CAPITOLO 1: Introduzione
1.1 Considerazioni iniziali
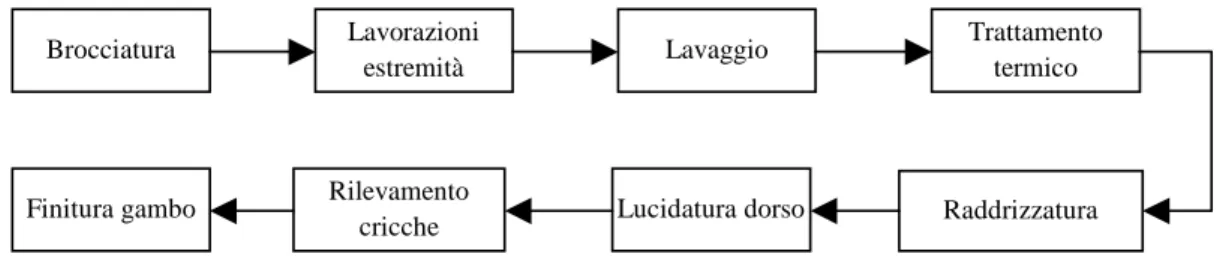
Il presente studio si propone di analizzare il processo di tempra e di ottimizzare il rendimento della cella produttiva delle cremagliere “deep hardened” prodotte nello stabilimento di “TRW Italia” situato a Livorno. Tali cremagliere sono utilizzate nel sistema sterzante delle autovetture “Fiat Punto” ed “Opel Corsa”. La lavorazione di questo particolare si articola nelle seguenti fasi:
Brocciatura Lavorazioni estremità Lavaggio Trattamento termico Raddrizzatura Lucidatura dorso Rilevamento cricche Finitura gambo
La cremagliera deve subire un trattamento di tempra profonda che interessi completamente il dente e penetri di circa 1 mm al di sotto della zona di “fondo gola” [fig.1.1].
Figura 1.1: Limiti specifica materiale temprato
Il cliente ha richiesto a TRW un prodotto con queste caratteristiche, poiché il sistema di asservimento che interviene durante la sterzata del veicolo è di tipo elettro meccanico (motoriduttore controllato elettronicamente a monte del pignone). Questa soluzione di asservimento comporta elevate sollecitazioni sui denti della cremagliera: tutto il carico sterzante si scarica sulla dentatura che, pertanto, deve subire un trattamento di tempra profonda.
Questa soluzione di asservimento, inoltre, impone limiti di specifica del prodotto più restrittivi rispetto a quelli delle cremagliere utilizzate nei sistemi di guida idraulica. Rispettare tali limiti risulta particolarmente difficile a causa delle deformazioni generate nel trattamento termico.
La distorsione viene corretta nella fase di raddrizzatura, fase del processo che, nella produzione pre-serie, ha fatto registrare un tempo ciclo più alto rispetto alle altre operazioni e, pertanto, rappresenta il “collo di bottiglia” della cella produttiva.
La produzione di serie di una cremagliera con queste caratteristiche rappresenta una novità per lo stabilimento di Livorno e, per tale motivo, l’azienda ha deciso di dedicarvi un progetto di miglioramento, applicando la metodologia denominata Six Sigma.
Nello stabilimento di Livorno il trattamento di tempra della dentatura è realizzato in due modi: • tempra induttiva,
• tempra resistiva.
Sono state effettuate delle prove dalle quali è emerso che, per rispettare le specifiche di progetto, questo tipo di tempra dovrà essere effettuato nel forno resistivo, poiché i forni induttivi di cui dispone l’azienda non permettono di realizzare trattamenti di tempra che interessino una porzione così estesa di materiale.
Il trattamento resistivo ha evidenziato deformazioni più forti rispetto a quello induttivo; si presume che questo effetto sia dovuto alle seguenti cause:
• riscaldamento localizzato,
• geometria della parte temprata non simmetrica (nel trattamento ad induzione si tempra sia la dentatura, che il dorso della cremagliera),
• raffreddamento non uniforme, • cambiamento di fase del materiale.
Da uno studio dello stato dell’arte dei sistemi di tempra industriali, è emersa una pubblicistica scarsa e molto generica, che rende difficile sviluppare un modello teorico capace di prevedere il comportamento del pezzo durante il trattamento termico.
In particolar modo, per il riscaldamento induttivo si trovano esempi molto semplici:
• barre cilindriche riscaldate con una bobina percorsa da corrente che “scannerizza” la superficie da temprare,
• piastre piane riscaldate con induttori piani (“pancake”).
Reperire informazioni sul riscaldamento resistivo è stato ancora più difficile: si tratta, infatti, di un processo che è impiegato, principalmente, nei trattamenti termici di tempra superficiale e che permette di raggiungere un grado di automazione inferiore rispetto a quello induttivo, risultando, pertanto, meno diffuso.
Poiché i fenomeni in gioco durante il trattamento termico sono molteplici, per effettuare una simulazione accurata della deformazione della cremagliera, si dovrebbe realizzare un modello agli elementi finiti.
Questa possibilità è stata scartata poiché esula dagli obiettivi di questo studio: un modello comportamentale molto dettagliato necessita di un nuovo progetto, pertanto, l’azienda si riserva la possibilità di perseguire questa “strada” in futuro.
1.2 Materiale della cremagliera
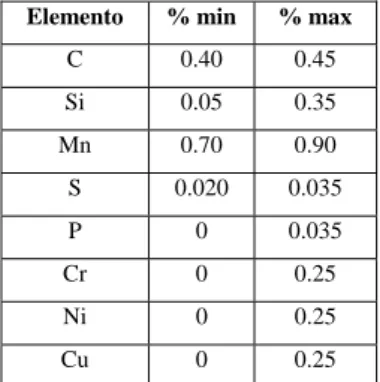
La cremagliera è realizzata con C43, un acciaio al carbonio non legato, adatto alla tempra ad induzione o resistiva.
La composizione chimica è la seguente [tab.1.1]:
Elemento % min % max
C 0.40 0.45 Si 0.05 0.35 Mn 0.70 0.90 S 0.020 0.035 P 0 0.035 Cr 0 0.25 Ni 0 0.25 Cu 0 0.25
Tabella 1.1: Composizione del “C43”
Molti degli elementi presenti all’interno dell’acciaio vi vengono inseriti volontariamente per aumentarne alcune caratteristiche meccaniche o favorire la formazione di alcuni composti, altri elementi sono delle impurezze potenzialmente dannose, la cui quantità deve essere tenuta sotto controllo.
Effetto degli elementi presenti nel materiale della cremagliera:
• “S” e “P” sono impurezze tollerate se presenti in piccola quantità, in generale si consiglia di non superare lo 0.3%.
“S” allo stato atomico tende a concentrarsi sul bordo dei grani: se la struttura è costituita da grani di grandi dimensioni, la presenza di questo elemento riduce sensibilmente la resistenza meccanica del materiale.
“S”, inoltre, può combinarsi con “Fe” dando origine ad un eutettico basso fondente che può causare fusioni localizzate nelle lavorazioni a caldo (fragilità a caldo).
Se “P” non supera lo 0.03% è ben tollerato dal materiale perché questa è la sua massima solubilità nel Fe-α, la sua presenza è benefica perché crea delle tensioni elastiche che
Al di sopra di questo valore l’effetto del rafforzamento è troppo marcato ed il materiale perde tenacità (fragilità a freddo).
• “Mn” è un elemento normalmente aggiunto nella lega per il suo effetto desolforante: avendo con “S” una maggior affinità rispetto al “Fe”, si lega con tale elemento, e forma “MnS”. Questo solfuro è molto deformabile e, in seguito a lavorazioni di deformazione plastica come la trafilatura, tende ad assumere una forma allungata che conferisce al materiale anisotropia e fragilità trasversale (effetto di intaglio): esso, pertanto, non deve superare il valore dell’1%.
• “Si” reagisce con “O”, generando ossidi fini con alta temperatura di fusione: se si riesce ad ottenere una struttura in cui questi ossidi sono finimenti dispersi, la resistenza del materiale aumenta. Generalmente si consiglia un valore di 0.35%
• Gli altri elementi presenti nel materiale possono essere distinti tra quelli che favoriscono la formazione di Fe-α (ferritizzanti) e quelli che favoriscono la formazione di Fe-γ (austenitizzanti).
“Ni”, “Cu” e “Mn” sono elementi austenitizzanti. “Cr” è un elemento ferritizzante.
In generale, la temperatura di passaggio in campo austenitico (ed in particolar modo la temperatura dell’eutettoide) si abbassa se sono presenti elementi austenitizzanti.
Le caratteristiche chimico-fisiche del materiale influenzano direttamente le curve di Bain: esse, pertanto, hanno un’importanza rilevante nella messa a punto del trattamento termico.
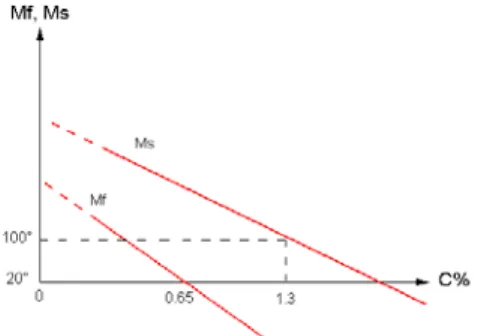
Figura 1.2: Effetto del Carbonio su “Ms” e “Mf”
• La percentuale di carbonio influenza “Ms” e “Mf” (rispettivamente: temperatura d’inizio e temperatura di fine della trasformazione martensitica) e la distanza delle curve CCT dall’asse delle ordinate.
In particolare,se C% aumenta: 1. “Mf” e “Ms” decrescono,
Dal grafico di fig.1.2 si evince che:
Se C%>0.65, la trasformazione martensitica non può completarsi a temperatura ambiente. Con poco Carbonio non si può avere struttura martensitica (l’andamento tratteggiato è teorico).
• Aumentando gli elementi di lega:
1. le curve di Bain si spostano a destra, 2. “Mf” e “Ms” si abbassano.
• Se il diametro del grano cresce o aumenta la temperatura di austenitizzazione le curve CCT si spostano a destra.
Le curve di Bain si possono ricavare, sia sperimentalmente, sia con relazioni analitiche in funzione della composizione del materiale.
In letteratura si trovano molte formule per determinare “Ms” e “Mf”; in particolare, per il materiale della cremagliera è possibile estrapolare i seguenti dati:
• Ms = 521 – 353(%C) – 225(%Si) – 24.3(%Mn) – 27.4(%NI) – 17.7(%Cr) – 25.8(%Mo) Ms = 297°C
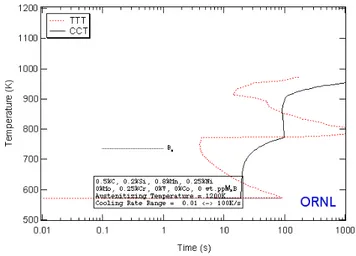
• Curva di Bain [fig.1.3] dedotta dalla composizione del materiale:
Figura 1.3: Curva di Bain del C43
La composizione del materiale della cremagliera non può essere cambiata: è un vincolo di progetto stabilito da TRW insieme al cliente.
Se necessario, è possibile regolare il tempo di riscaldo, per ottenere dei grani di austenite di dimensioni tali da favorire la formazione di una struttura martensitica dalle elevate proprietà meccaniche.