Capitolo 2 – Fenomeni di danneggiamento delle ruote dentate
Capitolo 2
Fenomeni di danneggiamento delle ruote
dentate
2.1 Introduzione
Nel presente capitolo sono presentati i vari tipi di danneggiamento degli ingranaggi relativi ai fenomeni di fatica per flessione alternata, usura, grippaggio parziale e per fatica superficiale.
In particolare vengono evidenziate le modalità con le quali tali fenomeni si manifestano, le caratteristiche e gli effetti principali sul funzionamento delle ruote dentate. Inoltre sono descritte le cause dei meccanismi di danneggiamento, le condizioni di funzionamento nelle quali si possono verificare e i parametri di progetto che influenzano maggiormente il comportamento degli ingranaggi in relazione ai suddetti fenomeni.
Un attenzione particolare è rivolta al fenomeno del danneggiamento per fatica superficiale o pitting, in quanto è l’oggetto di studio di questa tesi.
Capitolo 2 – Fenomeni di danneggiamento delle ruote dentate
2.2 Fatica per flessione alternata
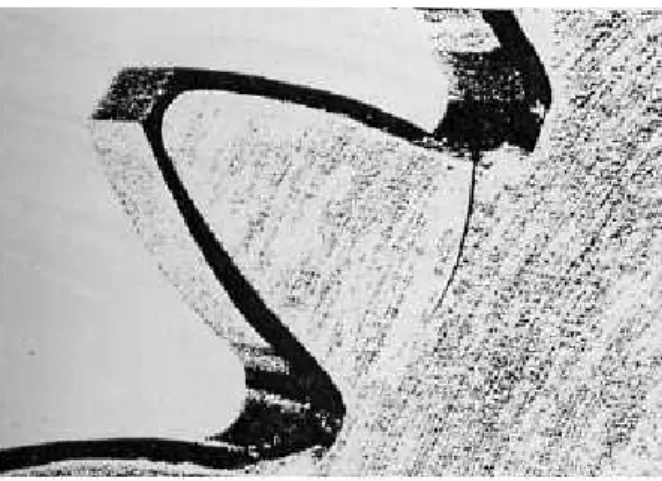
La rottura per fatica per flessione alternata o bending è caratterizzata dalla formazione e dall’accrescimento di cricche, figura 2.1, che si innescano, di solito, in prossimità del raccordo tra il profilo del dente e la circonferenza di piede. Infatti la base dei denti è periodicamente sollecitata a flessione a causa della forza che si trasmettono i denti in presa.
Figura 2.1 – Cricca di fatica in un dente
Durante il funzionamento, la tensione alla base non è costante perché, rispetto ad essa, varia il punto di applicazione e la direzione della forza che si scambiano i profili. Inoltre la forza trasmessa da ogni coppia di denti varia da un certo valore fino a zero, quando il punto di contatto è interno al segmento di azione, fino ad annullarsi al momento del disimpegno dei due denti, e tale modalità di trasferimento del carico si ripete dopo un giro completo dell’ingranaggio. Per cui, l’applicazione ripetuta di sollecitazioni variabili determina il danneggiamento per fatica delle ruote dentate.
Occorre osservare che il bending è un tipo di danneggiamento piuttosto insidioso perché la rottura, figura 2.1, non è preannunciata da alcun segnale evidente; infatti questa avviene in modo del tutto inatteso quando la cricca raggiunge dimensioni critiche per la
Capitolo 2 – Fenomeni di danneggiamento delle ruote dentate
L’innesco della fessura avviene in genere nella zona di raccordo dove si raggiungono elevate tensioni flessionali che vengono amplificate in seguito alla variazione della sezione resistente.
Figura 2.2 – Cricca di fatica in un dente
La presenza di rigature superficiali indotte dal processo di rettifica, la disomogeneità della struttura e della composizione del materiale, le inclusioni, favoriscono la enucleazione e la propagazione del difetto che può avvenire anche per valori nominali della tensione inferiori al limite di durata.
Per quanto riguarda i fattori che influenzano la resistenza a bending, i risultati sperimentali mettono in evidenza l’importanza della rugosità superficiale in corrispondenza del raggio di raccordo, in particolare se le rigature sono in direzione longitudinale.
L’aumento della finitura superficiale, l’assenza di rigature di rettifica e di fenomeni ossidativi, consente di incrementare la resistenza a flessione.
Altri parametri funzionali di grande importanza sono la durezza e la microstruttura in prossimità del raggio di raccordo e l’entità delle tensioni residue.
Capitolo 2 – Fenomeni di danneggiamento delle ruote dentate
2.3 Usura
Con il termine usura di intende definire quel fenomeno superficiale nel quale strati di metallo sono rimossi, più o meno uniformemente, dalla superficie in contatto dei denti. In modo molto più generale possono essere chiamati fenomeni di usura tutti quelli che, per qualche motivo, anche di fatica, modificano distruggono in qualche modo la superficie attiva del dente. Le cause più comuni dell’usura dei denti degli ingranaggi sono rappresentate dal contatto metallo-metallo dovuto ad un film d’olio inadeguato, da particelle abrasive nell’olio, dalla rottura del film d’olio nella zona di contatto, da particolari additivi caratterizzanti la composizione dell’olio. Si possono verificare gradi diversi di usura, che vengono misurati in termini di millesimi di pollice, per milione o 10 milioni di cicli di contatto. Si può parlare di usura moderata quando con bassi carichi, velocità e temperature non elevate persistono gli strati di ossido che a loro volta riducono l’interazione dei corpi a contatto; i detriti di usura sono di dimensioni molto ridotte (dell’ordine di pochi µm), di solito quasi completamente costituiti da ossidi e le superfici usurate risultano quasi lisce. Con il crescere dei carichi e delle velocità si può verificare la distruzione dello strato di ossido, con conseguente contatto ed usura diretti; in tal caso si è in presenza di usura severa, ed in particolare i detriti di usura possono raggiungere centinaia di µm e le superfici abrase risultano molto ruvide.
L’usura severa può però essere ridotta dalla velocità di riformazione dell’ossido. A questo punto si è quindi di fronte a due meccanismi: l’uno di danneggiamento, l’altro di ricostituzione delle superfici. Con una crescita ulteriore del carico e della velocità, il danneggiamento tenderebbe ad aumentare, ma questo può essere impedito dalla riformazione dell’ ossido favorita adesso dalle alte temperature.
Vediamo i vari modi in cui si può manifestare l’usura:
•Per adesione : si intende il trasferimento di materiale da una superficie all’altra dei
denti, a causa di micro-saldature tra le areole di contatto, piuttosto deboli se dovute a legami fisici, ma molto forti se dovute ad affinità chimica. Si tratta di un fenomeno ristretto al meato del fluido lubrificante e agli strati ossidati sulla superficie del dente.
Capitolo 2 – Fenomeni di danneggiamento delle ruote dentate
Questo tipo di fenomeno, figura 2.3, si può classificare in leggera ( o mild adhesion),moderata ( o moderate adhesion) e severa ( o severe adhesion).
Figura 2.3 – Usura per adesione
•Per abrasione : si intende la solcatura o micro-taglio del materiale causato da
protuberanze dure o da particelle dure. Questa si sviluppa generalmente tra corpi di differente durezza, ed ancor più se non affini chimicamente, ad esempio tra materiali metallici e materiali plastici. Si verifica in seguito a contaminazione del sistema di lubrificazione da parte di materiale estraneo, come trucioli di lavorazione, ossido dalle tubature, materiale abrasivo residuo di processi di pulizia. Un esempio è riportato in figura 2.4.
Capitolo 2 – Fenomeni di danneggiamento delle ruote dentate
•Lucidatura ( o polishing ) : consiste in un processo lento di asportazione di materiale a
causa del contatto metallo-metallo, che genera durante il funzionamento superfici estremamente lisce sui fianchi dei denti degli ingranaggi. Durante il funzionamento a bassa velocità, dove il film d’olio è molto sottile, la lucidatura è il fenomeno più comune. Una volta che gli ingranaggi abbiano subito lucidatura, un’ulteriore azione di usura può essere ridotta utilizzando un lubrificante altamente viscoso o riducendo la temperatura del lubrificante; altre possibili soluzioni riguardano la riduzione del carico trasmesso o l’incremento della velocità operativa per realizzare uno spessore maggiore di film di lubrificante.
•Corrosione : si tratta di un processo di usura dove le azioni chimiche od elettrochimiche
con l’ambiente circostante di due corpi a contatto ed in moto relativo possono essere predominanti. La causa di questo tipo di usura, figura 2.5, è la contaminazione del sistema di lubrificazione, dovuta ai composti per lavaggio, sale, solventi, sgrassatori, acqua e dal possibile verificarsi di reazioni tra l’umidità, gli agenti chimici nell’olio lubrificante e il materiale di base dei componenti.
Figura 2.5 – Usura per corrosione
Oltre ai meccanismi di usura visti ne esistono altri che possono essere anche loro combinazione.
Capitolo 2 – Fenomeni di danneggiamento delle ruote dentate
2.4
Grippaggio parziale
Il grippaggio parziale detto anche scuffing, si verifica quando, in presenza di combinazioni critiche di carico applicato, velocità di strisciamento e temperatura di ingresso del lubrificante, il film d’olio protettivo, che separa fisicamente le superfici dei denti in presa, si rompe e si ha contatto diretto.
Se le pressioni di contatto e le velocità di strisciamento sono sufficientemente elevate si possono formare delle saldature superficiali che vengono rotte durante la rotazione dell’ingranaggio; da questo punto di vista il danneggiamento per scuffing è un meccanismo di usura adesiva in condizioni di lubrificazione elastoidrodinamica, mista o limite inadeguata.
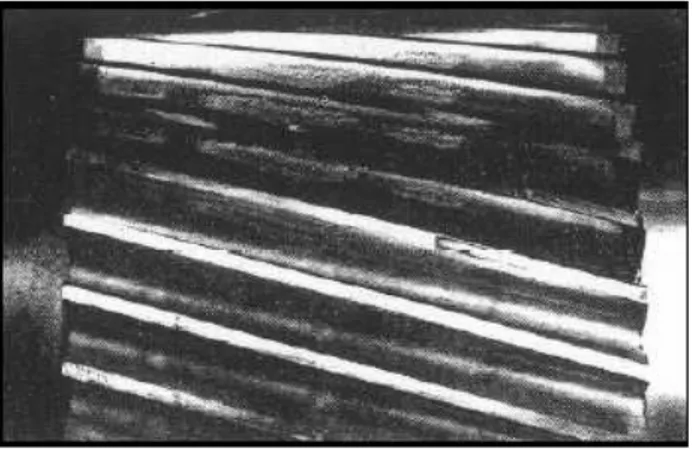
L’effetto principale dello scuffing è la presenza di striature superficiali orientate nella direzione di strisciamento, e disposte in prossimità della radice e dell’apice del dente. Tali striature sono l’effetto della continua adesione e distacco del materiale con lo spostarsi del punto di contatto lungo il profilo dei denti. Dal punto di vista funzionale , l’usura della superficie dei denti causa un aumento del coefficiente di attrito e della potenza dissipata sotto forma di calore e causa delle azioni tangenziali che si trasmettono i denti in presa. Nelle forme di danneggiamento più gravi, lo scuffing determina la modifica del profilo della dentatura, con conseguente funzionamento irregolare e rumoroso che può mettere fuori uso l’ingranaggio velocemente.
Il fenomeno si manifesta prevalentemente in addendum e dedendum, dove si raggiungono le pressioni di contatto più elevate e maggiori velocità di strisciamento. Di solito l’addendum del pignone è maggiormente soggetto ad usura in quanto, anche se la velocità di strisciamento è minore, lo è pure la capacità di smaltimento del calore che è favorito nelle zone in prossimità del corpo del pignone. In particolare il raffreddamento dei denti è favorito nelle zone di estremità nel senso della larghezza di fascia, per cui ci sarà da aspettarsi un’usura maggiore nella zona centrale.
Lo scuffing si verifica frequentemente in corrispondenza di una delle estremità a causa delle maggiori pressioni di contatto dovute ai disallineamenti assiali delle ruote coniugate.
Capitolo 2 – Fenomeni di danneggiamento delle ruote dentate
La probabilità di scuffing aumenta al crescere del carico, della rugosità superficiale, della velocità di strisciamento e della temperatura d’ingresso dell’olio, mentre diminuisce al crescere della viscosità dell’olio, dello spessore del film di lubrificante e della durezza dei materiali.
A seconda dell’intensità con la quale si manifesta il danneggiamento in esame, o delle particolari condizioni in cui esso si verifica, si parla di frosting, scuffing leggero, scuffing moderato, scuffing severo e scuffing localizzato. Nelle figure che seguono sono presentati un paio di esempi per rendersi conto delle caratteristiche del fenomeno appena descritto.
Figura 2.6 – Scuffing moderato Figura 2.7 – Scuffing
2.4.1 Frosting
Nel caso in cui le microsaldature si ottengono limitatamente alle asperità superficiali in corrispondenza dei picchi di rugosità, il danneggiamento del materiale interessa una zona piuttosto ristretta del fianco del dente. Infatti la superficie del dente appare cristallina, irregolare in piccola scala , e le striature lungo la direzione di strisciamento sono del tutto assenti.
Capitolo 2 – Fenomeni di danneggiamento delle ruote dentate
2.4.2 Scuffing leggero
Combinando i parametri significativi in modo critico si ha che la rottura del film di lubrificante induce delle saldature sul fianco de dente piuttosto evidenti.
Quindi la rotazione dell’ingranaggio produce la continua asportazione e formazione delle areole di saldatura, che vanno a formare così le caratteristiche striature orientate nella direzione dello strisciamento dei denti.; tale condizione è progressiva e genera un’alterazione del profilo, anche se in qualche caso lo scuffing leggero riesce a fermarsi durante l’esercizio.
2.4.3 Scuffing moderato
Se lo scuffing leggero progredisce , il fenomeno va avanti e in tal caso la maggior parte della superficie del dente risulta danneggiata; questo tipo di scuffing si può presentare anche in presenza di disallineamenti delle ruote dentate.
2.4.4 Scuffing severo
Nella condizione in cui si hanno elevati carichi, velocità periferiche e temperature di ingresso del lubrificante, il danneggiamento progressivo per scuffing può portare velocemente alla distruzione del profilo del dente. Poiché la quantità di materiale asportato per usura adesiva è proporzionale alla velocità di strisciamento, saranno le zone lontane dal centro di istantanea rotazione ad usursi in misura maggiore. Tale rimozione non uniforme di materiale altera il profilo del dente e produce fenomenici concentrazione delle tensioni superficiali e subsuperficiali, quando il contatto avviene al pitch point. Lo scuffing severo se è quindi in grado di favorire l’innesco di fenomeni di fatica superficiale come il pitting. Inoltre a causa dell’alterazione del profilo del dente si ha un funzionamento irregolare
Capitolo 2 – Fenomeni di danneggiamento delle ruote dentate
dell’ingranaggio che produce rumore e vibrazioni, e che nei casi più gravi determina la rottura alla base del dente a causa dei sovraccariche dinamici.
2.4.5
Scuffing localizzato
Si può generare un danneggiamento localizzato sulla superficie del dente a causa di disallineamenti, imperfezioni della dentatura, e tutte le altre condizioni che favoriscono una distribuzione non omogenea del carico sul fianco della dentatura.
Con l’intensificazione dello stato di tensione lo scuffing si manifesta a carichi minori di quelli critici ottenuti per ingranaggi funzionanti in modo corretto.
2.5
Danneggiamento per fatica superficiale
Il danneggiamento da fatica superficiale o pitting è una rottura causata dal superamento del limite di fatica del materiale di cui sono costituite le ruote dentate. Un esempio è mostrato nella figura che segue:
Capitolo 2 – Fenomeni di danneggiamento delle ruote dentate
Infatti gli ingranaggi sono sottoposti, durante l’esercizio, a tensioni cicliche superficiali e subsuperficiali a causa del continuo impegno e disimpegno dei denti. Se le tensioni indotte sono sufficientemente elevate , dopo un certo numero di cicli di carico , piccoli pezzi di materiale si distaccano dalle superfici producendo crateri di dimensioni ridotte (2 -10 µm di diametro ).
La formazione dei pits di usura è causata dall’innesco di fratture superficiali o subsuperficiali che, in presenza di elevate tensioni tangenziali variabili nel tempo , si propagano nel materiale.
La propagazione delle fessure avviene inizialmente in modo stabile fino a quando non raggiungono una dimensione critica che dipende dalla tenacità a frattura del materiale; a questo punto le fessure si propagano rapidamente e si ha l’improvviso distacco di particelle di materiale, come si può notare in figura 2.9.
Figura 2.9 – Nucleazione di un pit
La nucleazione delle cricche avviene solitamente , in corrispondenza della superficie dove le pressioni di contatto sono molto elevate.
Questo è dovuto sia al fatto che il contatto effettivo dei denti avviene su piccole areole, sia all’effetto di concentrazione delle tensioni indotto dalla rugosità dei profili. Inoltre la presenza di azioni tangenziali, indotte dall’attrito delle dentature, modifica la distribuzione delle tensioni Hertziane.
Capitolo 2 – Fenomeni di danneggiamento delle ruote dentate
I punti maggiormente sollecitati diventano quelli situati appena al di sotto della zona di contatto questo favorisce la formazione di cricche sulla superficie dei denti.
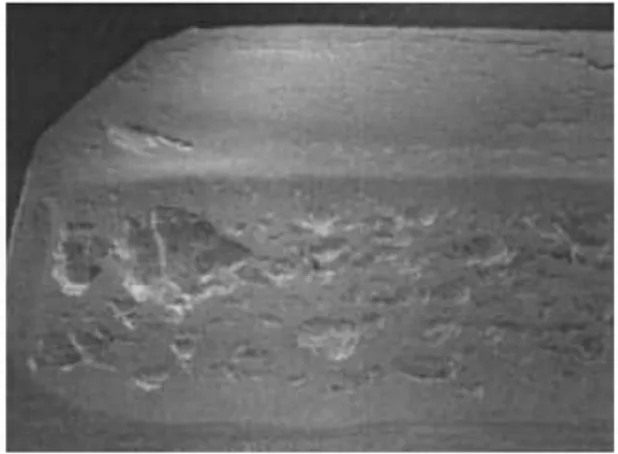
L’effetto principale del pitting è quello di aumentare la rumorosità dell’ingranaggio e l’entità delle vibrazioni; inoltre nelle sue forme più severe, l’amplificazione dei carichi dinamici e le irregolarità delle superfici può rapidamente portare alla rottura completa dei denti. Il fenomeno del pitting si incrementa in presenza di disomogeneità strutturali, inclusioni e segni di lavorazioni alle macchine utensili e di difetti indotti dai trattamenti termici. Il danneggiamento da pitting si manifesta, figura 2.10, con la formazione di crateri sulla superficie del dente che risultano di solito addensati in prossimità della circonferenza primitiva dove, essendo nulla la velocità di strisciamento, non è possibile instaurare una lubrificazione idrodinamica .
Figura 2.10 – Pitting sul fianco di un dente
Specie nel caso di ingranaggi a denti diritti, con grado di ricoprimento minore di due, il pitting può interessare anche le zone adiacenti al centro di istantanea rotazione. Il pitting inoltre può riguardare anche la ruota condotta ma, di solito, dopo che il pignone è già stato danneggiato.
Come lo scuffing, anche il pitting si può manifestare in diverse forme a seconda della gravità del danneggiamento quali pitting iniziale, pitting progressivo, flake pitting, spalling e micropitting.
Capitolo 2 – Fenomeni di danneggiamento delle ruote dentate
2.5.1 Pitting iniziale
La propagazione delle fessure superficiali o subsuperficiali, con il conseguente distacco di materiale, porta alla formazione di piccoli pits di usura (di diametro superiore a 1 µm), che sono localizzati in una zona di piccola estensione in prossimità del centro di istantanea rotazione e tendono a ridistribuire il carico asportando le asperità superficiali. Nel momento in cui il carico si distribuisce in modo sufficientemente uniforme il danneggiamento si arresta.
Figura 2.11 – Pitting iniziale
2.5.2 Pitting progressivo
Questo livello di danneggiamento si manifesta su ruote dentate dove le condizioni superficiali di sovraccarico non hanno permesso una completa ridistribuzione del carico durante il pitting iniziale. Quindi le cavità, progressivamente, aumentano di dimensione e numero rendendo la superficie del dente talmente irregolare da impedire la trasmissione del moto o da arrivare alla completa rottura del dente. Si presenta, di solito, nella porzione di dedendum immediatamente al di sotto della circonferenza primitiva (punto inferiore del contatto singolo; pressione massima e strisciamento sfavorevole). In questo caso i diametri dei crateri di usura hanno le dimensioni superiori ad 1 mm e profondità superiore a 0.25
Capitolo 2 – Fenomeni di danneggiamento delle ruote dentate
Figura 2.12 – Pitting progressivo
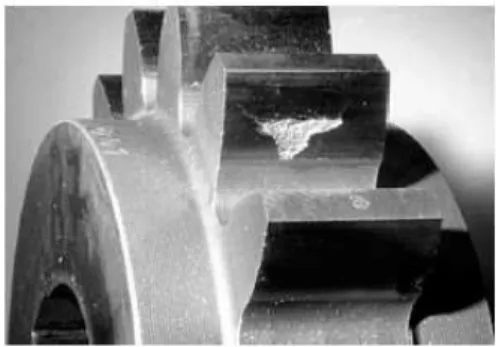
2.5.3 Flake pitting
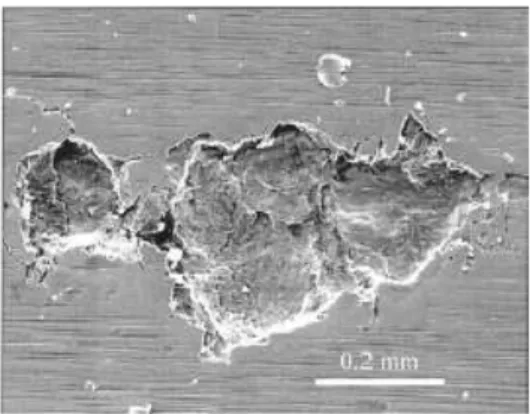
Questo tipo di pitting è caratterizzato dalla formazione di pits relativamente poco profondi, ma di ampia estensione. La fessura iniziale si innesca sulla superficie del dente e si propaga a ventaglio fino a che non si distacca una sottile scaglia di materiale che dà origine ad un cratere di forma triangolare (figura 2.13).
Figura 2.13 – Flake pitting
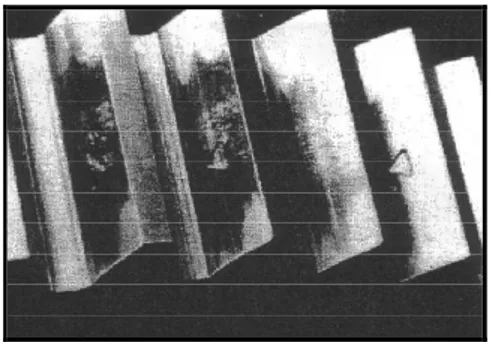
2.5.4 Spalling
Lo spalling è un meccanismo di danneggiamento che si verifica quando elevate tensioni superficiali si combinano con notevoli velocità di strisciamento; in tali condizioni le fessure si formano prevalentemente in corrispondenza della superficie.
Capitolo 2 – Fenomeni di danneggiamento delle ruote dentate
Le cricche si propagano sub-superficialmente nella direzione dello strisciamento fino al distacco di pezzi di materiale aventi una grande estensione. Quindi il danno si estende velocemente ad una vasta porzione del fianco del dente, e l’aspetto della superficie interessata diventa ben presto simile a quello che si ottiene in presenza di pitting distruttivo. In caso di denti induriti superficialmente, difetti superficiali o sub-superficiali o eccessive tensioni interne dovute a trattamenti termici non corretti possono portare allo spalling. In questo stadio, anche se i due fenomeni sono diversi, è difficile riconoscere quale dei due sia ffettivamente responsabile del danneggiamento dei denti.
Figura 2.14 – Spalling
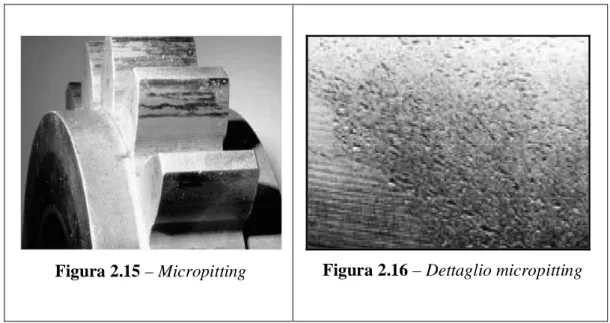
2.5.5 Micropitting
Il micropitting, figura 2.15 e 2.16, si verifica frequentemente sulle superfici indurite e può interessare una qualunque regione lungo il profilo del dente.
Le superfici danneggiate presentano il classico aspetto “ ghiacciato “, brillante e mostrano crateri poco profondi.
Capitolo 2 – Fenomeni di danneggiamento delle ruote dentate
Figura 2.15 – Micropitting Figura 2.16 – Dettaglio micropitting
Le analisi metallurgiche mettono in evidenza la presenza di fessure di fatica , figura 2.17, che si innescano in superficie e si propagano in direzione inclinata di 45° rispetto alla normale del profilo oltre il fondo invisibile del cratere.
Figura 2.17 – Nucleazione di microcrateri
2.5.6 Parametri di dipendenza del pitting
I parametri che da cui dipende maggiormente la resistenza a pitting sono quelli cheinfluenzano la distribuzione e l’intensità delle pressioni di contatto e le tensioni subsuperficiali durante l’ingranamento dei denti.
Capitolo 2 – Fenomeni di danneggiamento delle ruote dentate
In proposito sono stati effettuati vari studi sperimentali [9], in particolare sull’influenza di additivi e della loro concentrazione, della viscosità e della temperatura, del diverso trattamento termico e termochimico su ruote indurite e temprate, della durezza superficiale e dello spessore dello strato indurito.E’ stato osservato che la viscosità ha una notevole influenza sulla resistenza a pitting soprattutto per le ruote temprate, mentre le ruote indurite presentano un comportamento quasi indipendente dalla variazione della viscosità dell’olio.
Figura 2.18 – Influenza della viscosità nominale sul pitting [9]
Infatti, come si può anche vedere dalla figura 2.18, una bassa viscosità riduce la vita a fatica abbassando lo spessore del film EHL e aiutando la propagazione delle cricche. Una minore tendenza a favorire la propagazione si ha con lubrificanti ad alta viscosità, in quanto si hanno spessori del meato più spessi, ma occorre comunque limitare la viscosità perché se eccessiva può causare temperatura elevata, eccedente perdita di energia o un alto tasso di ossidazione. Un altro fattore importante è la temperatura del lubrificante, e dagli studi eseguiti è stato dimostrato che un aumento di essa provoca una diminuizione del limite di fatica, soprattutto nel caso di ruote temprate, come mostrato in figura 2.19.
Capitolo 2 – Fenomeni di danneggiamento delle ruote dentate
Per migliorare le proprietà del lubrificante si possono usare gli additivi, dei quali ne esistono diversi tipi:
• additivi che aumentano l’indice di viscosità (VI), e cioè riducono la variabilità della viscosità con la temperatura;
• additivi untuosanti, che permettono ai lubrificanti di aderire alle superfici; ostacolano il rodaggio e possono favorire il pitting;
• additivi ad altissime pressioni (EP), che migliorano ulteriormente la lubrificazione limite.
La temperatura di attivazione degli additivi può causare una certa variazione se le prove sono effettuate a diverse temperature, perché le prestazioni di essi dipendono dalla temperatura di funzionamento degli ingranaggi.[9].
Figura 2.19 – Influenza della temperatura sul pitting [9].
Per quanto riguarda il comportamento degli ingranaggi al variare della durezza superficiale, si è osservato che un aumento di questa determina un’ incremento del limite di fatica e che anche lo spessore dello strato indurito gioca un ruolo fondamentale nella resistenza a pitting delle dentature. Questo comportamento è dovuto al fatto che valori di durezza elevati ostacolano la nucleazione e la propagazione delle fessure. Tuttavia, poiché
Capitolo 2 – Fenomeni di danneggiamento delle ruote dentate
il danneggiamento a pitting è indotto dalle tensioni superficiali di contatto, l’aumento dello strato indurito,oltre un certo spessore, non influenza più la resistenza a fatica degli ingranaggi. Per esempio, nel trattamento per cementazione l’aumento di durezza dipende dall’elevato tenore di carbonio raggiunto negli strati superficiali per diffusione allo stato solido a temperature di circa 900°C, permettendo di raggiungere mediante tempra i valori di durezza compresi nell’intervallo 700-900HV con spessori efficaci di 1-2 mm. Nel caso della nitrurazione invece, la durezza raggiunge valori più alti intorno a 900-1200 HV con spessori efficaci di 0.5-0.6 mm. Anche trattamenti superficiali di tipo meccanico influenzano molto il comportamento delle ruote dentate soggette a pitting, a causa dell’effetto che essi hanno sulla microstruttura, sulle proprietà meccaniche e sulla distribuzione e intensità delle tensioni residue.
Un esempio di trattamento è la pallinatura controllata, che permette di avere diversi effetti sul pezzo, come una deformazione plastica degli strati del materiale, l’introduzione di tensioni residue di compressione, un lieve incrudimento dello strato plastico e delle alterazioni della rugosità.
Inoltre, non è da trascurare l’effetto della rugosità della superficie dei denti, che condiziona notevolmente il tipo di lubrificazione, l’intensità delle azioni tangenziali, di attrito e le pressioni di contatto.
L’aumento della rugosità peggiora fortemente la resistenza a pitting soprattutto al diminuire delle dimensioni dei raggi primitivi delle ruote e all’aumentare della differenza di durezza superficiale tra ruota e pignone.
Infine un altro parametro fondamentale per la resistenza degli ingranaggi soggetti a pitting, è la velocità periferica, e in particolare l’aumentare di essa si incrementa la durata dei provini. Questo comportamento dipende dal fatto che l’effetto negativo sulle pressioni di contatto e sulle pressioni superficiali, indotto da urti di maggiore intensità e da maggiori carichi dinamici, viene vantaggiosamente contrastato dai benefici dovuti alle migliori condizioni di lubrificazione. L’effetto dell’aumento della velocità periferica è infatti quello di incrementare l’altezza del meato, riducendo così la possibilità di contatto diretto tra le asperità superficiali e limitando il coefficiente di attrito.