6 Normativa di progettazione
Come già definito all’inizio del presente manuale, l’obiettivo del lavoro è stato
quello di creare delle linee guida per la progettazione di nuovi particolari e per
l’aggiornamento di quelli già esistenti, così da ridurre il numero di modifiche in fasi
avanzate del ciclo di vita del prodotto, che implicherebbero dei costi maggiori, e da
impedire errori già in fase di realizzazione delle BOM.
I principi di seguito riportati, derivano da un’attenta analisi, condotta in
concomitanza con il tutor aziendale e altri membri del team, dei disegni tecnici di
gruppi di componenti, sia del prodotto che è stato oggetti di studio, sia di altri codici
realizzati in azienda. Infatti, durante l’applicazione dell’analisi del valore, seguendo
la scia del DFMA, è stato possibile capire quali fossero le inefficienze strutturali già
presenti su alcuni prodotti, e mettere per iscritto tali principi, così da impedire che
le stesse inefficienze potessero ripresentarsi in futuro. Essi sono scritti in un
linguaggio prettamente tecnico, facilmente comprensibile ai membri dell’ufficio di
ingegnerizzazione, ovvero coloro che usufruiranno degli stessi principi.
Di seguito sono riportate tre tabelle che racchiudono le linee guida a cui la Fabio
Perini intende adeguarsi, sarebbe ottima una loro integrazione al fine di ottenere
ottimi risultati e prolungati nel tempo.
Criteri di progettazione
La tabella 6.1, descrive quali sono i criteri di progettazione da tenere in
considerazione durante la realizzazione di nuovi componenti: low cost new part
design. È evidente una suddivisione tra “generale” e “low cost”, questi ultimi si
riferiscono alla localizzazione di particolari esclusivamente nel mercato cinese, si
tratta di principi base da considerare nel caso in cui un particolare fosse prodotto in
Cina e quindi sarebbe necessario adeguarsi alle esigenze del mercato locale. Invece,
sotto la denominazione di “generale” ricadono le linee guida cui rifarsi quando si fa
riferimento al mercato globale in cui la Fabio Perini opera, senza nessuna restrizione
locale.
NR Applic.
Criteri progettuali
Perché
1 Generale
Limitare allo stretto indispensabile le dimensioni delle fiancate, prestando attenzione nello scegliere lo spessore minimo necessario.
Gli ingombri ridotti oltre a far costare meno la materia prima, possono permettere il riutilizzo di lastre di base, evitando di far pesare, sul costo del materiale utilizzato, anche il materiale di scarto.
2 Generale
Ridurre al minimo i perimetri di ossi-taglio/laser e dove possibile preferire sempre laser.
Anche se a basso costo è un processo e come tale comporta dei costi, inoltre si paga il "vuoto per il pieno" + il taglio. Taglio laser spessore massimo 15 mm per lamiere decapate e 20 mm per lamiere S235JR.
3 Generale
Fare sempre attenzione al contenimento del peso dei pezzi e dei gruppi.
Proporzionalmente al peso nascono tutta una serie di costi tra cui, materia prima (non localizzabile) costo di trasporto (a volte sono necessari + container per peso eccessivo) e movimentazione da fare con l'ausilio di sollevatori e quindi più lenta. In ogni caso per ridurre il peso non aumentare le lavorazioni.
4 Generale
Considerare sempre la possibilità di produrre particolari ambidestri. Si riduce la possibilità di errore al montaggio, si riduce la prolificazione di codici e si aumenta la possibilità di acquisti multipli. Attenzione, nel caso la costruzione ambidestra comporti significativi aggravi di costi e complicazioni costruttive, fare parte destra e sinistra.
5 Generale Limitare il numero di fori sulle parti meccaniche e, in ogni caso, eliminare i vecchi fori superflui. Eliminando le forature superflue si riducono il costo di lavorazione e la possibilità di errore al montaggio. 6 Generale Preferire sempre viteria con testa esagonale TE. Le viti a brugola non hanno le stesse dimensioni in tutto il mondo, le sedi
necessarie per gli incassi sono diverse, quotare il diametro della sede. 7 Generale I galoppini non devono essere con i particolari sfusi all'interno della
distinta ma devono essere un unico codice.
Possiamo creare un assemblaggio galoppini in un unico momento su area dedicata, inoltre è molto più facile riutilizzare e ricercare i galoppini già presenti. 8 Generale
Usare pulegge di commercio laddove sia possibile. Evitando di disegnare pulegge, si ottiene un duplice beneficio, cioè la riduzione costo, ma soprattutto si elimina la possibilità di errori sulle dentature fatte in casa.
9 Generale Evitare assolutamente di far fare forature al montaggio. Le forature al montaggio aggravano enormemente l'efficienza di montaggio dando luogo anche a possibilità di errore e interpretazione personale.
10 Generale
Evitare di fare supporti realizzati in più pezzi saldati, preferire piegatura e, dove necessario, fazzoletti di rinforzo. Ragionare su costruzione da taglio laser più piega.
Le moderne tecnologie di taglio laser unitamente alle piegatrici, rendono altamente sconveniente l'assemblaggio di particolari separati uniti mediante saldatura, inoltre una buona saldatura si trova sempre più raramente.
11 Generale
Dove possibile evitare l'utilizzo di perni eccentrici, se necessario realizzare il foro di fissaggio filettato e l'eccentricità su parte maschio.
La realizzazione di perni eccentrici maschio-maschio, comporta numerosi posizionamenti sul tornio, inoltre rende necessaria una sede tollerata sulla fiancata/supporto.
12 Generale Dove possibile evitare di fare asole di macchina utensile, preferire un foro. Invece vanno bene le asole di taglio laser.
In tanti pezzi si elimina il passaggio dalla fresa o da trapani, che non tutte le officine hanno. L'asola di taglio laser non comporta aggravi considerevoli.
13 Generale
Dimensionare i motori senza riserve di potenza. Dimensionare il motore in modo preciso, cercando di eliminare eventuali
sovradimensionamenti causati da incertezza. Dove possibile fare sempre revisione e richiesta degli assorbimenti reali. Ricordare che la potenza non influisce solo sulla taglia del motore ma anche sulla parte di comando.
14 Generale Calcolare trasmissione a giri di targa motore (no extra 10%); come numero di giri considerare utilizzo "Motion control".
In questo modo siamo certi di sfruttare tutta la potenza del motore.
15 Generale
Durante la fase di progettazione, pensare a quante volte faccio la funzione per la quale definisco il componente/assemblaggio.
E importante ad esempio, evitare di fare sistemi di regolazione costosi per operazioni che farò una volta nella vita della macchina o in occasione di eventi speciali.
16 Generale
Evitare di utilizzare galoppini eccentrici su cinghie piane dove già sono presenti altri tensionatori.
Dove non indispensabile preferire galoppino concentrici in modo da risparmiare sul costo e da non rendere necessaria la regolazione. Sulle cinghie piane ci sono sempre altri tensionatori.
17 Generale Su flange e corone circolari, limitare il numero delle viti a 4/6. Ci sono esempi di 12M6 viti su diametro 80, alto costo ed alto tempo di montaggio.
18 Generale
Preferire la piega alla saldatura considerando che: il raggio di piega è 2 x Spessore, la luce delle piegatrici comuni è 4000mm e lo spessore massimo piegabile è 10mm con larghezza massima di 500mm.
Il processo di piegatura è notevolmente più rapido ed economico dell'unione dei pezzi tramite saldatura, il limite di utilizzo deriva dagli spessori piegabili e dalle forme complesse.
19 Generale
Per la realizzazione di galoppini eccentrici, evitare l'utilizzo della costruzione maschio-maschio con doppia eccentricità, preferendo il collegamento alla parte di supporto mediante foro filettato su asse galoppino ed eccentricità sulla parte maschio.
La realizzazione di doppia eccentricità maschio-maschio comporta
riposizionamento del pezzo e difficoltà costruttive. Utilizzando il foro filettato per il fissaggio, si risparmia materiale e lavorazioni.
20 Low cost
Preferire calettatori tipo tollok a System p. Si evitano lavorazioni coniche con sedi di chiavetta sull'asse, si facilita il montaggio e in alcuni casi si può utilizzare l'alesatore foro base. Per la Cina le sedi system-P vanno fatte con le macchine utensili.
21 Low cost Nel caso di pulegge con Tollok richiedere codifica riduttore senza chiavetta.
A livello di ufficio STD e strategic sourcing, bisogna valutare l’acquisto del riduttore con chiavetta zoppa premontata o asse liscio.
22 Low cost
Non utilizzare flange più adattatori per motori/riduttore. Richiedere, quando necessario, una nuova codifica riduttore a ufficio standardizzazione meccanico.
Il costo elevato dell'adattatore giustifica l'inserimento di nuovi codici riduttore.
23 Low cost
Preferibilmente, realizzare battute e spallamenti con seeger, non con riduzione dei diametri.
Utilizzando le seeger per il bloccaggio e la battuta su cuscinetti è possibile evitare una gran parte delle riduzioni di diametro fatte su tornio, inoltre le seeger hanno sede standard e con utensile dedicato si riescono a fare velocemente e con buona precisione.
24 Low cost Cercare di fare la fiancata in un unico pezzo, facendo attenzione alla modalità di trasporto.
Evitando di fare fiancate in più parti si riduce il costo delle lavorazioni e dei tempi di accoppiamento oltre alla possibilità di errore.
25 Low cost
Dove è necessario il foro filettato, prediligere l'utilizzo delle seguenti filettature M5-M8-M12-M16-M24.
Riducendo le filettature in gioco possiamo avere un minor costo dovuto al cambio di utensili, inoltre ci aspettiamo un miglioramento della qualità delle stesse.
26 Low cost Sulle fiancate, evitare di fare fori filettati, preferire sempre forature passanti + 1mm del diametro della vite.
Si riduce il costo della lavorazione eliminando il cambio tolls e si eliminano anche problemi di qualità delle filettature.
27 Low cost Evitare ganci e attrezzature di sollevamento a disegno, fare spacchi/fori in fiancata prevedendo utilizzo di grilli di sollevamento.
Si eliminano attrezzature non necessarie e problemi di certificazione. Si possono eliminare anche lavorazioni di accoppiamento.
28 Low cost Dove possibile utilizzare una sola tipologia di viti qualità 8,8. Le viti 8,8 sono le più economiche e facilmente reperibili in tutto il mondo, si evita inoltre l'utilizzo di viti sbagliate.
29 Low cost
Dove possibile utilizzare cuscinetto a supporto (es. KOYO) e per il loro montaggio se non estremamente necessario, non prevedere centraggi e fori di ancoraggio filettati.
Eliminando pezzi per sedi cuscinetto si eliminano lavorazioni costose e particolari a disegno, inoltre i supporti di commercio si trovano a basso costo.
30 Low cost Nel caso di tolleranze preferire sempre accoppiamenti foro BASE H7.
Partendo dal foro H7 è possibile utilizzare alesatori già a misura e lavorare sull'albero per decidere gli accoppiamenti.
31 Low cost Evitare qualsiasi tipo di fusione metallica, dove ci sono numeri di serie importanti (es. porta mollette), richiedere valutazione all’
Le fusioni per particolari in metallo oltre che costose, in un mercato produttivo mondiale sono difficilmente gestibili, inoltre le tecnologie odierne ne rendono
ufficio industrializzazione. sconveniente l'uso.
32 Low cost
Eliminare l'idraulica in favore della pneumatica, se necessarie spinte non raggiungibili con aria, richiedere all’ufficio industrializzazione le valutazioni per utilizzo di martinetti o attuatori elettromeccanici.
Centraline olio e tubi comportano oltre che cresci costi anche più alti tempi di montaggio collaudo e manutenzione.
33 Low cost Salvo casi eccezionali, come trattamenti termici utilizzare solamente: Bonifica, Ricottura e Tempra ad induzione.
Altri trattamenti termici sono di difficile reperibilità in paesi low cost.
34 Low cost
Come protezione superficiale preferire fosfatazione per pezzi fino a circa 1mt (colore grigio) o in alternativa verniciatura RAL.
La fosfatazione ha costo inferiore alla verniciatura, facile realizzazione e reperibilità ma dimensioni pezzo limitate a 1 Mt, il colore è grigio. In valutazione sostituzione zincatura con fosfatazione.
35 Low cost Evitare dove non strettamente necessario, cuscinetti con recupero del gioco e soprattutto con anello distanziale a misura.
I cuscinetti con battuta fissa e recupero del gioco, impongono conoscenze non sempre disponibili e attrezzature dedicate.
36 Low cost Evitare di lasciare assi sporgenti inutilizzati e, in generale, materiale in eccesso.
Limitare al minimo il materiale inutilizzato che crea ingombri e peso.
37 Low cost
Ripensare sempre all'effettiva necessità di taluni
componenti/funzioni/gruppi, in relazione all'obiettivo di costo e di funzione.
Ragionando bene sull'effettiva necessità delle cose, possono aprirsi nuovi scenari che porteranno a sicure riduzioni di costo e semplificazioni dei montaggi. (no over engineering).
38 Low cost
Se necessario avvitare parti a tubolari/piatti di piccolo spessore, evitare di riportare piastre saldate o aumentare lo spessore al solo scopo di avere materiale per la filettatura, preferire l'applicazione di boccole autobloccanti.
Le boccole sono comunemente usate ed evitano l'utilizzo di spessori non necessari, il pezzo risulta più economico oltre ad evitare possibili problematiche sulla qualità dei filetti.
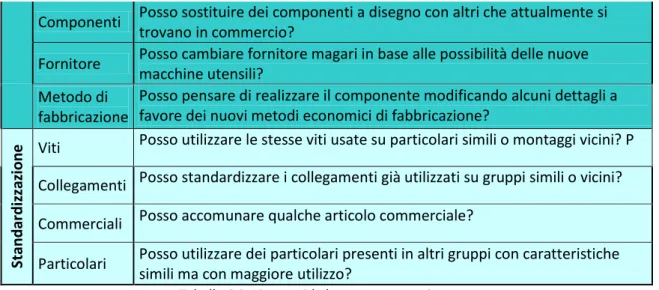
Suggerimenti per revisione dei particolari e gruppi di componenti
La tabella 6.2 fornisce dei suggerimenti e soprattutto spunti nel caso in cui si
preveda la modifica di alcuni componenti già realizzati – low cost part review.
Sono le linee guida che il team di lavoro ha sviluppato e poi utilizzato durante i
brainstorming per l’applicazione della value analysis, hanno l’obiettivo di stimolare
la mente per la generazione di nuove idee capaci di apportare modifiche ai
componenti.
I suggerimenti sono suddivisi a seconda dell’attività da implementare – riduzione,
semplificazione, modifica e standardizzazione -, con una serie di domande a cui
l’addetto cerca di rispondere.
SUGGERIMENTI PER REVISIONE PARTICOLARI/GRUPPI ESISTENTI
Ri d u zi o n e
Componenti I componenti utilizzati sono tutti necessari? Ne posso eliminare? Lavorazioni Le lavorazioni meccaniche sono tutte necessarie? Con questo grado di
finitura? Collegamenti
tra
componenti
I collegamenti fra i componenti (es. distanziali) sono tutti necessari, ne posso eliminarne?
Spessori Sono sicuro che lo spessore sia quello strettamente necessario o posso ridurlo magari andando anche su sp. commerciali? Numero viti Le viti utilizzate per unire le parti sono in numero strettamente sufficiente?
Ne posso eliminare?
Peso Posso ridurre il peso del componente valutando però costo beneficio delle lavorazioni di alleggerimento se necessarie?
Tempo montaggio
Posso eliminare alcune fasi di montaggio o ridurre il tempo delle operazioni? Se mpl ifi ca zi o n e
Componenti E' possibile semplificare i componenti grazie anche all'utilizzo di nuove tecnologie costruttive?
Lavorazioni E' possibile semplificare le lavorazioni meccaniche?
Prodotto E' possibile semplificare il prodotto in senso generale, ad esempio attraverso la semplificazio di alcune funzioni?
Processo E' possibile semplificare il processo produttivo o di assemblaggio?
Stampi Posso semplificare gli stampi o le attrezzature necessarie per il montaggio? Impianti Posso fare in modo che gli impianti siano predisposti in modo semplice e
funzionale? M o d i fi
caMateriali Posso cambiare il materiale con alternative attualmente meno costose o di
Componenti Posso sostituire dei componenti a disegno con altri che attualmente si trovano in commercio?
Fornitore Posso cambiare fornitore magari in base alle possibilità delle nuove macchine utensili?
Metodo di fabbricazione
Posso pensare di realizzare il componente modificando alcuni dettagli a favore dei nuovi metodi economici di fabbricazione?
Sta n d ar d iz za zi o n
e Viti Posso utilizzare le stesse viti usate su particolari simili o montaggi vicini? P Collegamenti Posso standardizzare i collegamenti già utilizzati su gruppi simili o vicini? Commerciali Posso accomunare qualche articolo commerciale?
Particolari Posso utilizzare dei particolari presenti in altri gruppi con caratteristiche simili ma con maggiore utilizzo?
Tabella 6.2: Linee guida low cost part review
Criteri di composizione distinta base
Infine, la tabella 6.3 descrive quali sono i criteri da dover rispettare nel caso di
realizzazione di una BOM. In azienda è noto il fatto che, ogni qualvolta si debba
mandare in produzione un job, è necessario definire la distinta base comprensiva di
tutti i particolari suddivisi per gruppi.
L’obiettivo è di standardizzare quanto più possibile quest’attività, realizzando
moduli base da differenziare con gli optional, a seconda delle esigenze dei clienti,
così da semplificare e soprattutto velocizzare tale attività.
N°
CRITERI DI COMPOSIZIONE BOM
1
Creare la BOM con la seguente struttura:
maggior numero di componenti nel modulo base;
diversi moduli optional per customizzazione, al fine di semplificare la successiva definizione della lista di inserimento.
2
In fase di progettazione considerare la possibilità di creare gruppetti a se stanti nel caso in cui richiedano un assemblaggio indipendente e considerando che tali gruppetti possano essere:
forniti come ricambio premontato; riutilizzati in altri montaggi;
montati a banco oppure appaltati in conto terzi.
3
Evitare la creazione di gruppi con più di 40 particolari4
Ricordarsi sempre della presenza di file in rete cui far riferimento per trovare i codici da utilizzare. I file attualmente in rete sono:
galoppino eccentrico dentato, galoppino eccentrico,
galoppino puleggia dentata, galoppino,
pulegge dentate SP , sagome triangolari.
Tabella 6.3: Criteri di composizione BOM
Di seguito è data una rappresentazione di come la FP non vorrebbe che fossero le
distinte base, figura 6.4, e come, invece, vorrebbe che gli operatori realizzassero le
BOM, figura 6.5. Regola principale è impedire la scrittura di BOM con un numero
ristretto di gruppi contenenti un’eccessiva quantità di componenti.
L’obiettivo è di esplodere la BOM in diversi livelli – liv.0, liv.1, liv.2, liv.3, etc -
considerando la possibilità di avere gruppi anche ai livelli inferiori, cioè sottogruppi,
contenenti a loro volta altri componenti. Sarebbe opportuno comporre gruppi
standardizzabili, cioè riutilizzabili in altre BOM, o sostituibili interamente nel caso di
guasto.
Di seguito riportiamo un esempio di BOM non affine alle linee guida sopra dettate.
Figura 6.4: come non devono essere le BOM
Infine, un esempio di BOM, opportunamente armonizzata alle linee guida sopra
definite.
LIV. 0 LIV. 1 Liv. 2 JOB n° XGruppo 1 Gruppo 2 Gruppo 3 Gruppo 4
Figura 6.5: come devono essere le BOM LIV. 0 LIV. 1 LIV. 2 LIV. 3 JOB n° X Gruppo 4 Gruppo 3 Gruppo 2 Gruppo 1 Gruppo 1.1 Gruppo 1.2 Gruppo 2.4 Gruppo 3.2 Gruppo 1.3 Gruppo 4.2 Gruppo 2.3 Gruppo 4.1 Gruppo 2.2 Gruppo 3.1 Gruppo 2.1 componenti componenti componenti componenti componenti componenti componenti componenti componenti componenti componenti Gruppo 2.3.1 Gruppo 2.3.2 componenti
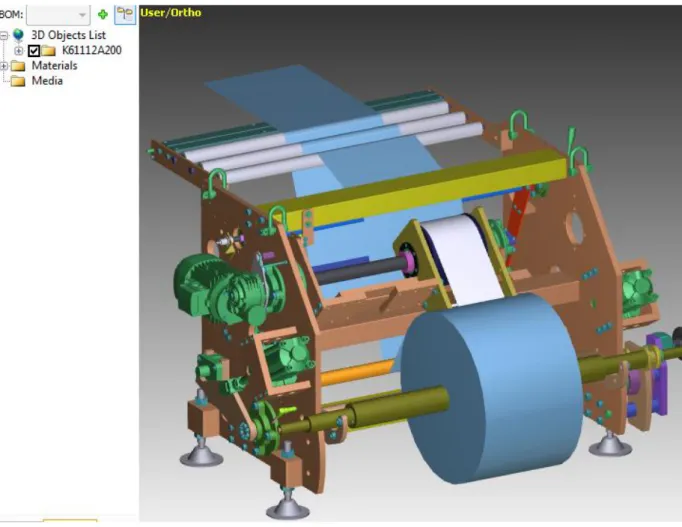
Per avere una maggior chiarezza di quanto detto, di seguito è riportato un esempio
– figura 6.6, 6.7, 6.8 e 6.9 - di un reale caso aziendale.
Nella prima figura è rappresentato il gruppo comprensivo di tutti i componenti,
nelle figure successive, è evidenziato, nella parte sinistra, l’esplosione della BOM.
Il caso riportato di seguito riguarda il gruppo “Porta Bobina” appartenente alla
Ribobinatrice, una macchina che avvolge la carta sull’anima di cartone.
In figura 6.6 è evidente la presenza di un unico gruppo con tutti i particolari che lo
compongono al suo interno. Una distinta così strutturata sarebbe molto difficile da
gestire e destinata solo ed unicamente alla macchina in questione, perché non
esistono né standardizzazione né modularità, quindi sarebbe impossibile riutilizzare
gruppi di componenti in altre BOM.
Figura 6.6. Intero gruppo Porta Bobina
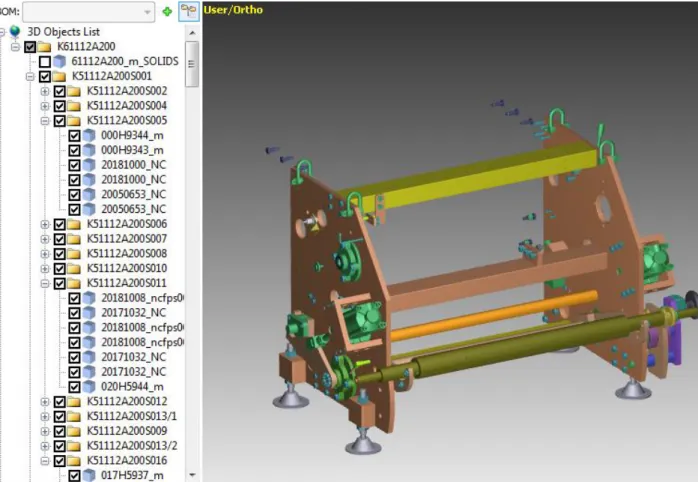
Considerando gli svantaggi di una BOM con gruppi troppo ricchi di componenti, in
figura 6.7, 6.8 e 6.9 il gruppo è stato suddiviso in sottogruppi, fino a un terzo livello,
con pochi particolari all’interno. La visualizzazione in 3D è garantita grazie al
software VEA – Visual Enterprise Analysis – che è una applicazione di SAP, e che
consente di vedere solo i componenti/gruppi a cui siamo interessati spuntando le
caselle sul lato sinistro della schermata.
Figura 6.8: esplosione BOM, sotto gruppo