici (rulli e fiancate) che compongono macchinari per la trasformazione della carta. E’ l’unico reparto produttivo dell’azienda ed è per questo considerata una delle aree a più alta criticità in quanto fornitore unico di particolari che impattano in maniera significativa sulla funzionalità della linea.
Ricambi
E’ la B.U. che gestisce sia l’attività di vendita di pezzi di ricambio delle linee (spare parts), sia l’attività di Training (servizio di formazione ed addestramento all’uso dei macchinari Perini rivolto agli utilizzatori).
All’interno della B.U. è presente un magazzino scorte di pezzi di ricambio e un comparto che garantisce la spedizione e la consegna al cliente.
Ricerca e sviluppo
E’ in quest’area che avviene la progettazione, il montaggio e il successivo collaudo del Prototipo di una linea. Una volta dimostrata la bontà del prototipo realizzato si passa alla fase di sviluppo che consiste nel perfezionamento ed ingegnerizzazione del concetto di prodotto a fronte delle richieste del mercato.
Comparti e servizi centralizzati
I comparti e i servizi centralizzati svolgono una funzione trasversale a tutte le Business Unit (B.U.); questi si configurano infatti come servizi ausiliari che fanno da supporto comune alle specifiche aree.
Particolare rilevanza ricopre all’interno dell’organizzazione la funzione “sistemi aziendali e processi”, di cui è parte integrante l’ufficio qualità.
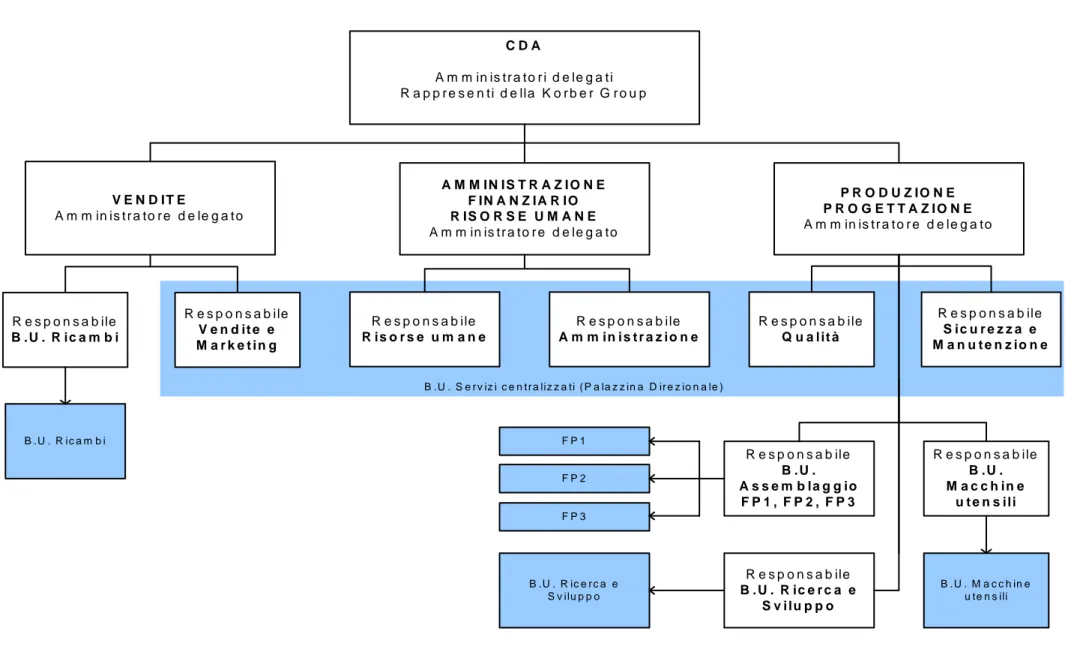
Diagramma delle responsabilità della Fabio Perini S.p.A.
Di seguito viene riportato il diagramma delle responsabilità aziendale, con le varie BU evidenziate in celeste. Segue uno schema sulla organizzazione interna delle BU.
DIAGRAMMA DELLE RESPONSABILITA’ C D A A m m in is tr a to r i d e le g a ti R a p p r e s e n ti d e lla K o r b e r G r o u p V E N D IT E A m m in is t r a to r e d e le g a t o A M M IN IS T R A Z I O N E F IN A N Z IA R IO R IS O R S E U M A N E A m m in is tr a to r e d e le g a to P R O D U Z IO N E P R O G E T T A Z I O N E A m m in is tr a t o r e d e le g a to R e s p o n s a b ile Q u a l it à R e s p o n s a b ile S i c u r e z z a e M a n u t e n z io n e R e s p o n s a b ile B .U . M a c c h in e u t e n s ili R e s p o n s a b ile A m m in i s t r a z io n e R e s p o n s a b ile R is o r s e u m a n e R e s p o n s a b ile B .U . R ic a m b i R e s p o n s a b ile V e n d it e e M a r k e t i n g R e s p o n s a b ile B . U . R ic e r c a e S v i lu p p o R e s p o n s a b ile B .U . A s s e m b la g g io F P 1 , F P 2 , F P 3 B .U . R ic a m b i F P 3 F P 2 F P 1 B .U . R ic e r c a e S v ilu p p o B . U . M a c c h in e u te n s ili B .U . S e r v iz i c e n t r a liz z a ti ( P a la z z in a D ir e z io n a le )
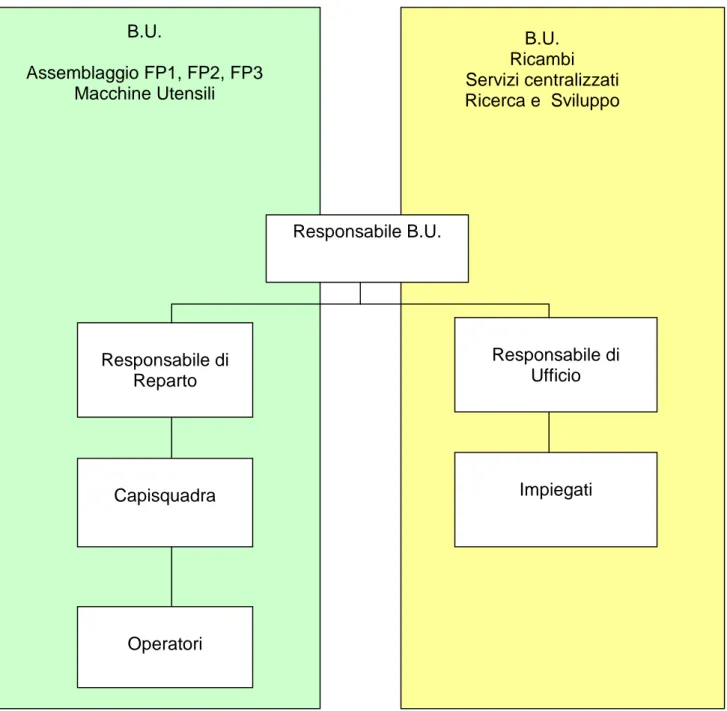
All’interno delle B.U.
Responsabile B.U. Responsabile di Reparto Responsabile di Ufficio B.U. Assemblaggio FP1, FP2, FP3 Macchine Utensili Capisquadra Operatori B.U. Ricambi Servizi centralizzati Ricerca e Sviluppo Impiegati
ORGANIZZAZIONE INTERNA ALLE B.U.
1.4 Tipologia di prodotti
La Fabio Perini S.p.A. fornisce soluzioni per la trasformazione di prodotti tissue come:
• Rotoli igienici e asciugatutto
• Tovaglioli
• Interfogliati
• Rotoli industriali
Tali soluzioni vanno dalla trasformazione fino al confezionamento del tissue, comprendendo la produzione e l’assistenza di linee complete o di singoli macchinari. Vengono inoltre offerte soluzioni per la goffratura della carta, aspetto quest’ultimo di grosso impatto estetico sul prodotto finito.
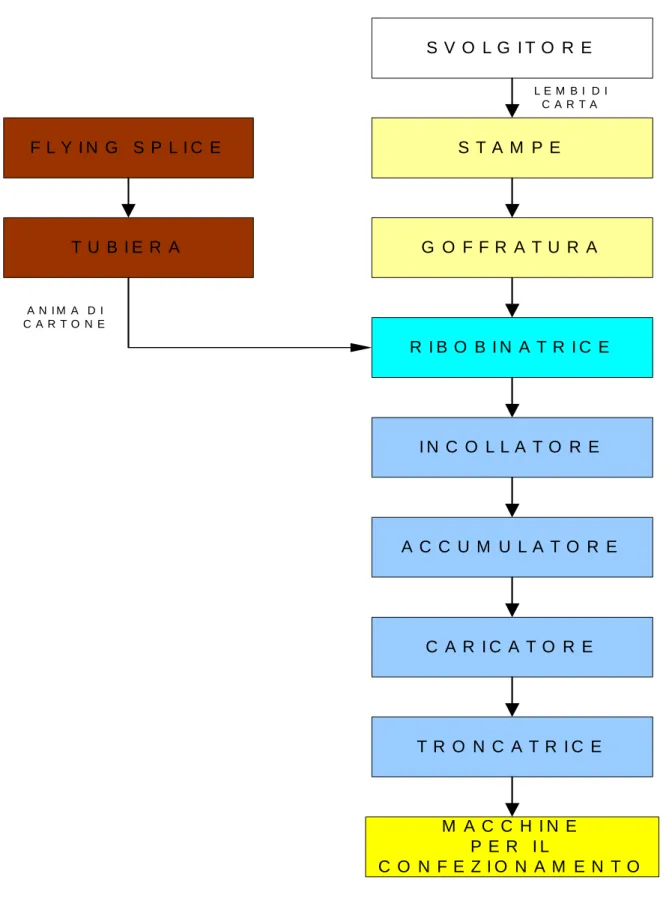
L’azienda è conosciuta per la sua estrema flessibilità e per la personalizzazione dei macchinari. Può quindi offrire singoli macchinari progettati ad hoc per venire incontro alle esigenze dei clienti, oppure fornire prodotti a listino. Un possibile esempio di linea di produzione è riportato nella figura seguente. Di seguito vengono brevemente descritti i componenti della linea stessa.
S V O L G I T O R E S T A M P E G O F F R A T U R A F L Y I N G S P L I C E T U B I E R A R I B O B I N A T R I C E I N C O L L A T O R E A C C U M U L A T O R E C A R I C A T O R E T R O N C A T R I C E M A C C H I N E P E R I L C O N F E Z I O N A M E N T O A N I M A D I C A R T O N E L E M B I D I C A R T A
Più dettagliatamente la Perini offre i seguenti macchinari:
• Svolgitori: In questa sezione della linea le bobine madri, provenienti dalla cartiera, vengono
raccolte e posizionate. Il lembo di carta è svolto e mantenuto nella giusta tensione durante il suo transito verso le stazioni successive.
• Goffratori: In questa sezione della linea la carta viene compressa tra due cilindri uno dei
quali, in acciaio, porta inciso un motivo che viene trasferito a pressione sul foglio stesso. Il processo di goffratura accoppia i veli conferendo volume e un effetto tattile piacevole. Tramite le tecniche di Art Embossing offre inoltre la possibilità di trasferire sul velo decori personalizzati.
• Stampe: Disegni, scritte, loghi e persino foto, possono essere trasferiti sulla carta. In questa
parte della linea di trasformazione, il lembo passa attraverso rulli muniti di cliché e si arricchisce di colori
• Flying Spice: Questo macchinario è dedito allo svolgimento delle strisce di cartone verso la
tubiera per la formazione delle anime.
• Tubiere: La tubiera produce il tubo rigido in cartone (anima) sul quale verrà in seguito
avvolta la carta. La macchina fa uso di strisce di cartoncino che vengono avvolte a spirale su un mandrino metallico ed incollate una allo strato sovrastante dell’altra.
• Ribobinatrici: La ribobinatrice è il cuore della linea di trasformazione. Riavvolge il velo
proveniente dalla stazione di trasformazione precedente, creando i cosiddetti log; questi hanno per larghezza quella della bobina madre e per diametro quello del prodotto finito. La ribobinatrice svolge anche altre importanti operazioni, quali: la perforazione della carta in movimento a lunghezza predeterminata al fine di ottenere i cosiddetti strappi sul prodotto finito, il controllo del numero dei fogli (strappi) inseriti in ogni singolo log, il controllo del raggiungimento predeterminato del diametro del log.
• Incollatori: Questa macchina posiziona il lembo finale del log in uscita dalla ribobinatrice e
lo chiude con una linea di colla.
• Accumulatori: Questa macchina è studiata per accogliere ed accumulare i log in uscita
dall'incollatore ospitandoli in apposite canalette. L'accumulatore rappresenta un vero e proprio polmone per l’intera linea. Qualora, per qualsiasi motivo, si verifichino soste sul macchinario sia a monte sia a valle, l’accumulatore garantisce la continuità del processo produttivo.
• Caricatori: Posizionato tra l’accumulatore e la troncatrice, il caricatore costituisce una parte
importante nella linea di trasformazione per il suo forte legame con la capacità dell’accumulatore e il numero di troncatrici installate.
• Troncatrici: Queste macchine, grazie all’utilizzo di una lama, tagliano i log alla lunghezza
prescelta e li inviano alle stazioni successive di confezionamento ed imballaggio.
• Piegatrici: Le piegatrici sono progettate per produrre tovaglioli di diverse misure e formati,
secondo le esigenze dei trasformatori.
• Macchine per il confezionamento: A seconda del tipo di confezione del prodotto finito
possono esserci: confezionatrici per rotoli, insaccatrici, manigliatrici, distributori e fascettatrici.
1.5 La Qualità in Fabio Perini S.p.A.
L’aspetto della qualità, pur essendo sempre esistito nella cultura aziendale, ha trovato una sua esplicita formalizzazione nel febbraio del 2005 con l’istituzione dell’ufficio qualità.
L’ufficio qualità, ha conglobato al suo interno la funzione “controllo qualità”, da sempre esistente in azienda, e si è proposto nel medio lungo termine l’obiettivo di promuovere la cultura della qualità a tutti i livelli aziendali considerati più critici. L’ufficio ha iniziato la sua attività focalizzando l’attenzione sia sull’aspetto delle forniture, sia sulla raccolta e la successiva analisi delle non conformità riscontrate nei processi di assemblaggio, collaudo, smontaggio e spedizione. Per quanto riguarda le forniture sono stati creati appositi documenti, denominati “capitolati di fornitura”, che hanno una duplice funzione: da una parte fungono da strumento con il quale la Fabio Perini trasmette al fornitore tutte le informazioni, tecniche e non, che non sono presenti sul disegno, ma che l’azienda ritiene necessarie per la produzione dell’oggetto del capitolato stesso, e dall’altra sono specifiche tecniche che prescrivono i termini di accettazione e di conformità che il fornitore deve rispettare.
La rilevazione delle non conformità era un aspetto già presente in azienda ancor prima della nascita dell’ufficio Qualità, seppur limitato alle rilevazioni di non conformità di produzione nella B.U. macchine utensili, che tuttora ne detiene la gestione.
Nelle altre aree era un concetto sconosciuto che ha preso piede solo negli ultimi due anni, in seguito all’istituzione di una procedura che prevede la compilazione di un apposito modulo da parte di chiunque rilevi una non conformità durante lo svolgimento della propria attività.
La struttura del modulo è tale da guidare il compilatore verso la corretta definizione delle non conformità, presentando tipologie predefinite entro le quali allocarle dopo averle sommariamente
descritte. Il modulo deve pervenire all’ufficio qualità che si occupa di registrarle attraverso un apposito software che archivia e analizza i dati ricevuti.
La qualità nel processo di progettazione e sviluppo è invece un aspetto molto critico. La forte flessibilità aziendale nella definizione delle specifiche del prodotto è un importante valore aggiunto per l’azienda, ma porta con sé diversi problemi di carattere gestionale, in particolare per quel che riguarda le modifiche progettuali. La politica aziendale permette infatti parziali modifiche alle specifiche concordate dopo l’avvio della commessa, con evidenti ripercussioni a livello di pianificazione e riallocazione risorse: in questo contesto la rapida e corretta gestione delle modifiche progettuali diventa un fattore critico.
Gli aspetti sopra elencati hanno portato nel tempo i progettisti ad un modus operandi empirico, dinamico, senz’altro efficace, ma che non sempre lascia traccia delle modifiche di progetto. Questo comporta da un lato la non condivisione del know-how aziendale e dall’altro la mancanza di dati relativi ai tempi e alle risorse necessarie per ogni modifica. Tali dati, in un ottica di sistema, sono assolutamente necessari per una valutazione globale delle performance. In sintesi esiste un approccio generale efficace ma non sempre efficiente.