Conversione Termochimica Combustione Pirolisi Gassificazione Calore Bioolio, Char, Gas Gas combustibile
Al fine di chiarire il contesto del presente lavoro di tesi, verranno descritti i processi di trattamento termico di biomasse che portano alla formazione di tar e verranno fornite indicazioni sulle sue proprietà e sui suoi tipici range di produzione nei processi di pirolisi e gassificazione di biomasse. Sarà quindi riportata una rassegna delle principali tecniche di campionamento ed analisi del tar.
1.1
Processi di conversione energetici
I principali processi di conversione della biomassa in energia possono essere processi di conversione biochimica o processi di conversione termochimica.
I processi di conversione biochimica permettono di convertire la biomassa in energia o biocombustibili a basse temperature attraverso l’azione di enzimi e microrganismi. Alcuni esempi possono essere la produzione di bioetanolo e la digestione anaerobica.
I processi di conversione termochimica sono basati sull'azione del calore che permette le reazioni chimiche necessarie a trasformare la materia in energia o biocombustibili.
Il risultato finale, a parte che per la combustione diretta, è un prodotto ad alta densità energetica, utilizzabile con maggior facilità e flessibilità in successivi dispositivi di conversione energetica.
L’attenzione di questo lavoro è focalizzata sulla conversione termochimica dell’energia presente nelle biomasse vegetali: essa può essere ottenuta con diversi processi, quali la combustione, la pirolisi e la gassificazione (Figura 1.1).
Dal punto di vista termodinamico, la combustione è un processo di conversione dell’energia chimica del combustibile in calore.
Un’alternativa alla combustione è la co-combustione: la biomassa viene convertita in energia elettrica in centrali tradizionali alimentate con combustibile fossile (carbone), sostituendo una frazione di questo con biomassa (co-combustione). L’energia termica recuperata viene poi utilizzata per riscaldamento oppure per generare elettricità grazie all’impiego di cicli a gas o a vapore. La combustione di biomassa associata, ad esempio, a cicli a vapore Rankine non consente di ottenere ottimi rendimenti di generazione elettrica. Valori tipici per impianti di potenza medio – grande (nel caso delle biomasse, ciò significa almeno dell’ordine dei 10 MW elettrici) si aggirano intorno al 25% come rendimento elettrico netto, mentre sono nettamente inferiori in caso di impianti di piccola taglia.
Nel presente lavoro di tesi l’attenzione è stata rivolta allo studio di trattamenti di gassificazione e pirolisi di biomasse.
1.1.1
Gassificazione
La gassificazione è la conversione di combustibili liquidi o solidi in prodotti gassosi utili sia come combustibili che come materia prima per diversi processi chimici (ossido di carbonio, anidride carbonica, metano, idrogeno e miscele come il syngas).
Il processo è formato concettualmente da tre fasi (Figura 1.2): la prima fortemente esotermica di combustione, la seconda di pirolisi ed infine la conversione del carbonio in gas (CO, CO2, H2, CH4; gassificazione propriamente detta).
Benché nel processo di gassificazione venga consumata parte dell’energia termica posseduta dal combustibile originario, l’operazione risulta conveniente in quanto la combustione con combustibili gassosi risulta più facilmente regolabile e controllabile, non porta a formazioni di ceneri, permette il raggiungimento di temperature più elevate, grazie alla possibilità di ridurre l’eccesso di aria necessario per la combustione completa, e di realizzare preriscaldamenti più completi ed efficienti.
Fig. 1.2 – Schema del processo di gassificazione della biomassa
La gassificazione consiste nell’ossidazione incompleta di biomasse solide o liquide in ambiente ad elevata temperatura (900°C ÷ 1000°C) per la produzione di un gas combustibile, detto syngas o gas di sintesi. Quest’ultimo è composto da H2, CO, CxHy, N2, CO2, in proporzioni variabili secondo il tipo di biomassa ed il tipo di gassificatore utilizzato ed ha un potere calorifico inferiore, variabile tra i 4000 kJ/Nm3 ed i 14000 kJ/Nm3.
Gli agenti gassificanti normalmente utilizzati sono l’aria, l’ossigeno oppure il vapore. Quando si utilizza il vapore si parla anche di reforming, tale processo permette di ricavare dalla biomassa meno CO e più H2.
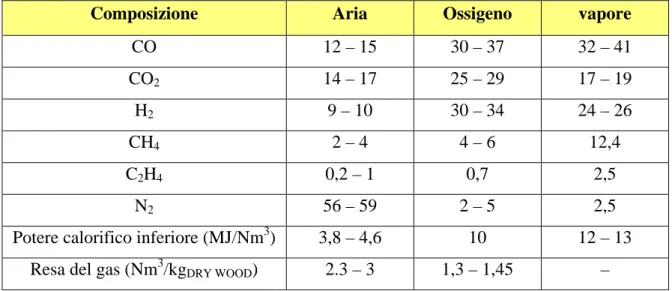
Il syngas contiene molte impurità tra cui polveri, composti carboniosi condensabili (tar), pertanto prima di essere utilizzato per la combustione dovrà essere raffreddato e purificato. Nella Tabella 1.1 è riportata la composizione indicativa del gas di sintesi al variare dell’agente gassificante impiegato ed il corrispondente potere calorifico.
Composizione Aria Ossigeno vapore
CO 12 – 15 30 – 37 32 – 41 CO2 14 – 17 25 – 29 17 – 19 H2 9 – 10 30 – 34 24 – 26 CH4 2 – 4 4 – 6 12,4 C2H4 0,2 – 1 0,7 2,5 N2 56 – 59 2 – 5 2,5
Potere calorifico inferiore (MJ/Nm3) 3,8 – 4,6 10 12 – 13 Resa del gas (Nm3/kgDRY WOOD) 2.3 – 3 1,3 – 1,45 –
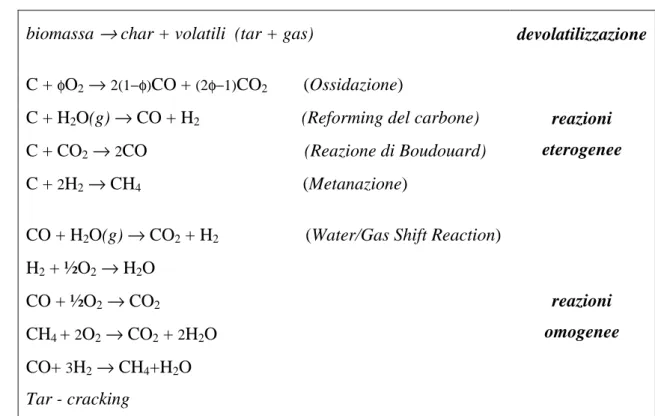
Le principali reazioni che avvengono durante la gassificazione (con aria e vapore come agenti gassificanti) sono riportate in Tabella 1.2.
biomassa
→
char + volatili (tar + gas) devolatilizzazioneC + φO2 → 2(1−φ)CO + (2φ−1)CO2 (Ossidazione)
reazioni eterogenee
C + H2O(g) → CO + H2 (Reforming del carbone) C + CO2 → 2CO (Reazione di Boudouard) C + 2H2 → CH4 (Metanazione)
CO + H2O(g) → CO2 + H2 (Water/Gas Shift Reaction)
reazioni omogenee H2 + ½O2 → H2O CO + ½O2 → CO2 CH4 + 2O2 → CO2 + 2H2O CO+ 3H2 → CH4+H2O Tar - cracking
Tab. 1.2 – Reazioni coinvolte nel processo di gassificazione di biomassa
Negli ultimi anni l’interesse verso la gassificazione di biomassa è molto aumentato a seguito della crescente necessità dell’impiego di fonti alternative rinnovabili di energia per la salvaguardia dell’ambiente.
I vantaggi della gassificazione rispetto alla più tradizionale combustione possono essere così riassunti:
• il gas di sintesi (con eventuale opportuna purificazione) può essere impiegato in modo più efficiente e flessibile rispetto ad un combustibile solido;
• la gassificazione può produrre un gas ricco di idrogeno, utilizzabile per la produzione di chemicals o dello stesso idrogeno;
• la gassificazione produce un gas effluente avente un volume tipicamente pari a circa 1/3 di quello emesso da un impianto di combustione tradizionale, ciò determina un abbassamento dei costi di capitale e di esercizio connessi al trattamento degli inquinanti;
• la gassificazione rende tecnicamente ed economicamente possibile la cattura della CO2 dei gas prodotti, perché rispetto ai processi di combustione produce una maggiore concentrazione di questo gas nei fumi;
• la gassificazione ha un minor impatto ambientale rispetto alla combustione diretta del combustibile solido (emissioni più contenute).
La composizione del gas dipende da molti fattori come la temperatura di gassificazione ed il tipo di reattore. La scelta del design del reattore ha una profonda influenza sulle caratteristiche del gas come la composizione, il contenuto energetico, la concentrazione di tar e particolato.
1.1.2
Pirolisi
È un processo di decomposizione termochimica di materiali organici, ottenuto fornendo calore, a temperature comprese tra 400 e 800 °C, in forte carenza di ossigeno. I prodotti della pirolisi sono gassosi, liquidi e solidi, in proporzioni che dipendono dalle condizioni di pirolisi (pirolisi veloce, lenta) e dai parametri di reazione. Uno dei maggiori problemi legati alla produzione di energia basata sui prodotti della pirolisi è la qualità dei medesimi. Spesso, infatti, il livello di qualità non risulta essere sufficientemente adeguato per le applicazioni con turbine a gas e motori diesel. Indicativamente, facendo riferimento alle taglie degli impianti, si può affermare che i cicli combinati ad olio pirolitico appaiono i più promettenti, soprattutto in impianti di grande taglia, mentre motori a ciclo diesel, alimentati con prodotti di pirolisi, sembrano più adatti ad impianti di piccola potenzialità.
Probabilmente il più vecchio obiettivo della pirolisi della biomassa è la preparazione di carbone di legna. I rendimenti sono solitamente intorno al 30%, ma recentemente si sono raggiunti i valori del 60%. Le reazioni hanno elevati tempi caratteristici: a partire da parecchi minuti fino a parecchie ore.
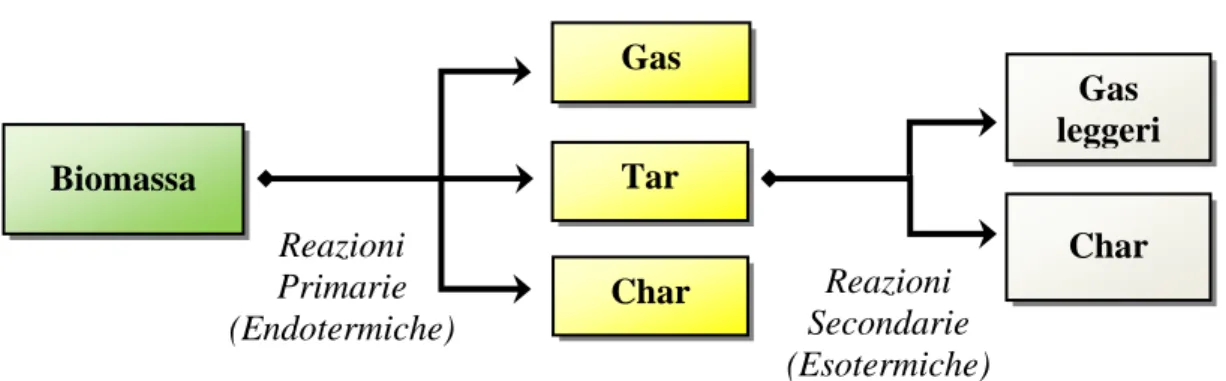
La pirolisi di biomassa lignino-cellulosica è un complesso processo di reazioni interdipendenti che può essere schematizzato con il meccanismo illustrato in Figura 1.3, universalmente noto come il meccanismo Broido-Shafizadeh[1].
Fig. 1.3 – Meccanismo di reazione globale di Pirolisi
Il maggior componente delle biomasse è la cellulosa, la cui degradazione termica a bassa temperatura porta a due gruppi di composti base:
- zuccheri monomerici volatili, come il levoglucosano (C6H10O5), risultanti dalla depolimerizzazione totale della cellulosa;
- composti parzialmente depolimerizzati, precursori del char solido residuo.
La seguente degradazione dei composti primari di base a temperature maggiori porta a prodotti distribuiti in varie frazioni o fasi: char solido, gas leggeri, frazioni acquose e frazioni del tar.
Le reazioni secondarie, in cui avvengono forti interazioni, sono dovute alla degradazione termica dei tar volatili. La quantità di char che si forma è tanto maggiore quanto più i composti volatili del tar sono confinati nella matrice solida, aumentando, per esempio la pressione o allungando i tempi di riscaldamento.
Le modalità di pirolisi sono principalmente due: pirolisi lenta e pirolisi veloce. La pirolisi veloce (Fast pyrolysis) si effettua in condizioni di elevata densità di flusso di calore disponibile e/o alte temperature (da 500 a 1000°C/min), solitamente su piccole particelle di biomassa per aumentare la velocità di reazione. Si ottiene una produzione di tar del 60 – 70% con bassa formazione di char. La pirolisi lenta, invece, si effettua a bassa densità di flusso di calore e porta alla formazione di char solido fino al 35%.
Biomassa Gas Tar Char Gas leggeri Char Reazioni Primarie (Endotermiche) Reazioni Secondarie (Esotermiche)
1.2
Tar: tecniche di campionamento ed analisi
1.2.1
Tar
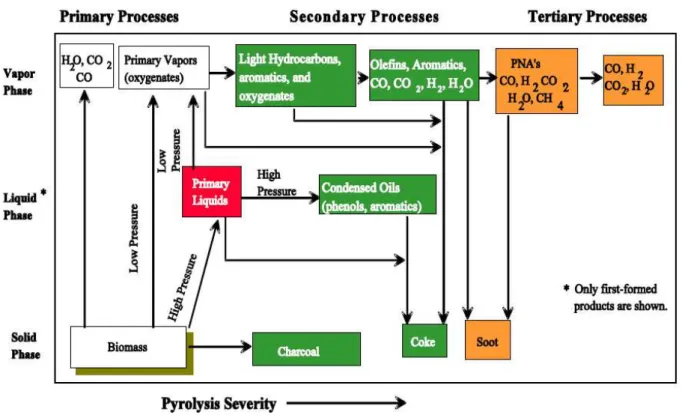
Il Tar è la frazione condensabile dei prodotti organici della gassificazione e/o della pirolisi ed è una miscela complessa costituita da diversi tipi di idrocarburi per lo più aromatici con massa molecolare superiore a quella del benzene. La composizione del tar dipende principalmente dal tipo e dai parametri operativi del reattore, come la temperatura ed il tempo di permanenza. La gassificazione di biomassa è una complessa combinazione di reazioni di pirolisi ed ossidazione in fase condensata ed in fase vapore. Milne ed Evans[2] hanno identificato i regimi di reazione, i costituenti gassosi presenti e la natura delle principali reazioni in fase solida ed in fase vapore e la Figura 1.4 mostra lo schema proposto. La distribuzione dei prodotti in ogni regime è funzione delle variabili di processo, come il livello di ossigeno, il rapporto biomassa/vapore, la pressione, il tempo e la temperatura.
Fig. 1.4 – Schema reazioni di Pirolisi (Milne ed Evans)
Le reazioni secondarie, che avvengono in fase gas, sono favorite dall’aumento della temperatura di reazione e portano alla conversione dei composti ossigenati del tar in
idrocarburi leggeri, aromatici, ossigenati ed olefine che formano successivamente idrocarburi pesanti e PAH (polynuclear aromatic hydrocarbons) nei processi terziari.
Lo schema di formazione del tar proposto da Elliott[3] e schematizzato da Milne, in Figura 1.5, mostra la trasformazione dei principali componenti dei prodotti di pirolisi e gassificazione, in funzione della temperatura di processo.
Primary tars Secondary tars Tertiary tars
Fig. 1.5 – Schema di sviluppo del tar proposto da Elliott
I componenti del tar sono classificati in cinque categorie e principali in funzione del peso molecolare, come mostrato in Tabella 1.3[4].
Classe
tar Nome della classe Proprietà Composti principali
1 Non rilevabili con la gas-cromatografia
Tar ad elevato PM, non rilevabili con GC
2 Aromatici con
eteroatomi
Tar contenenti etero atomi, molto solubili in H2O
Piridina, Fenolo, Cresolo, Chinolina, Isochinolina 3 Aromatici leggeri
(1 anello)
Idrocarburi aromatici leggeri con 1 anello; non danno problemi di solubilità
e condensabilità Toluene, Etilbenzene, Xileni, Stirene 4 Composti idrocarburici poliaromatici leggeri, PAH (2 – 3 anelli) Composti aromatici a 2 e 3 anelli; condensano a bassa temperatura anche a bassa
concentrazione
Indene, Naftalene, Metilnaftalene, Bifenile, Acenaftalene, Fluorene, Fenantrene, Antracene 5 Composti PAH pesanti
(4 – 7 anelli)
Aromatici con più di 3 anelli; condensano ad alte
temperature a basse concentrazioni
Fluorantene, Pirene, Crisene, Perilene, Coronene
Con riferimento alla Figura 1.5 si può notare come, all’aumento della temperatura alla quale si formano i vari composti organici, la classe preponderante nell’effluente passa dalla seconda verso la quinta.
I componenti del tar ad alte temperature sono in fase vapore e per evitare la formazione di depositi ed incrostazioni su tubazione ed apparecchiature si deve evitare che i composti presenti condensino. Durante il passaggio di stato dei componenti organici è possibile la formazione di piccole gocce o aerosol. La distribuzione dimensionale delle particelle condensate non è ben nota, ma probabilmente i diametri sono inferiori anche al micron (Stevens, 2001[5]).
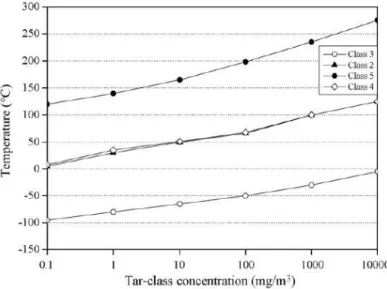
La condensazione del tar è dovuta a tutti i suoi componenti, i quali contribuiscono individualmente alla tensione di vapore totale. Quando la tensione di vapore del tar supera il livello di saturazione, il gas diviene sovra saturo e condensa, in accordo con la Legge di Raoult. Il punto di rugiada (dew point) del tar al quale si ha la sua condensazione è, quindi, funzione delle sue proprietà e composizione che diviene quindi un parametro chiave, anche più importante della quantità. La Figura 1.6 mostra per le varie classi la relazione tra punto di rugiada e concentrazione del tar[6].
Fig. 1.6 – Punto di rugiada delle classi di tar in relazione alla concentrazione (Bergman, 2002)
Si nota come la temperatura di rugiada dei tar di classe 5 sia molto alta, infatti per concentrazioni di circa 1 g/m3 questi condensano già a circa 250°C.
Per basse concentrazioni di tar di classe 5 (es. 0,1 mg/m3) il corrispondente punto di rugiada è comunque superiore a quello corrispondente ad alte concentrazioni di tar di classe 2, 3, e 4 (es. 1000 mg/m3).
Il grafico non include i tar di classe 1 in quanto i componenti non sono noti. Per un gassificatore CFB (letto fluido circolato) è stimato che i tar di classe 1 comincino a condensare a 300 – 350°C.
1.2.2
Produzione del tar
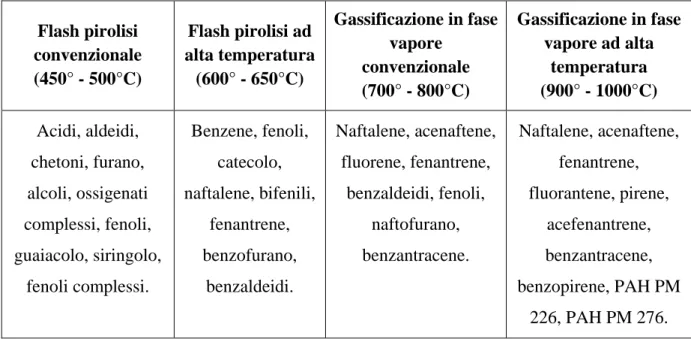
La Tabella 1.4 mostra i componenti chimici del tar che si ottiengono da diversi tipi di processo[3]. Flash pirolisi convenzionale (450° - 500°C) Flash pirolisi ad alta temperatura (600° - 650°C) Gassificazione in fase vapore convenzionale (700° - 800°C) Gassificazione in fase vapore ad alta temperatura (900° - 1000°C) Acidi, aldeidi, chetoni, furano, alcoli, ossigenati complessi, fenoli, guaiacolo, siringolo, fenoli complessi. Benzene, fenoli, catecolo, naftalene, bifenili, fenantrene, benzofurano, benzaldeidi. Naftalene, acenaftene, fluorene, fenantrene, benzaldeidi, fenoli, naftofurano, benzantracene. Naftalene, acenaftene, fenantrene, fluorantene, pirene, acefenantrene, benzantracene, benzopirene, PAH PM 226, PAH PM 276.
Tab. 1.4 – Componenti chimici di tar da biomasse (Elliott, 1988)
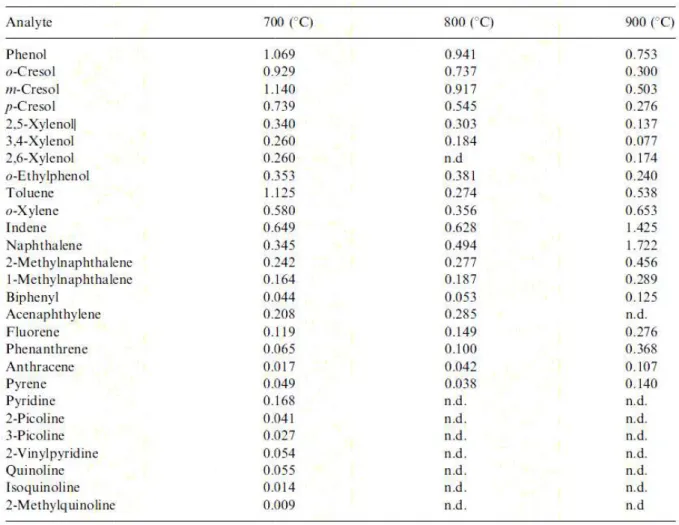
La Tabella 1.5 mostra lo studio dell’effetto della temperatura sulla composizione del Tar ottenuto da steam-reforming di legno a 700-900°C effettuato da Gil J[7,8].
Tab. 1.5
Dallo studio risulta evidente come fenolo, cresolo e toluene siano predominanti a 700°C, mentre naftalene e indene sono i
dati a disposizione si può desumere che ad alte temperature, nel caso de
vapore del legno, la produzione totale di tar diminuisce, mentre aumenta la concentrazione dei componenti appartenenti alle classi 4 e 5.
Il grafico di Backer temperatur
Tab. 1.5 – Effetto della temperature s
Dallo studio risulta evidente come fenolo, cresolo e toluene siano predominanti a 700°C, mentre naftalene e indene sono i
dati a disposizione si può desumere che ad alte temperature, nel caso de
vapore del legno, la produzione totale di tar diminuisce, mentre aumenta la concentrazione dei componenti appartenenti alle classi 4 e 5.
Il grafico di Backer
temperatura di reazione per un gassificatore updraft caricato con legno
Effetto della temperature s
Dallo studio risulta evidente come fenolo, cresolo e toluene siano predominanti a 700°C, mentre naftalene e indene sono i
dati a disposizione si può desumere che ad alte temperature, nel caso de
vapore del legno, la produzione totale di tar diminuisce, mentre aumenta la concentrazione dei componenti appartenenti alle classi 4 e 5.
Il grafico di Backer et al.
a di reazione per un gassificatore updraft caricato con legno
Effetto della temperature sulla distribuzione dei principali componenti del tar (g/kg dry wood) ottenuto da
Dallo studio risulta evidente come fenolo, cresolo e toluene siano predominanti a 700°C, mentre naftalene e indene sono i componenti
dati a disposizione si può desumere che ad alte temperature, nel caso de
vapore del legno, la produzione totale di tar diminuisce, mentre aumenta la concentrazione dei componenti appartenenti alle classi 4 e 5.
et al.[9] mostra una relazione
a di reazione per un gassificatore updraft caricato con legno
ulla distribuzione dei principali componenti del tar (g/kg dry wood) ottenuto da steam-reforming di legno
Dallo studio risulta evidente come fenolo, cresolo e toluene siano predominanti a 700°C, componenti in maggiore concentrazione
dati a disposizione si può desumere che ad alte temperature, nel caso de
vapore del legno, la produzione totale di tar diminuisce, mentre aumenta la concentrazione dei componenti appartenenti alle classi 4 e 5.
mostra una relazione
a di reazione per un gassificatore updraft caricato con legno
ulla distribuzione dei principali componenti del tar (g/kg dry wood) reforming di legno
Dallo studio risulta evidente come fenolo, cresolo e toluene siano predominanti a 700°C, in maggiore concentrazione
dati a disposizione si può desumere che ad alte temperature, nel caso de
vapore del legno, la produzione totale di tar diminuisce, mentre aumenta la concentrazione dei
mostra una relazione concettuale tra produzione di tar a di reazione per un gassificatore updraft caricato con legno
ulla distribuzione dei principali componenti del tar (g/kg dry wood) reforming di legno
Dallo studio risulta evidente come fenolo, cresolo e toluene siano predominanti a 700°C, in maggiore concentrazione
dati a disposizione si può desumere che ad alte temperature, nel caso de
vapore del legno, la produzione totale di tar diminuisce, mentre aumenta la concentrazione dei
concettuale tra produzione di tar a di reazione per un gassificatore updraft caricato con legno
ulla distribuzione dei principali componenti del tar (g/kg dry wood)
Dallo studio risulta evidente come fenolo, cresolo e toluene siano predominanti a 700°C, in maggiore concentrazione a 900°C.
dati a disposizione si può desumere che ad alte temperature, nel caso della gassificazione con vapore del legno, la produzione totale di tar diminuisce, mentre aumenta la concentrazione dei
concettuale tra produzione di tar
ulla distribuzione dei principali componenti del tar (g/kg dry wood)
Dallo studio risulta evidente come fenolo, cresolo e toluene siano predominanti a 700°C, a 900°C. In base ai gassificazione con vapore del legno, la produzione totale di tar diminuisce, mentre aumenta la concentrazione dei
concettuale tra produzione di tar e Dallo studio risulta evidente come fenolo, cresolo e toluene siano predominanti a 700°C, In base ai gassificazione con vapore del legno, la produzione totale di tar diminuisce, mentre aumenta la concentrazione dei
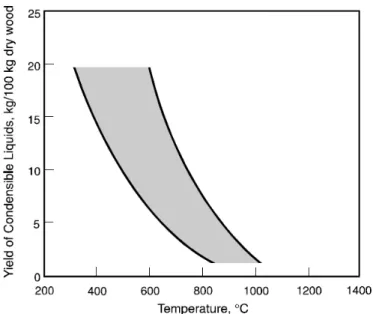
Fig. 1.7 – Produzione di tar in funzione della temperatura di esposizione (Backer, 1988)
I processi che portano alla formazione del tar sono influenzati dalla severità della reazione, ovvero sia dalla temperatura che dalla durata. Un altro fattore importante sono le reazioni in fase gas che portano alla sintesi del tar. Si tratta di processi radicalici che avvengono nel regime termico in cui la olefine reagiscono per dare aromatici.
Nel caso della gassificazione, la tipologia del reattore è particolarmente importante nella produzione di tar. Il tipo downdraft è quello che in assoluto genera meno tar in quanto il gas di sintesi attraversa zone a temperatura crescente minimizzando il tar residuale. In generale si può assumere la produzione di:
• 100 g/Nm3 per gassificatori updraft; • 10 g/Nm3 per gassificatori a letto fluido; • 1 g/Nm3 per gassificatori downdraft.
Inoltre, un gassificatore updraft “ben funzionante” produce principalmente tar primari, con una piccola parte di secondari (assumendo che non vi sia immissione di ossigeno nel secondo stadio), un gassificatore downdraft produce quasi esclusivamente tar terziari, mentre un gassificatore a letto fluido produce una miscela di tar secondari e terziari. Nei gassificatori updraft la natura del tar è in qualche modo influenzata dalla pirolisi endotermica della biomassa da cui si formano i tar primari. In quelli downdraft, invece, le condizioni termiche molto spinte causano reazioni di tar cracking che portano ad un elevato grado di gassificazione del char.
La natura della biomassa alimentata ha solo un’influenza secondaria sulla natura del tar. La quantità e composizione del tar, da un dato gassificatore, è funzione della temperatura e del tempo di contatto a cui sono sottoposte le particelle ed il gas, oltre che del punto di immissione dell’alimentazione, del grado di uniformità nei letti fissi, del grado di distribuzione dimensionale delle particelle, dell’atmosfera gassosa (O2, vapore), della geometria del letto e del metodo di estrazione ed analisi del tar.
Per quanto concerne i processi di pirolisi, la produzione di tar è fortemente influenzata dalla temperatura come si può vedere dalla Figura 1.8, che mostra i risultati ottenuti dallo studio effettuato da Fagbemi et al.[1]
Fig. 1.8 – Pirolisi del legno: effetti della temperatura sulla composizione dei prodotti (Fagbemi, 2001)
Si nota come la quantità di tar raggiunga massimi valori a 500°C e successivamente diminuisca all’aumento della temperatura. Sopra i 600°C prevalgono le reazioni secondarie (es. tar cracking), che portano alla formazione di gas in maggiori quantità e con maggior contenuto energetico.
La composizione elementare e quindi il potere calorifico del tar prodotto, dipendono oltre che dalla temperatura, anche dalla natura della biomassa. La Tabella 1.6 mostra la composizione elementare ed il potere calorifico superiore ( sperimentale e calcolato) di Fagbemi et al.[1]
Tab. 1.6 – Composizione elementare e potere calorifico di tar ottenuto a 500°C (Fagbemi, 2001)
I valori di produzione di tar riportati da Fagbemi sono in accordo con quelli ottenuti da Kosstrin[10], il quale ha effettuato un importante studio sulla pirolisi a letto fluido di legno con lo scopo di generare energia pulita. Kosstrin ha concluso che le reazioni secondarie giocano un ruolo chiave nella produzione di olio pirolitico. Nello studio sono stati testati diversi materiali, come carta, segatura e mais. Per tutti i materiali testati si è evidenziato che la produzione di olio pirolitico diminuisce all’aumentare della temperatura sopra i 500°C. Gli stessi risultati sono stati ottenuti da Scott et al.[11,12], i quali hanno individuato che la massima produzione di tar avviene alla temperatura di 500°C.
La produzione di tar sembra dipendere fortemente dal tipo di biomassa utilizzato,secondo Kosstrin, infatti, sembra strettamente correlato al contenuto di α–cellulosa del materiale. A 500°C e senza seguente cracking termico i valori tipici della massima produzione di tar sono:
• 35% per legno; • 60% per carta; • 30% per segatura;
1.2.3
Tecniche di campionamento del tar
Il campionamento del tar è una tematica molto dibattuta sebbene esista un riferimento europeo che ne standardizza la procedura riportato nel testo Biomass Gasifications - Tar and Particles in Product Gases - Sampling and Analysis[13], noto anche come “Tar protocol”.
Il Tar protocol è stato sviluppato dalla collaborazione di 17 partners da Europa e Nord-America (Figura 1.9) sotto la CEN (European Committee for Standardization) a partire dall’ Aprile del 2000, al fine di ottenere un metodo generale e largamente accettato (Guideline) per il campionamento e l’analisi di tar e particolati nei gas di sintesi da gassificazione di biomasse.
Fig. 1.9 – Partners partecipanti allo sviluppo del Tar Protocol
Il Tar protocol definisce e formalizza le bozze di protocolli della IEA Bioenergy (International Energy Agency) discussi alla 10th European Biomass Conference in Würzburg (Würzburg Protocols) del 1998, descrivendo strumentazione e metodologie per l’analisi di tar generati da diversi tipi di gassificatore (updraft, downdraft e letto fluido) e ad ampio range di condizioni operative (0 – 900 °C, 0.9 – 60 bar) e concentrazioni (1 – 300 mg/m3).
Gli obiettivi legati al campionamento del tar sono essenzialmente due:
1) misurare la quantità di tar presente nel syngas (generalmente in mg/Nm3); 2) caratterizzare i composti chimici che lo costituiscono.
I metodi possono essere suddivisi in tre categorie: - metodi a condensazione e/o assorbimnto; - metodi ad analisi in fase gas on-line; - metodi ad adsorbimento.
I metodi a condensazione sono i più tradizionali ed i primi impiegati da quando si è sentita l’esigenza di compiere studi sul tar da processi di conversione termica.
Questi metodi si basano essenzialmente sulla continua aspirazione di syngas dal sistema in esame che è inviato ad un treno di separatori detti impinger.
La strategia di separazione del tar differenzia i vari metodi impiegati. L’azione base è dovuta al raffreddamento del gas negli impinger, i quali sono mantenuti a basse temperature (da temperatura ambiente fino a -20 °C), al fine di effettuare la condensazione del tar. L’efficienza di separazione può essere migliorata aumentando la superficie di contatto, per cui negli impinger sono solitamente inseriti materiali di riempimento come tubi o sfere in vetro, gel di silice, lana di vetro.
Gli impinger possono essere eventualmente riempiti con un solvente; in questo caso il campionamento del tar avviene sia per condensazione che per assorbimento.
Il Tar protocol prevede questa classe di metodi di campionamento. La finalità dello sviluppo di questo metodo è stata di portare al 100% l’efficienza di separazione dei tar dal gas campionato.
Il sistema prevede 4 sezioni: precondizionamento del gas (sia per gassificatori atmosferici che pressurizzati), filtraggio di particolato, campionamento del tar, aspirazione e misurazione del volume di gas (Figura 1.10).
La sezione di campionamento prevede due zone mantenute a diversa temperatura, la prima a 35° ÷ 40°C e la seconda a -15° ÷ -20°C, in ognuna sono alloggiati tre impinger ciascuna. Nei primi cinque impinger è presente isopropanolo. In alcuni degli impinger sono presenti setti porosi in vetro. Il primo impinger agisce anche da condensatore di umidità.
Attraverso questi metodi è possibile fornire un dato quantitativo mediante analisi gravimetrica (per pesata del tar raccolto negli impinger o nel residuo dopo evaporazione del solvente nel caso sia stato utilizzato un solvente per l’assorbimento del tar) o mediante analisi GC-MS o GC-FID (con quest’ultima è possibile anche valutare la composizione del tar).
Fig. 1.10 – Schema di campionamento per condensazione
Il Tar protocol sebbene più preciso dei metodi tradizionali presenta alcuni inconvenienti: • l’apparato sperimentale è piuttosto complesso;
• l’alto numero di impingers e la presenza dell’iso-propanolo che porta a perdite di carico nella linea di campionamento e può alterare o impedire il flusso di campionamento.
Lavori di ricerca e sviluppo sulla determinazione dell’efficienza di campionamento del tar sono stati effettuati dal ECN (Energy research Centre of the Netherlands) e dal VTT (Technical Research Centre of Finland) seguendo gli standard del Tar protocol (Tabella 1.17)[14].
Efficienza di rimozione Risultati ECN Risultati VTT Tar rilevabili da micro-GC
(eccetto Benzene) 99,3% – 99,8% 96,8% – 99,6% Tar da acenaftilene a pirene 100% 82,4% – 97,7%
Il numero di parametri aventi influenza sull’efficienza di campionamento del tar è molteplice: - solvente negli impinger;
- temperatura degli impinger;
- velocità di flusso del gas negli impinger; - dimensioni degli impinger (altezza e diametro);
- presenza di setti porosi in vetro (glass frits) o di sferette di vetro negli impinger; - cadute di pressione negli impinger causate dai riempimenti;
- composizione del tar (variabile con la temperatura).
I risultati dei test VTT indicano che il metodo risulta più performante mantenendo la prima batteria di impinger a 40°C invece che a 20°C, probabilmente a causa di una più veloce dissoluzione dei tar a maggiore. La temperatura di 40°C rappresenta, comunque, un limite da non superare per evitare l’eccessiva evaporazione dell’isopropanolo.
Comparando i risultati dei test effettuati dal VTT e dal ECN risulta evidente la maggiore efficienza in quest’ultimi. La maggior differenza di set-up tra le due tipologie di test sta nell’utilizzo del riempimento delle provette degli impinger: setti porosi in vetro (G3) per i test del ECN e sferette di vetro per quelli del VTT. L’ipotesi effettuata in conclusione è stata che i setti porosi, catturando parte dell’aerosol, aumentano l’efficienza di campionamento. Essi, infatti, riducono le dimensioni delle bolle di gas nelle provette degli impinger, aumentando la velocità di trasferimento di massa.
I test del ECN hanno inoltre mostrato come la presenza di un secondo gradiente di temperatura (impingers 1 e 2 a +40°C, impinger 3 a -20°C, impinger 4 a +40°C e impingers 5 e 6 a -20°C) aumenti l’efficienza di campionamento dell’aerosol.
In definitiva il Tar protocol prevede come specifiche tecniche:
1) Il campionamento del tar deve essere effettuato con 6 impinger di cui il primo per la condensazione dell’acqua. Le provette negli impinger devono essere standardizzate da 100 ml o 250 ml (per velocità del gas > 0,3 Nm3/h). Le provette 1, 2 ,3 ,4 ,5 contengono circa 50 ml di solvente, la 6 è vuota.
2) Ci sono due possibili set-up: - Set-up Standard
Impinger 2, 3, 5, 6 contenenti setti porosi (G3 o in alternativa G2 se le cadute di pressione sono eccessive). Temperatura degli impinger 1, 2, 3, 4 tra 35 ÷ 40°C, impinger 5, 6 tra -15 ÷ -20°C.
- Set-up Alternativo
Impingers 1, 5, 6 contenenti sferette di vetro (diametro 6 mm). Temperatura degli impinger 1, 2, 3, 4 tra 35 ÷ 40°C, impinger 5, 6 tra -15 ÷ -20°C.
Ravel et al.[15] ha effettuato dei test utilizzando un impianto pilota di gassificazione a letto fluido. Dai test effettuati risulta che il Tar protocol può rappresentare un metodo di analisi di riferimento per tutti i tar purché a concentrazioni > 30 mg/Nm3.
In uno studio effettuato da Xu et al.[16] è stato sviluppato un metodo di quantificazione dei tar pesanti in assenza di solvente, proposto come alternativa al Tar protocol in quanto comparabile nei risultati e utilizzabile in campo in applicazioni di routine.
Il metodo consiste nella condensazione “a secco” di composti organici a 105°C in un tubo usa e getta ed un pannello in fibra di vetro. Operando al di sopra della temperatura di ebollizione dell’acqua si impedisce la contaminazione dei tar pesanti con umidità. L’analisi gravimetrica di questi ultimi si effettua per pesata del tubo e del pannello in fibra di vetro.
Secondo lo schema riportato in Figura 1.11 il gas giunge, attraverso un filtro antiparticolato (1), in un tubo di 6 m in santoprene (3), avvolto a spirale all’interno di un bagno d’acqua distillata termostatato (2,5) e quindi ad un barattolo rivestito in lana di vetro (4) avente lo scopo di catturare gli aerosol formatisi.
Fig. 1.11 – Schema campionamento tar di Xu et al.
Il gas viene quindi inviato ad un impinger (6) immerso in un bagno di ghiaccio al fine di condensare la frazione acquosa e possibilmente gli idrocarburi leggeri, prima di giungere alla pompa a vuoto (7). Sono presenti infine un rotametro (8) ed un contatore volumetrico (9). Il gas utilizzato nei test è stato ottenuto da gassificazione di biomasse a letto fluido, ed i risultati ottenuti si discostano del 5% da quelli ottenuti con il tar protocol, mostrando un’accuratezza quindi accettabile considerata la semplicità del metodo. Questo metodo può quindi rappresentare un’alternativa al tar protocol, applicabile per misurazioni di concentrazione fino a 0,01 g/m3, ma presenta il limite di essere utilizzabile esclusivamente per analisi di tar pesanti. I risultati ottenuti dalle analisi sulle frazioni acquose si discostano, infatti, di oltre il 50% da quelli ottenuti con il tar protocol.
I metodi ad analisi on-line permettono di ottenere la composizione del gas con un tempo di acquisizione molto basso e quindi consentono di seguire la dinamica dei processi. Attraverso l’integrazione delle concentrazioni è poi possibile facilmente risalire alla quantità in massa dei composti.
Tra questi il più comune si basa sull’uso di micro-gas-cromatografi. Questo metodo però presenta notevoli limiti perché è adeguato solo per il campionamento e analisi di composti aromatici leggeri come benzene, toluene e xileni. Non è possibile analizzare le frazioni più pesanti, anzi deve essere protetto dalle fasi condensabili perché può danneggiarsi. Pertanto è da considerarsi come complementare ai metodi a condensazione, perché questi ultimi non riescono a separare le fasi più leggere.
Un altro metodo on-line è la Molecular Beam Mass Spectrometry (MBMS), sviluppato da Carpenter et al.[17], presentato come una tecnica quantitativa in tempo reale capace di dare un’accuratezza migliore del tar protocol.
Facendo passare il campione in fase vapore attraverso un orifizio di 300 μm si genera un fascio di molecole che vanno in un sistema a 3 stadi a crescenti gradi di vuoto. In questo modo vengono inibite reazioni e condensazioni preservando l’analita al suo stato originale. Risulta, così, possibile analizzare simultaneamente gas leggeri, pesanti, frazioni condensabili e specie reattive. I componenti del fascio molecolare sono quindi ionizzati per ionizzazione elettronica ed inviati ad un analizzatore di massa a quadrupolo.
Il metodo MBMS è stato utilizzato per misurare la concentrazione di tar in un composto modello e in un gas di sintesi da gassificazione. I risultati sono stati confrontati con il metodo di campionamento con impinger tradizionale.
Entrambi i metodi hanno mostrato buona riproducibilità, ma il metodo MBMS ha mostrato una miglior accuratezza. In media, utilizzando un composto modello, la misurazione con impinger ha deviato dalla reale concentrazione di tar del 11 – 21%, mentre quella con MBMS del 2 – 6%.
Risultati simili sono stati ottenuti da Carpenter et al. confrontando i due metodi di campionamento con gas di sintesi da gassificazione di biomasse, il metodo con impinger ha, infatti, rilevato il 28% in meno del MBMS.
Il metodo MBMS può essere, quindi, utilizzato per analisi quantitative in continuo e per monitoraggio in tempo reale di tar da gassificazione.
Recentemente è stata presentata alla 18th European Biomass Conference una tecnica per l’identificazione on-line di PAH basata sulla LIF (Laser Induced Fluorescence). La tecnica si basa sull’eccitazione elettronica delle molecole di gas attraverso un laser ad una certa lunghezza d’onda. Le specie gassose una volta eccitate dopo un certo tempo, nano o microsecondi, ritornano alla stato energetico iniziale emettendo luce (fluorescenza) ad una lunghezza d’onda maggiore di quella del laser, che è misurabile e correlabile alla concentrazione delle specie.
Nell’articolo di Sun et al.[18] la tecnica è presentata come un metodo efficiente per l’analisi on-line di composti poli-ciclici aromatici (PAH) che a oggi però è stata testata solo su tar modello e non su gassificatori veri e propri. La Figura 1.12 mostra lo schema del set-up sperimentale adoperato.
Fig 1.12 – Schema dell’apparato sperimentale di Sun et al. (2010) per PAH-LIF
La sorgente utilizzata per l’eccitazione delle molecole di PAH è un ND:YAG laser pulsato con lunghezza d’onda di 266 nm, frequenza di 100Hz e potenza media applicata di 5,1 ± 0,01 mW. La cella di misurazione è stata appositamente progettata per questo studio in modo da consentire l’accesso ottico al campione gas da analizzare. Tutto il sistema opera ad elevata temperatura (300°C) per prevenire la condensazione dei PAH e quindi la contaminazione degli strumenti. Il segnale di fluorescenza viene inviato, per mezzo di fibre ottiche, ad uno spettrometro con tempo di integrazione di 1 s. Il gas in uscita dalla cella di misurazione va direttamente ad un GC/MS.
Nel range di concentrazione di PAH tipico di gas di sintesi da gassificazione di biomasse, il metodo ha mostrato una relazione lineare tra intensità di fluorescenza e concentrazione delle specie per i composti esaminati e la possibilità di valutare quest’ultima con un’accuratezza del ±20%.
Il tentativo degli autori è quello di mettere a punto una tecnica affidabile, utilizzabile on-line anche da personale non esperto in attività di laboratorio.
Per quanto concerne i metodi ad adsorbimento, un metodo molto comune e considerato abbastanza affidabile da operatori del settore è la SPA (Solid Phase Adsorption). Questa tecnica è basata sull’uso di una fase solida capace di adsorbire i tar. Il gas da analizzare è campionato attraverso una sonda a temperatura ambiente dove i tar sono adsorbiti,
contemporaneamente è necessario misurare il volume di gas aspirato per determinare la concentrazione di tar nel gas. Il tar è in seguito desorbito attraverso un solvente o per termo-desorbimento ed è in seguito analizzato per cromatografia con rilevatori FID o MS. Uno dei vantaggi della SPA è la sua elevata sensibilità, infatti possono essere rilevate quantità di tar fino a 10 nano-grammi, inoltre consente tempi di analisi minori ed evita la diluizione del campione. Tuttavia presenta l’inconveniente che è necessario misurare con esattezza il volume di gas aspirato per fornire delle informazioni quantitative.
Uno dei primi che ha sviluppato la tecnica SPA per campionamento ed analisi di tar da gassificazione di biomasse e carbone è stato Brage[19], che ha studiato l’applicazione di fasi amminiche su supporti di silice, come adsorbente.
Dufour et al.[20] hanno confrontato il metodo del Tar protocol col metodo SPA/TD (con termodesorbimento) nel campionamento ed analisi di tar prodotto da pirolisi di legno. Entrambe le tecniche sono state accoppiate ad un GC-MS per l’analisi. L’articolo enfatizza tra i vantaggi di questa tecnica il ridotto tempo di campionamento (pochi secondi contro circa 1 ora per il Tar protocol) e l’assenza di solvente che facilita la separazione gascromatografica. Non sono state osservate grandi differenze, tra i due metodi, nel campionamento dei composti quantificati (aromatici da benzene a fenantrene e fenoli), eccetto che per il benzene (9,6 gr benzene/kgDRY WOOD per il metodo ad impinger contro 5,8 g/kg per il metodo SPA-TD). E’ stata, invece, riscontrata una maggiore riproducibilità per il campionamento di PAH rispetto al metodo ad impinger (4% contro 18%) a causa della formazione di aerosol, in quest’ultimi, dovuta ad un eccessiva diluizione nel solvente, con perdita di analiti per condensazione nei tubi.
Ravel et al.[15] ha effettuato dei test utilizzando un impianto pilota di gassificazione a letto fluido per confrontare il metodo SPA con l’analisi al micro-GC (per benzene e toluene) e con il Tar protocol (per naftalene).
Per un ampio range di concentrazione di benzene (3 – 1000 ppm o 10 – 3500 mg/Nm3) il metodo SPA fornisce valori che si discostano del 20% dall’analisi di riferimento. Per quanto concerne il toluene, invece, i risultati sono più dispersi (+/-30%) e molto lontani per basse concentrazioni.
Anche i risultati ottenuti dai test su naftalene si presentano dispersi per alte concentrazioni e sovrastimati per basse concentrazioni, la maggior parte dei risultati è situata tra il -30% e 50% dei valori dell’analisi di riferimento.
Il metodo SPA rappresenta, quindi, una semplice e veloce soluzione per l’analisi di gas di sintesi con buoni risultati per idrocarburi leggeri in ampio range di concentrazione (da mg/m3 a g/m3). Il termodesorbimento (temperatura e durata) e l’analisi GC sono dei punti chiave per l’attendibilità dei risultati. La presenza di alte concentrazioni di vapore nel syngas, che condensa nelle tubazioni, può incidere sulla qualità dei risultati. Per tar pesanti i risultati risultano sovrastimati e dispersi.
Metodi Vantaggi Svantaggi Riferimenti Tar protocol:
metodo ad impinger con solvente
- Dati quantitativi produzione tar (per pesata).
- Accoppiabile a tecniche GC per analisi su composizione.
- Alta efficienza di campionamento
- Apparato sperimentale complesso.
- Perdite di carico e possibilità di flusso alterato dovuti all’alto numero di impinger e all’iso-propanolo.
- Difficoltà a trattenere frazioni leggere e aerosol.
- Risultati test ECN: efficienza del 99,3% – 99,8% per tar rilevabili da micro-GC e del 100% per tar da acenaftilene a pirene.
- Risultati test VTT: efficienza del 96,8% – 99,6%per tar rilevabili da μGC e del 82,4% – 97,7% per tar da acenaftilene a pirene.
- Ravel: analisi di riferimento per tar > 0,03
g/Nm3
- Xu 2005: metodo di campionamento senza
solvente solo per tar pesanti > 0,01 g/Nm3
MBMS: molecular
beam mass spectrometry
- Tecnica quantitativa “real-time”.
- Accuratezza migliore del tar protocol.
- Carpenter 2007: con composto modello
l’MBMS si è discostato del 2 – 6%, il Tar protocol del 11-21%. Con syngas da gassificazione l’MBMS ha rilevato il 28% in più del Tar protocol.
LIF: laser induced
fluorescence
- Metodo efficiente per l’analisi on-line di PAH.
- Testata solo su tar modello e non su gassificatori veri e propri.
- Xu 2005: Accuratezza misura
concentrazione del ±20%.
SPA: solid phase
adsorption
- Ridotto tempo di campionamento.
- Assenza solvente che facilita la separazione gascromatografica.
- Buoni risultati per idrocarburi leggeri (da mg/m3 a g/m3).
- Maggiore riproducibilità per il campionamento di PAH
- Risultati sovrastimati e dispersi per tar pesanti.
- Alte concentrazioni di vapore nel syngas possono incidere sulla qualità dei risultati.
- Sviluppata da Brage
- Dufur 2009: confronto SPA e Tar protocol.
Quantità campionate simili per tutti i componenti eccetto benzene.
- Ravel: confronto SPA e Tar protocol.
Scostamento 20% per benzene, risultati più dispersi per toluene.
1.2.4
Tecniche di analisi del tar
Il tar è definito come una complessa miscela di idrocarburi condensabili, che possono essere aromatici, idrocarburi ossigenati e complessi idrocarburi aromatici policiclici (PAH). La composizione del tar è fortemente dipendente dalle condizioni operative delle complesse reazioni che avvengono durante i processi di pirolisi e gassificazione. E’, quindi, necessaria un’appropriata caratterizzazione della miscela di composti costituenti il tar per riuscire a controllarne la produzione.
Sebbene tecniche di risonanza magnetica nucleare abbiano fornito ottimi risultati per la determinazione della composizione strutturale di diversi combustibili fossili, né lo spettro NMR, né altre analisi spettroscopiche, forniscono sufficienti informazioni per individuare i componenti del tar.
Attualmente le tecniche di analisi dei tar da gassificazione sono principalmente gascromatografia, analisi elementare CHN e termogravimetria. La gascromatografia è l’unica prevista dalla linea guida del Tar protocol.
Un analizzatore CHN (o analizzatore elementare) permette di determinare gli elementi della composizione di un campione, in particolare: carbonio (C), idrogeno (H) e azoto (N). Possono essere determinati anche zolfo (S) e ossigeno (O). Non è possibile con questa tecnica conoscere l’identità o la concentrazione dei composti analizzati.
La termogravimetria è una metodica di analisi nella quale si effettua la registrazione continua delle variazioni di massa di un campione, in atmosfera controllata e in funzione della temperatura o del tempo. Con questa tecnica è possibile risalire esclusivamente alle percentuali di umidità, componenti volatili carbonio fisso e ceneri di un campione.
La gascromatografia, nota anche come GC, è una tecnica cromatografica che si basa sulla diversa ripartizione di diverse sostanze tra una fase stazionaria ed una fase mobile, in funzione dell'affinità di ogni sostanza con la fase stazionaria e può essere utilizzata per effettuare un’analisi sia qualitativa che quantitativa.
Con questa tecnica è possibile analizzare campioni gassosi, liquidi o solidi, l'unica limitazione della cromatografia in fase gassosa è rappresentata dal fatto che il campione deve essere volatile.
I meccanismi basilari di separazione che si sfruttano in gascromatografia sono adsorbimento e ripartizione (tra le fasi):
• adsorbimento: la fase stazionaria è un solido sulla cui superficie si trovano dei siti attivi in grado di stabilire una serie di legami secondari (dipolo-dipolo, ponte idrogeno, Van der Waals, dipolo-dipolo indotto, ecc.) con le diverse molecole della miscela da risolvere, si parla perciò di cromatografia gas-solido (GSC, gas-solid chromatography).
• ripartizione: se la fase stazionaria è liquida si verifica una vera e propria solubilizzazione delle sostanze nella fase stazionaria che si ripartiscono tra le due fasi immiscibili. Si parla di cromatografia gas-liquido (GLC, gas-liquid chromatography).
La fase stazionaria è generalmente costituita da un liquido non volatile supportato su una polvere che riempie uniformemente una colonna (colonna impaccata), oppure distribuito come film sottile, spesso qualche micrometro, sulla parete interna di una colonna di lunghezza superiore ai 10 metri e di diametro inferiore al millimetro (colonna capillare). Tale liquido può variare a seconda dell'applicazione, ossia del tipo di composti che si intendono analizzare. La fase mobile è un gas, detto anche gas di trasporto, gas vettore o gas carrier. Generalmente, vengono scelti gas chimicamente inerti, a bassa viscosità ed ottenibili ad elevata purezza quali l'azoto, l'elio o l'argon; per alcune applicazioni viene anche utilizzato l'idrogeno.
Quando il campione esce dall'estremità finale della colonna (eluito) viene raccolto da un rivelatore. Il diagramma che rappresenta il segnale generato dal rivelatore in funzione del tempo è il cromatogramma del campione. Il cromatogramma si presenta come una sequenza di picchi di varia ampiezza ed altezza distribuiti lungo l'asse del tempo.
Dal tempo di ritenzione di ogni picco è possibile dedurre l'identità del composto eluito. Dall'area o dall'altezza dei picchi è possibile dedurre le concentrazioni o le quantità assolute dei vari composti presenti nel campione analizzato, a seconda del rivelatore impiegato.
Esistono diversi tipi di rivelatore a seconda del principio fisico utilizzato per rilevare l'uscita delle sostanze dalla colonna ed alla specificità. Possono essere distruttivi (FID) o non (ECD, TCD).
Un rivelatore a conducibilità termica (TCD, Thermal Conductivity Detector) è costituito da due filamenti riscaldati elettricamente e mantenuti a temperatura costante. Su uno scorre il gas di trasporto puro, sull'altro scorre il gas in uscita dalla colonna. Quando una sostanza viene eluita, il secondo filamento subirà un raffreddamento o un riscaldamento rispetto al primo a causa della variazione di conducibilità termica del gas contenente la sostanza eluita. Tale variazione di temperatura si riflette in una variazione di resistenza, che viene amplificata e rappresenta il segnale del detector.
In un rivelatore a ionizzazione di fiamma (FID, Flame Ionization Detector) il gas di trasporto (in genere elio o azoto) in uscita dalla colonna viene mescolato a idrogeno, ed aria. Nella fiamma, i vapori combusti vengono caricati elettricamente mediante un elettrodo posto all'uscita del gas, producendo ioni che vengono raccolti sulla superficie del detector (un anello di metallo sensibile) producendo una corrente elettrica che, amplificata, rappresenta il segnale del detector. La differenza tra il gas puro e quello contenente la sostanza separata rappresenta un picco. Nonostante non possa rilevare tutte le sostanze che non bruciano (ad esempio, l'acqua), il FID è uno dei detector più diffusi perché molto robusto ( il suo limite di rivelabilità resta basso anche dopo molte ore di lavoro) e perché è un rivelatore universale.
In un rivelatore a cattura di elettroni (ECD, Electron Capture Detector), un radioisotopo, in genere 63Ni, viene utilizzato come sorgente (raggi beta). Composti contenenti atomi elettronegativi, fortemente assorbenti il flusso di elettroni tra la sorgente ed un rivelatore di elettroni, possono venire visualizzati via via che eluiscono dalla colonna gascromatografica. In genere queste molecole sarebbero scarsamente visibili con altri detector, ad esempio molti composti alogenati che oltre a non bruciare sono addirittura estinguenti la fiamma, e porrebbero dei problemi ad un FID.
I rivelatori a fiamma fotometrica (FPD, Flame Photometric Detector) e i rivelatori termoionici (TSD, Thermionic Specific Detector) sono dei dispositivi dotati di elevata specificità per elementi quali l'azoto, il fosforo e lo zolfo. Il rivelatore a fiamma fotometrica sfrutta l'emissione di una radiazione di chemiluminescenza prodotta dalla combustione in fiamma di idrogeno di composti contenenti zolfo e fosforo. Il rivelatore termoionico sfrutta una parziale pirolisi attuata sempre tramite bruciatore a fiamma idrogeno/aria ma in questo caso viene misurata la corrente prodotta dai radicali CN e PO, derivanti da composti contenenti azoto e fosforo, che formano ioni CN- e PO- acquisendo elettroni da una sferetta di metallo alcalino (come il rubidio) che costituisce un catodo posto superiormente alla fiamma stessa.
All'uscita di una colonna cromatografica si può porre direttamente uno spettrometro di massa (GC-MS), per avere indicazioni sulla struttura di ogni singola sostanza eluita.
Un’alternativa interessante è l’utilizzo della spettroscopia FTIR come rivelatore per gascromatografia (GC-FTIR).
Il tar protocol stabilisce[4] l’utilizzo di un gas cromatografo a colonna capillare con rivelatore MS o a ionizzazione di fiamma FID. La colonna capillare deve essere rivestita da un film di poli-5%difenil/95%dimetilsilossano. Le dimensioni raccomandate sono: diametro interno di 0,25 – 0,32 mm e lunghezza 30 – 60 m.
Metodi utilizzati in letteratura
GC
Dabai et al.[21] hanno effettuato uno studio su un reattore a letto fisso simulante un gassificatore downdraft, con l’obiettivo di minimizzare il rilascio di tar per parziale combustione e cracking termico nel letto di char a 1000°C. Per quantificare ed analizzare i componenti del gas ottenuto è stato utilizzato un GC con rivelatore FID e colonna con Allumina come fase stazionaria, che ha permesso di rilevare le concentrazioni di metano, etano, etilene, propano e propilene. Per rilevare la concentrazione di CO2 è stato invece utilizzato un GC con rivelatore TCD e colonna con riempimento Hayesep, mentre le percentuali di CO e CH4 nel gas sono state rilevate con due analizzatori on-line della ADC ad infrarosso. Non sono state effettuate analisi sulla composizione del tar prodotto e la riduzione di quest’ultimo è stata dedotta dall’aumento delle concentrazioni di CO e CH4.
Ammendola et al.[22], effettuando uno studio sulla conversione catalitica del tar da pirolisi di biomassa, ha invece analizzato qualitativamente i tar condensabili per analisi in GC-FID con colonna con fenil-etil-metil-silossano come fase stazionaria. L’analisi cromatografica ha portato all’identificazione di fenoli, PAH e guaiacolo (2-metossifenolo). Per l’analisi dei gas è stato invece utilizzato un micro-GC con 4 differenti colonne e rivelatore TCD, che ha rilevato CO, CH4 e basse concentrazioni di idrocarburi leggeri (acetilene, etilene, etano, propano, propene, nC4, nC5, 1-pentene, 1-esene). Non è stata però monitorizzata la concentrazione di H2 a causa del valore della sua termo-conducibilità vicino a quello dell’elio, utilizzato come carrier.
Buchireddy et al.[23] hanno effettuato uno studio sulla rimozione catalitica di tar da syngas da gassificazione di biomasse. Al fine di quantificare i tar non convertiti in uscita dal letto catalitico è stato utilizzato un gas cromatografo con rivelatore a ionizzazione di fiamma (GC-FID), mentre per analizzare aromatici e PAH è stato utilizzato un GC con rivelatore a conducibilità termica (TCD).
Wang et al.[24] hanno confrontato il processo di pirolisi tradizionale con il processo integrato di pirolisi di carbone e reforming del metano (CRMP), utilizzando GC e GC/MS per analizzare le composizioni chimiche delle frazioni volatili di tar ottenuti in differenti atmosfere. A causa della limitazione all’utilizzo del GC, che non consente di analizzare composti con punto di ebollizione superiore a 300°C, è stata effettuata una separazione degli alto-bollenti sciogliendo il tar in diclorometano, assorbendo l’acqua con Na2SO4, filtrando e distillando la soluzione a 300°C. E’ stato quindi analizzato il distillato in un GC con colonna capillare e rivelatore FID, mentre per l’analisi qualitativa è stato utilizzato come rivelatore uno spettrometro di massa. I risultati hanno mostrato che fenolo e suoi omologhi alchil-sostituiti sono i maggiori prodotti nella frazione volatile. Per analizzare i tar alto-bollenti è stato utilizzato l’NMR, che sebbene possa fornire dati sulla struttura dei composti, non può dare informazioni accurate riguardanti la composizione, per miscele complesse come il tar. L’NMR ha comunque mostrato come i tar derivanti dal processo CRMP siano principalmente composti con sostituenti alchilici attaccati ad anelli aromatici.
Cui et al.[25] hanno stimato e quantificato la presenza di contaminanti, quali tar, composti solforati ed ammoniaca, in gas di sintesi da gassificazione di biomasse in fase vapore in un impianto pilota a letto fluido (1 kg/h). Gas permanenti sono stati analizzati mediante un gas cromatografo con rilevatore TCD che ha individuato e quantificato H2, N2, CO, CH4, CO2, C2H4 e C2H6. Un analizzatore infrarosso non dispersivo a tre canali on-line (NDIR) ha analizzato CO, CH4, CO2, mentre ossidi di azoto, sotto forma di NO, sono stati rilevati mediante analizzatore a chemiluminescenza. Per ottenere un’analisi completa sul tar è stato utilizzato un GC-MS per l’analisi qualitativa ed un GC-FID per la quantitativa dei tar leggeri, che hanno portato all’identificazione di 13 composti ≥C6 con concentrazione media di 15,5 g/m3DRY GAS (benzene, piridina, toluene, guaiacolo, fenolo, indene, naftalene, acenaftilene, fluorene, fenantrene, antracene, fluorantene e pirene). Per tar pesanti (5,3 g/m3DRY GAS) non rilevabili dal GC è stato utilizzata una tecnica gravimetrica (evaporativa a 155°C), che non fornisce però la composizione chimica. L’ammoniaca è stata rilevata per reazione con H2SO4
diluito ed analisi con elettrodo iono-selettivo (ISE), lo zolfo con un GC-SCD (sulfur chemiluminescence detector) e l’acqua con un titolatore Karl Fisher.
Alben[26] ha analizzato campioni di acque di lavaggio di carbone commerciale, al fine di determinare la quantità di PAH presenti, mediante gas cromatografia capillare accoppiata a spettrometria di massa (GC-MS), utilizzando ionizzazione chimica. I campioni di acque di lavaggio clorate hanno mostrato principalmente PAH ossigenati e alogenati.
Adegoroye et al.[27] hanno effettuato la caratterizzazione di tar rilasciati dalla gassificazione di fanghi di scarto ottenuti da trattamento di acque di scarico domestico ed industriale. Anche in questo studio è stato utilizzato un GC-FID per l’analisi di gas ed idrocarburi volatili ed un GC-MS per l’identificazione di composti aromatici ed aromatici eterociclici. Mediante analisi termogravimetrica è stata determinata la distribuzione dei punti di ebollizione, mentre le variazioni di composizione del tar con la temperatura sono state individuate mediante SEC (size exclusion chromatography). Tramite spettroscopia ultravioletta in fluorescenza è stata individuata la presenza di alte concentrazioni di sistemi aromatici polinucleari e strutture eterocicliche, all’aumento della temperatura di formazione.
GPC
Un'altra alternativa per la caratterizzazione dei tar è la cromatografia di gel permeazione (GPC). Qin et al.[28] ha utilizzato la GPC con rivelatore DAD (diode array detector) per la caratterizzazione di tar da gassificazione con aria e vapore di segatura in letto fluido. La cromatografia di gel permeazione è una tecnica efficace per l’analisi di composti ad alto peso molecolare. La colonna cromatografica per analisi in GPC e’ generalmente costituita da particelle di polistirene a granulometria differente impaccate in modo da generare una porosità controllata. Gli analiti una volta iniettati permeano le porosità della colonna a seconda del loro volume idrodinamico (generalmente correlato al peso molecolare). In funzione della frazione di porosità permeata, varierà il tempo di ritenzione. Molecole di piccole PM permeano tutta la porosità con un tempo di ritenzione lungo, mentre molecole di grandi dimensioni sono escluse dalla porosità e vengono eluite a bassi tempi di ritenzione (limite di esclusione). Per mezzo di un DAD è possibile misurare l’assorbimento ad ampio range di lunghezze d’onda simultaneamente, ottenendo informazioni spettrali per
l’identificazione di composti ignoti. Un GPC-DAD può fornire non solo informazioni su valori e distribuzione dei pesi molecolari, ma anche gli spettri UV-visibile di ogni campione.
Anche Chaiwat et al.[29] hanno utilizzato un GPC per testare delle tecniche di reforming del tar da gassificazione/pirolisi di biomasse. Il cromatografo è stato equipaggiato con un rivelatore ad indice di rifrazione (RI) per stimare le composizioni dei tar prodotti.
HPLC
Aygun et al.[30] ha sviluppato un metodo di estrazione per la determinazione di benzo(a)pirene. L’identificazione del composto viene effettuata per mezzo di HPLC (high performance liquid chromatography).
La tecnica HPLC è stata utilizzata anche da Zhang et al.[31] per la determinazione qualitativa e quantitativa di PAH in prodotti pesanti derivati di carbone e petrolio. Dopo separazione dei PAH mediante HPLC, l’identificazione qualitativa è stata effettuata mediante 4 metodi: tempo di ritenzione relativo (RRT), stop-flow-UV scanning, indice φ’ caratteristico di fluorescenza e indice V’ a diverse lunghezza d’onda UV.
FTIR
Juutilainen et al.[32] hanno testato l’attività di un catalizzatore contenente zirconio ed allumina per l’ossidazione selettiva di tar da gas di sintesi da gassificazione di biomasse. La composizione del gas è stata analizzata mediante analizzatore FTIR on-line
Han et al.[33] hanno studiato gli effetti catalitici del CaO sulla pirolisi di paglia di grano, con l’obiettivo di ridurre la presenza di CO2 nel gas prodotto. A tale scopo i test sono stati condotti accoppiando l’analisi termo gravimetrica all’analisi infrarossa in trasformata di Fourier (TG-FTIR). Gli spettri FTIR sono stati ottenuti on-line durante le prove alla termobilancia, e sono stati individuati CO2, CO, CH4, toluene, fenolo ed acido formico.
Altri
Karellas e Karl[34] hanno sviluppato un sistema di misurazione ottico basato su spettroscopia laser. Questo sistema può misurare i componenti base di un syngas (H2, CH4, CO, CO2, H2O) oltre a dare informazioni sul contenuto di tar. Presenta però il difetto di poter essere utilizzato per processi a bassa produzione di tar.
López et al.[35] hanno effettuato uno studio con l’obiettivo di ottenere informazioni sulla struttura chimica dei componenti della frazione del tar insolubile in n-eptano, ottenuto da pirolisi di pino, attraverso la rilevazione di parametri strutturali come lunghezza della catena alifatica, numero di anelli aromatici fusi e numero di sostituenti per gruppo aromatico, utilizzando tecniche analitiche convenzionali quali H NMR, VPO (vapor pressure osmometry) e CHN (analisi elementare). La maggiore frazione di tar ottenuto da pirolisi insolubile in n-eptano corrisponde ad asfalteni. Dallo studio effettuato con la suddetta strumentazione è stato possibile individuare solo delle strutture medie rappresentative.
Metodi Vantaggi Svantaggi Riferimenti GC-FID: flame
ionization detector
- Rivelatore universale previsto dal Tar protocol.
- Non rileva sostanze che non bruciano.
- Non consente di analizzare composti con punto
d’ebollizione > 300°C.
- Wang 2010: per analisi gas.
- Dabai 2010: per concentrazione metano,
etano, etilene, propano e propilene.
- Ammendola 2010: per analisi qualitativa tar
condensabili.
- Buchireddy 2010: analisi tar leggeri.
- Cui 2010: quantitativa tar leggeri.
- Adegoroye 2004: analisi gas e idrocarburi
volatili.
GC-TCD: thermal
conductivity detector
- Analisi non distruttiva. - Non consente di analizzare composti con punto
d’ebollizione > 300°C.
- Difficoltà ad analizzare gas con termo-conducibilità vicina a quella del carrier.
- Dabai 2010: per concentrazione CO2.
- Ammendola 2010: per CO, CH4 e
idrocarburi leggeri.
- Buchireddy 2010: analisi aromatici e PAH.
- Cui 2010: per gas permanenti ed idrocarburi
leggeri.
GC-MS: rivelatore
a spettrometria di massa
- Dà indicazioni sulla struttura delle sostanze eluite.
- Cui 2010: qualitativa tar leggeri.
- Alben: analisi PAH
- Adegoroye 2004: identificazione di
composti aromatici ed aromatici eterociclici
- Wang 2010: per analisi qualitativa frazioni
volatili
GPC-DAD:
cromatografia di gel permeazione con diode array detector
- Tecnologia d’analisi efficace per composti ad alto PM.
- Fornisce info su distribuzione dei PM e spettri UV-visibile.
- Qin 2010
- Chaiwat 2010: GPC con rivelatore ad indice
HPLC - Utile per analisi qualitativa e quantitativa di PAH.
- Zhang 2007: analisi quantitativa e
qualitativa di PAH.
- Aygun 1996: per determinazione
benzo(a)pirene
FTIR - Accoppiabile a GC ed a TG.
- Alta potenzialità nell’analisi qualitativa.
- Fornisce informazioni
specifiche per il riconoscimento di molecole incognite
- Sfavorita l’applicazione nell’analisi quantitativa.
- Juutilainen 2006: FTIR on-line per analisi
gas.
- Han 2010: TG-FTIR per individuare gas.
Spettroscopia laser
- Per analisi gas - Utilizzabile solo per processi a bassa produzione di tar
- Sviluppata da Karellas e Karl 2007
NMR - Dà informazioni sulla struttura dei composti.
- Applicabile a frazioni di tar alto-bollenti.
- Non da informazioni sulla composizione.
- E’ possibile ottenere solo strutture rappresentative per miscele complesse come il tar
- Wang 2010: per tar alto-bollenti
- López 2010: analisi su frazione tar insolubile
in n-eptano.
CHN - Fornisce analisi elementare di un campione (C, H, N, S, O)
- Non è possibile conoscere identità e composizione dei composti analizzati.