Capitolo 2 - Ruote coniche e tipi di
danneggiamento
2.1 Introduzione
Questo capitolo ha la funzione di dare al lettore una panoramica relativa al mondo degli ingranaggi conici ad assi concorrenti; partendo da una distinzione in base alle caratteristiche geometriche, si passa a descriverne la terminologia e successivamente i danneggiamenti che si possono riscontrare.
Fig 2.1
Lo standard di riferimento per applicazioni aeronautiche sono le ANSI/AGMA 2005-C96 [1] relativamente alla nomenclatura e le ANSI/AGMA 1010-E95 [2] per quanto riguarda le terminologie del danneggiamento, entrambe sono le ultime versioni pubblicate per quanto riguarda le ruote coniche ad assi concorrenti, un’integrazione di quanto non presente negli standards appena citati è ottenuta dal Dudley’s gear handbook seconda edizione [3].
2.2 Classificazione ruote coniche
Le ruote coniche ad assi incidenti sono individuate molto chiaramente dal termine inglese
bevel , un unico vocabolo, internazionalmente riconosciuto che permette di capire
immediatamente di cosa si parla.
Data la complessità geometrica è necessario riferirsi a due sezioni delle ruote su cui verrà descritta la nomenclatura: la prima è relativa al piano assiale individuato dall’asse a da una generatrice del cono primitivo (fig. 2.2) e la seconda è la sezione principale, individuata dalla sezione ortogonale a una generatrice del cono stesso (fig. 2.3).
Di seguito si riporta una descrizione delle quantità più significative indicate in fig. 2.2 basata sulla pubblicazione [1]:
A Back angle Angolo compreso fra un piano perpendicolare all’asse del cono primitivo ed una generatrice del back cone
D Clearance Distanza tra la circonferenza di testa e di piede delle ruote coniugate G Dedendum angle Angolo tra una generatrice del cono primitivo e del cono di piede I Face width Larghezza del fianco del dente
K Mean cone distance Distanza del punto medio del fianco del dente, misurato sulla generatrice del cono primitivo, dal vertice del cono stesso
M Mounting distance Distanza del vertice del cono primitivo all’estremità posteriore della ruota
O Outside diameter Massima distanza del dente dall’asse P Pitch angle Angolo di semiapertura del cono primitivo U Shaft angle angolo tra gli assi delle ruote coniugate
V Equivalent pitch radius Raggio della ruota cilindrica coniugata
Nella figura 2.3 risulta di visualizzazione immediata la nomenclatura.
Fig. 2.3
Risulta notevole ricordare al lettore che nella compilazione degli standards a cui abbiamo fatto riferimento, partecipano anche le ditte costruttrici che inevitabilmente dettano le linee
guida. La più famosa produttrice risulta essere la Gleason che infatti e’ presente con ben cinque società tra i membri dell’AGMA.
Vediamo ora come si distinguono le diverse tipologie di ruote coniche ad assi concorrenti:
2.2.1 – Denti dritti
Come si può intuire dal nome questa tipologia di ruote è la più semplice, il contatto avviene partendo dall’esterno del fianco progredendo verso la radice e la forma del dente, come anticipato dal nome, è dritta cioè le sezioni ortogonali all’asse generano figure omotetiche. Queste ruote possono essere utilizzate con velocità periferiche fino a 5 m/s e in condizioni in cui la fluidità del moto e la silenziosità non sono specifiche di progetto, proprio la forma dritta dei denti fa si che l’ingranamento sia brusco.
Fig. 2.4
2.2.2 – Zerol
TM(Gleason)
Questa categoria di ruote ha la forma del dente curva, la particolarità consiste nel fatto che la tangente lungo il fianco varia da positiva a negativa e nel punto medio assume il valore nullo così da produrre la stessa spinta assiale degli ingranaggi dritti e avere lo stesso tipo di montaggio e caratteristiche operative.
Fig. 2.5
Le Zerol si utilizzano per avere un contatto più graduale e conseguente silenziosità, le velocità periferiche ammissibili raggiungono i 40 m/s .
2.2.3 – Spiroidali
Sono quella categoria di ruote coniche con angolo di spirale, il contatto è simile alle ruote a denti dritti, ma la sovrapposizione di denti ingrananti permette un contatto più graduale anche rispetto alle Zerol; notevole importanza di ciò risulta nell’utilizzo a velocità elevate dove rumore e vibrazioni sono ridotte, in special modo nelle versioni con buona finitura superficiale.
Fig. 2.6
In virtù delle caratteristiche appena descritte questo tipo di ingranaggio viene usato in applicazioni ad elevate prestazioni come gli impieghi aeronautici per esempio nelle scatole di trasmissione di elicotteri che necessitano di portare il moto dall’asse orizzontale della turbina a quello verticale del motore.
2.3 Classificazione danneggiamento
Notevole importanza è data alla previsione di rotture degli ingranaggi, la conoscenza dei modi in cui può avvenire permette di prevenirle. Verrano ora descritti i modi di danneggiamento secondo quanto specificato da [2] :
2.3.1 – Usura
Il fenomeno dell’usura accade essenzialmente quando il lubrificante presente tra i denti a contatto non è sufficiente a prevenire il contatto delle superfici. Deformazioni del dente, detriti dovuti a schegge, residui di ossidi o elementi estranei aggravano questo fenomeno interponendosi tra le superfici a contatto.
La quantità di danno provocato dall’usura dipende da molti fattori, i più significativi sono lo spessore di film lubrificante, la rugosità dei fianchi del dente e il grado di contaminazione del lubrificante stesso.
Generalmente per velocità moderate i segni si manifestano come linee di usura dopo migliaia di ore di funzionamento anche se più facilmente appaiono in ruote non indurite.
Un’attenzione più accurata permette di distinguere fenomeni definiti come usura: Lucidatura
È un fenomeno che accade quando in ruote a bassa velocità il lubrificante viene fatto lavorare ai limiti del campo di esercizio, si manifesta con superfici degli ingranaggi lucidati a specchio; generalmente non porta a rottura essendo un fenomeno a bassa velocità di usura anche se particolare attenzione deve essere fatta nel caso che le proprietà del lubrificante oltrepassino il limite di lavoro.
Usura Moderata
La principale causa è l’insufficiente spessore di film lubrificante, questa situazione generalmente si verifica su ruote di modesta durezza operanti a bassa velocità. Un incremento di viscosità o una diminuzione della temperatura dell’olio riducono l’entità dell’usura come pure un trattamento superficiale di finitura o una diversa forma della geometria del profilo. Questo fenomeno si manifesta come rimozione di materiale quanto più ci si allontana dalla linea di contatto (pitchline) in particolare nel dedendum, questo a causa dello strisciamento che è maggiore quanto più ci si allontana dal punto di rotolamento puro.
A questo stadio l’usura non è un fenomeno preoccupante, ma è necessario intervenire affinché venga arrestato; se invece, nonostante l’intervento correttivo, l’usura prosegue dal punto in cui ha avuto origine è necessario sostituire la ruota
Usura Eccessiva
Se l’usura moderata non viene individuata o corrette le cause che la provocano, si giunge a situazioni catastrofiche quali rottura del dente a flessione, avanzamento delle cricche originate dalle scheggiature, danni al profilo dovuti a elevati carichi dinamici o, come più comunemente accade, a una combinazione di queste situazioni.
Questa condizione è generalmente visibile in ingranaggi sottoposti a carichi leggeri con insufficiente spessore del film lubrificante.
Le ruote ad uno stadio avanzato di usura appaiono con uno scheggiamento esteso a gran parte delle superfici dei denti.
Abrasioni
Questo fenomeno accade quando particelle più dure della superficie dei denti e più grosse delle dimensioni del meato sono presenti nel lubrificante; l’azione che compiono e’ quella di scavare il fianco durante lo strisciamento delle superfici di contatto delle ruote.
Dobbiamo porre attenzione nei casi in cui rotture avvengono nella macchina in cui lavorano le ruote, infatti residui causati dai cedimenti degli altri componenti possono inquinare il lubrificante, e nel caso vengano eseguite riparazioni “on site” .
L’abrasione si presenta con una parte dello spessore del dente portata via e con un accumulo di materiale alla sommità del dente, che non viene interessata da questo fenomeno.
Possibili soluzioni atte a
limitare questo fenomeno consistono in
un sistema di filtraggio e monitoraggio dei residui nel lubrificante e nella progettazione di coppe dell’olio che permettano ai detriti di depositarsi in modo da essere individuati ed eliminati. Fig. 2.7
Corrosione
La corrosione è dovuta a vari fattori quali il degrado dell’ olio per alte pressioni che spesso contiene solfuri (EP gear oil come da [2] ), contaminazione da fonti esterne, o contaminazioni già presenti sulle ruote o componenti della macchina.
Questo fenomeno agisce in due modi: danneggia la finitura superficiale e riduce la superficie di contatto innalzando i carichi a cui è soggetta la superficie rimanente, entrambi causano un aumento dell’usura.
È possibile porre rimedio o prevenire la corrosione in vari modi quali monitorizzare i lubrificanti, porre attenzione alla formazione di ossidi nei trattamenti superficiali,sigillare le gear box affinché l’ambiente esterno non inquini gli organi; infatti anche ambienti apparentemente innocui possono essere dannosi per il solo fatto che l’olio tende ad essere igroscopico e quindi a rilasciare acqua soprattutto quando la temperatura è alta.
Anche lunghi periodi d’inattività possono causare fenomeni di corrosione.
2.3.2 – Grippaggio
Nel riferimento AGMA si parla di scuffing la cui trduzione può essere contemplata in grippaggio, la forma denominata scoring e spesso usata dai maggiori produttori di ingranaggi è considerata da “non preferire”.
Scuffing
Questo fenomeno è dovuto a una combinazione di fattori quali il carico, la velocità di strisciamento e la temperatura del lubrificante.La situazione che si viene a creare è data dal contatto tra le superfici metalliche delle ruote a causa della scomparsa dell’olio normalmente
presente nell’ingranamento; questo in condizioni di alta pressione di contatto ed elevate temperature provoca delle saldature tra le asperità delle due ruote che vengono successivamente rotte dalla continuazione del moto.una condizione classica in cui avviene sono le ruote operanti con olio sintetico a bassa viscosità.
Lo scuffing non è però un fenomeno dovuto a fatica perché generalmente si presenta nei primi trenta minuti di lavoro a certe condizioni specifiche, che possono avvenire all’inizio della vita di un ingranaggio o nelle appena variate condizioni operative. Per questo motivo ruote operanti ad alti carichi e velocità vengono ispezionate visivamente dopo circa mezz’ora di lavoro a massime condizioni di regime. Se non identificato però lo scoring porta a degenerazioni tipiche di un fenomeno affaticante, portando il dente a rottura.
Scuffing e comportamenti simili sono individuati da nomenclature quali frosting e scoring e data la mancanza di una convenzione universalmente riconosciuta questi fenomeni possono essere confusi tra loro, perciò R. Drago [4] distingue scuffing in gradi di intensità e modalità (light, moderate, destructive e localized) e frosting dandone descrizione univoca.
Frosting
Quando le microsaldature e conseguenti rotture si presentano sull’estremità della superficie dei denti senza provocare ulteriori danneggiamenti siamo in presenza di frosting; l’aspetto risulta come cristalli di ghiaccio da cui il nome. Una distinzione ulteriore dallo scuffing consiste nell’assenza di solchi in direzione dello strisciamento.
Se il fenomeno è poco pronunciato le ruote possono lavorare per lungo tempo senza che si manifestino danneggiamenti che compromettono il funzionamento.
Una migliore finitura della superficie può ovviare a questo problema e, nel caso si sia manifestato, una lucidatura risolve la situazione. Ulteriori rimedi sono la riduzione della velocità di rotazione e l’abbassamento della temperatura del lubrificante. Naturalmente ispezioni attente ad individuare graffiature al bordo dei denti sono un buon metodo preventivo.
Avendo descritto il frosting si vuole precisare che in esso si include il fenomeno del “grey-staining” che nonostante il diverso nome appare con le stesse modalità e nelle stesse condizioni operative.
Light
Si presenta come graffiature sul fianco del dente lungo la direzione di strisciamento, in alcuni casi si può avere una regressione del danneggiamento e su ruote coniche cui si è notato che se l’estensione è localizzata alla fine della linea di contatto ideale, il danneggiamento non progredisce durante la vita dell’ingranaggio.
Cause del fenomeno possono essere dovute al contatto che idealmente va oltre la sommità del dente.
Nonostante sia difficile che il light scoring progredisca è consigliata l’operazione di lucidatura dei denti.
Moderate
Nel caso in cui il light scoring non migliori (spontaneamente o corretto) avviene un incremento della superficie danneggiata del dente.
Una delle cause può essere il disallineamento tra le ruote.
L’intervento tramite la lucidatura manuale ripristina le condizioni di piena operatività. Destructive
Proseguendo nel fenomeno dello scuffing si arriva alla versione più gravosa che porta alla rottura essendo ridotta la superficie di strisciamento che provoca una disuniformità dei carichi trasmessi.
Prima di arrivare a rottura si manifesta una maggiore rumorosità e comparsa di pitting e spalling.
Localized
Disallineamenti, svergolamenti dovuti a torsioni e imperfezioni locali portano a una disuniformità di carico che producono uno scuffing localizzato. In questa condizione carichi e velocità elevate producono effetti catastrofici. Nel caso in cui il fenomeno non sia troppo diffuso e la superficie è capace di sopportare l’intero carico, una volta eliminate le cause che producono questo fenomeno, l’ingranaggio può continuare a lavorare senza pericolo di rotture.
2.3.3 – Deformazione plastica
Elevati carichi e, generalmente ma non sempre, basse velocità di rotazione possono causare scorrimenti plastici del materiale che pur non essendo un fenomeno affaticante, progredisce nel tempo nel tempo portando a rotture.
Deformazione a freddo (Cold flow) Si manifesta in ruote di media durezza con adeguata lubrificazione, ma con alti valori di strisciamento ed elevati carichi.
In queste condizioni il materiale sulla superficie del dente può cedere e avvenire lo scorrimento a causa delle componenti frizionali.
Fig. 2.9
Se lasciato progredire il profilo viene distrutto portando a vistosi scheggiamenti.
La superficie del dente risulta lucente senza mostrare un apprezzabile spostamento di materiale se non a stadi avanzati.
Aumentare la durezza del materiale o la riduzione della densità di carico riducono l’ accadimento del fenomeno.
Deformazione a caldo (Hot flow)
Temperature elevate riducono durezza e resistenza dei materiali, in queste condizioni sono facilitati gli scorrimenti plastici che si presentano una superficie scura (blu o giallastra a secondo delle temperature).
Usualmente la causa è la mancata o insufficiente lubrificazione e il danno si manifesta in zone estensive e può avvenire in un breve periodo di tempo.
Nel caso di ruote operanti ad alta velocità e grossi carichi quali i sistemi aeronautici questo tipo di danneggiamento avviene in pochi minuti se la lubrificazione e’ assente, mentre nel caso la mancanza sia parziale il fenomeno impiega ore , fatto di vitale importanza su un velivolo.
Rippling
È un tipo di scorrimento plastico a freddo che si verifica su ruote operanti a bassa velocità con insufficiente film di lubrificante.
La causa dell’increspamento della superficie è dovuta alla deformazione plastica del materiale sottoposto a sforzi elevati di strisciamento.Si manifesta con una forma di lisca di pesce ortogonalmente alla direzione di strisciamento.
Nonostante il fenomeno sia progressivo può avvenire un indurimento che rallenta l’azione usurante.
Si pone rimedio aumentando la viscosità dell’olio o usando materiali di maggior durezza, eventualmente riprogettando ruote più grandi.
Ridging
Anche questo fenomeno è uno scorrimento plastico a freddo, ma differentemente dal rippling, si presenta con picchi e valli di materiale spostato in direzione parallela allo strisciamento; generalmente dovuto a basse velocità di scorrimento plastico e alte velocità di strisciamento. Si verificano casi in ingranaggi a vite senza fine e in ruote ipoidali.
La presenza di detriti nel lubrificante aggrava il fenomeno anche se il fenomeno è dovuto a scorrimento plastico.
Un maggior spessore del meato tende a migliorare questa situazione, nel caso di ingranaggi senza un sistema di lubrificazione forzata si previene il ridging cambiando frequentemente l’olio soprattutto prevenendo la circolazione di detriti.
2.3.4 – Fatica di contatto
Interferenza
Questo fenomeno può dar corso a rotture, numerose sono le cause che portano i denti ad avere un contatto di non corretto strisciamento; tra esse vi è la rotazione attorno a centri non fissi, la forma dell’evolvente troppo corta che non si estende per tutto il profilo di tangenza, deformazioni termiche e modificazioni del profilo dovute a varie cause.
Generalmente il danneggiamento è progressivo, ma in alcuni casi il ripristino delle condizioni corrette ne bloccano l’avanzamento.
Il metodo migliore per evitare il problema consiste in un’attenta progettazione soprattutto dei particolari.
In caso sia necessario ripristinare il funzionamento dell’ingranaggio si può attenuare il fenomeno smussando il bordo del dente che causa il danneggiamento con una mola.
Fatica superficiale
Il fianco del dente nella sua vita subisce carichi ripetitivi che portano al fenomeno della fatica che, relativamente alla superficie, si distingue in pitting e spalling a sua volta distinti per ordine di gravità.
Generalmente agli stadi iniziali non si verificano rotture ed è possibile lavorare anche con ingranaggi così danneggiati per diverso tempo, ma vengono prodotti molti frammenti dannosi. Fortunatamente la quantità di residui dispersi può essere monitorata per rendersi conto dell’avanzamento del fenomeno.
Nonostante venga dato il nome “rotture per fatica superficiale” questi danni non si originano dalla superficie, ma a una certa profondità sottostante, questo perché la superficie è danneggiata dall’avanzamento del fenomeno affaticante.
Fig. 2.10 Initial pitting
Con questo termine si identificano piccole cavità formatesi in prossimità della circonferenza primitiva o delle estremità del dente a causa di concentrazioni di carico.In ruote di bassa e media durezza superficiale il fenomeno può regredire: le cavità vengono appianate per deformazione plastica e l’ingranaggio riesce a terminare “indenne” la propria vita.
Se il fenomeno è esteso a una zona più ampia può accadere che le cavità si uniscano portando ad una successiva rottura, similmente accade quando al pitting si associano altri tipi di danneggiamento quali lo scoring .
Nel caso che i carichi siano elevati, soprattutto con elevate durezze del materiale, anche allo stato iniziale il pitting può essere critico.
Destructive pitting
Questo danneggiamento, che porta a rottura, avviene quando il pitting iniziale non regredisce e la capacità a fatica del materiale viene superata. Ciò avviene quando viene applicato un momento torcente troppo elevato o a un carico mal distribuito.
Un miglioramento può essere ottenuto distribuendo maggiormente il trasferimento di carico e utilizzando maggiori durezze superficiali; si deve fare attenzione ai trattamenti di indurimento che possono creare distorsioni geometriche compromettendo il funzionamento della ruota. Il fenomeno generalmente si evolve in maniera relativamente lenta producendo grandi quantità di detriti prima di portare a rottura.
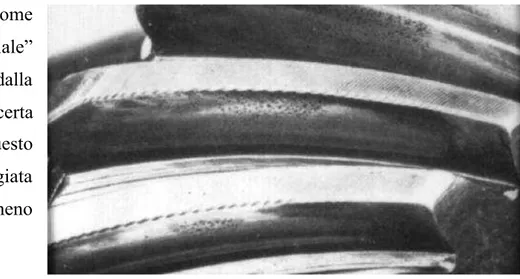
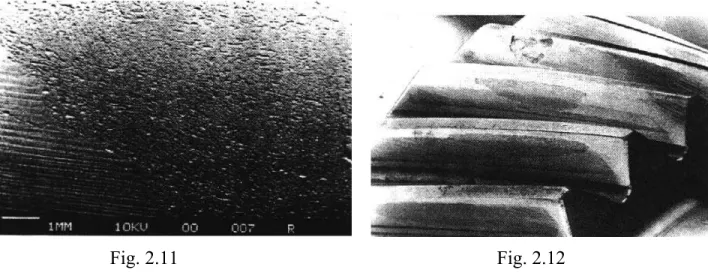
Micropitting
Quando il fenomeno del pitting appare come un’ area di colore grigio opaco e a un’analisi microscopica manifesta cavità di dimensione inferiore ai 20 micron possiamo parlare di micropitting, più frequentemente accade su superfici indurite e localmente è ritrovabile in diverse posizione del profilo attivo del dente.
Fig. 2.11 Fig. 2.12
Spalling
Le cause sono la presenza di alte tensioni superficiali combinate con alte velocità di strisciamento .
In condizioni di puro rotolamento il danneggiamento si origina sotto la superficie dove gli sforzi di taglio indotti dal carico superano il limite del materiale, che può essere ridotto a causa di difetti presenti nel reticolo; in questo caso si manifestano cavità rotonde.
Se aumenta la percentuale di strisciamento l’origine del danno si sposta verso la superficie causa un diverso stato tensionale che, in stadi avanzati, porta ad uno stato simile al pitting distruttivo dove le cavità si sono allargate e unite creando grosse schegge.
Facilmente lo spalling si confonde con il pitting soprattutto agli stadi finali, mentre in origine si nota la rottura sottoforma di ventaglio in direzione dello strisciamento che contraddistingue il fenomeno.
L’effetto dello spalling può essere alleviato riducendone le cause, quindi riducendo lo strisciamento tramite una diminuzione della trazione motrice (traslando il profilo) o dell’attrito (migliorando la superficie o cambiando lubrificante).
Generalmente si osserva su ruote indurite e, nei casi estremi, l’unica soluzione è cambiare la dimensione della ruota.
Case crushing
Può essere simile al pitting distruttivo soprattutto per la formazione di grosse schegge che si staccano dalla superficie, ma le cause sono diverse; l’origine della rottura e’ in genere profonda ed è dovuta alla variazione del taglio e della resistenza a taglio del materiale che si ha passando dalla superficie agli strati più interni della ruota. Da ciò si capisce che non è il massimo sforzo di taglio a causare la rottura, ma è il valore del taglio relativo alla differente resistenza del materiale che si trova nei vari strati della ruota.
Il fenomeno si manifesta generalmente in maniera improvvisa originandosi in profondità senza dare avvisaglie in superficie. Negli ingranaggi con superficie indurita è maggiore la probabilità di case crushing essendo elevato il gradiente di resistenza appena sotto la superficie e non essendo così il gradiente del taglio.
La prevenzione consiste nel determinare come lo sforzo di taglio varia con la profondità in relazione alla resistenza del materiale nei punti considerati.
Avendo caratteristiche simili è bene descrivere schematicamente le differenze tra il pitting/spalling (simili negli stati terminali) e il case crushing:
Pitting/spalling Case crushing
Apparenza Superficiale Gobbe e sporgenze
Modo di accadimento Graduale Improvviso
Forma generale Circolare / a V Sgorbi longitudinali Distribuzione / diffusione Su molti denti Uno o due denti Direzione della cricca
superficiale
Angolo acuto alla superficie Ortogonale alla superficie
Tabella 2.11
2.3.5 – Fessurazione
La presenza di fessure è un fenomeno dovuto a vari motivi, di seguito se ne individuano i principali:
oltre le fessure originatesi per le sollecitazioni a flessione nei raccordi alla radice, si possono ritrovare altrove quelle dovute a stress meccanici e termici, o a difetti nei materiali e lavorazioni.
I trattamenti termici possono causare delle fessure approssimativamente lineari partenti dalla superfice verso l’interno. Quando sono visibili fessure multiple e parallele dobbiamo riferirci a lavorazioni di rettifica che hanno causatosurriscaldamenti localizzati. Similmente alle fessure dovute a flessione sono quelle dovute agli effetti del bordo del dente che hanno la particolarità di avere direzione radiale. Infine l’origine di fessure può essere causata dalla separazione di strati più interni a causa di trattamenti superficiali di indurimento.
2.3.6 – Fratture
Generalmente il sovraccarico dei denti provoca delle fratture che possono essere distinte in vari modi a seconda del comportamento della fessura che porta alla rottura; principalmente si distingue in :
· frattura fragile; · frattura duttile; · modalità mista.
La frattura fragile è caratterizzata da una rapida propagazione della fessura senza apprezzabili deformazioni plastiche e appare granulosa e brillante, generalmente è piana e la direzione è ortogonale alla massima tensione di trazione.
La frattura duttile è invece distinta da grosse deformazioni plastiche che rendono la superficie fibrosa e di colore grigio opaca ; l’orientamento puo’ essere in direzione della massima tensione di trazione oppure diversamente orientata, mentre al bordo è presente un labbro rialzato che si estende lungo il fianco del dente non lavorante.
Il modo misto di rottura si presenta in zone localizzate e la superficie ha caratteristiche comuni ai due modi fin qui descritti, questo perché la propagazione della fessura è dovuta a diverse modalità.
2.3.6 – Fatica a flessione
La fatica è un fenomeno progressivo che può essere composto da tre fasi: · Innesco
· Propagazione · Rottura
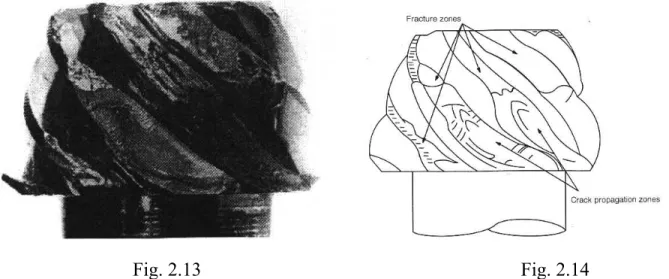
I cicli affaticanti sono concentrati essenzialmente nelle prime due fasi finchè la fessura arriva ad una dimensione critica dalla quale si passa rapidamente alla frattura, che può essere dei tipi sopra descritti. Durante la prima fase il picco di tensione dovuta alla flessione è minore della tensione di snervamento quindi non avviene snervamento del dente, ma si accumulano tensioni nelle aree a maggior discontinuità geometrica, i cicli di carico che sisusseguono provocano lo scorrimento dei piani in prossimità della superficie dove generalmente le tensioni sono più elevate finchè non si originano microfessure.La direzione di propagazione segue i piani di massima tensione di taglio.
Fig. 2.13 Fig. 2.14
Nella fase di propagazione le fessure si accrescono in direzione approssimativamente perpendicolare alla massima tensione di trazione, le deformazioni plastiche invece rimangono confinate ai bordi della fessura facendo apparire le superfici lisce .
Nel caso che le fessure si propaghino in maniera intermittente si possono riscontrare a livello macroscopico le cosiddette “beach marks” che corrispondono al fronte dove è avvenuto l’arresto.
I fenomeni di fatica dovuti a flessione possono essere distinti secondo quanti cicli portano a rottura, infatti si può distinguere un basso numero di cicli caratterizzato da scorrimenti plastici macroscopici da un elevato numero di cicli in cui le tensioni di ogli applicazione del carico sono inferiori alla tensione di snervamento; questo è il caso più comune e nella storia della propagazione più tempo è trascorso nella fase iniziale di innesco della cricca.
Generalmente la fessura parte dal raggio di raccordo del di radice sottoposto a trazione anche se difetti possono far nascere le cricche in punti diversi.