3
MOTIVAZIONI ED OBIETTIVI DELL’ATTIVITA’ DI STAGE
3.1 Il primo stage
Il presente elaborato ha lo scopo di presentare le attività svolte e di ricostruire l’esperienza vissuta durante il periodo di stage all’interno dello stabilimento livornese di TRW Italia. In realtà questo stage è il secondo step di un lavoro precedentemente svolto in questa organizzazione.
Durante il periodo trascorso presso l’azienda si è assistito ad un profondo cambiamento, fortemente voluto dalla corporation che ha deciso di investire in modo sostanziale e profondo nello stabilimento di Livorno. Il lavoro svolto nella prima fase è stato incentrato sull’implementazione di un piano di miglioramento intensivo delle linee meccaniche destinate all’assemblaggio di sistemi di guida per vari modelli Fiat, Opel e Lancia.
Ciò è stato fatto pianificando una serie di attività, semplici o complesse, che permettessero di migliorare tutti gli aspetti riguardanti il processo, le strutture e la documentazione relativa alle linee. Sulla base di un Quality Improvment Plan frutto di line walk audit sono state individuate le azioni da compiersi inglobandole in tre sezioni così definite: Documentazione/Qualità, Miglioramenti tecnici, Attività 5S/Housekeeping. Il lavoro è stato svolto in team dividendo i compiti tra i vari componenti del gruppo, ed interfacciandosi con i vari reparti dell’azienda, dagli operatori stessi presenti sulle linee, alla Qualità, alla Metrologia, ai responsabili del prodotto e del processo etc.
Il processo di assemblaggio richiede un controllo costante ed una documentazione che ne permetta la gestione. È necessario perciò che questa venga costantemente revisionata, aggiornata nonché modificata tempestivamente in base ai cambiamenti di processo, di strutture o di materiali che interagiscono, direttamente o indirettamente, sul prodotto finale. La documentazione ha la duplice funzione di essere molto importante sia per i rapporti con il cliente che per il corretto scambio di informazioni internamente all’azienda.
Nel settore automotive le attività aziendali riguardanti la parte documentale sono regolamentate dalla norma ISO/TS16949, che è stata presa come orientamento dai più grandi produttori di autoveicoli come sistema di valutazione delle capacità dei sistemi qualità dei propri fornitori leader. Per dimostrare al cliente che il prodotto e la metodologia costruttiva sono conformi alle richieste esplicitate e permettergli di effettuare una verifica indiretta ma efficace che la norma sia applicata, lo strumento di comunicazione utilizzato è il Production Part Approval Process (PPAP).
Questa procedura è costituita da una serie di documenti e certificazioni correlati tra di loro, cioè modificando uno di questi possono rendersi necessari interventi anche su altri. Ovviamente anche TRW Italia S.p.A., settore automotive, si impegna con i propri clienti a seguire la procedura prevista dalla ISO/TS16949. Per questa attività il supporto fornito all’organizzazione è stato quello di operare per la Qualità andando a verificare, aggiornare e modificare la documentazione di processo revisionando la documentazione in linea e quella facente parte del sistema.
Successivamente l’attenzione è stata rivolta all’implementazione sulle linee precedentemente presentate di un piano improntato sul modello orientale delle 5S.
Questa attività è stata inserita all’interno del piano di miglioramento delle linee in seguito ad una verifica effettuata per valutare il livello di pulizia, ordine e standardizzazione. È stato quindi effettuato un Line Walk Audit al termine del quale è stato redatto un 5S Audit che considerasse i vari aspetti di questa disciplina e permettesse di attribuire un punteggio ad ognuno di questi.
Si è così proceduto a generare la documentazione relativa alle istruzioni di pulizia ed alla creazione e reperimento della documentazione da disporre sulle linee per migliorare l’aspetto di standardizzazione che è risultato completamente insufficiente.
La procedura di pulizia è stata organizzata su base giornaliera e settimanale, a seconda delle zone più o meno esposte allo sporco. Il modello, creato ex-novo, utilizzato per generare le istruzioni è composto da due sezioni diversificate in base alla frequenza, corredate di fotografie ed apposite indicazioni sulle zone dove pulire.
Questo ha permesso di ottenere un ambiente più pulito e meno trascurato fornendo anche agli operatori stessi un ambiente più confortevole ed accogliente. Dal punto di vista della produzione invece l’identificazione degli spazi con la vernice e dei kanban con gli appositi cartellini ha consentito il raggiungimento di un livello di qualità più elevato eliminando la possibilità di scambiare i componenti e quindi di generare difetti o scarti.
In conclusione l’attività svolta durante il primo stage all’interno dell’azienda ha quindi consentito di ottenere i seguenti risultati:
• una revisione completa del cartaceo presente apportando benefici in termini di gestione e di controllo del processo;
• l’implementazione del modello delle 5S ha sicuramente giovato all’azienda in termini di qualità, di sicurezza, di prontezza di risposta e riduzione di costi;
• un ambiente più vivibile per gli operatori ed un miglioramento dell’immagine dell’azienda a livello di presentabilità negli eventuali audit da parte dei clienti.
3.2 Motivazioni per il proseguimento dello stage ed il cambiamento organizzativo
Al termine della prima esperienza svolta in TRW è stato deciso di proseguire con un secondo stage con l’obiettivo di supportare il responsabile del Sistema di Gestione Qualità ed il responsabile del Sistema di Gestione Ambientale nel processo di integrazione ed ottimizzazione dei due sistemi. Inoltre durante questo periodo l’azienda ha ricevuto la visita dell’ente di certificazione per il rinnovo delle due certificazioni ISO/TS 16949 ed ISO 14001, ed il compito assegnatomi è stato proprio quello di svolgere una serie di attività in preparazione agli audit suddetti. L’obiettivo da parte della direzione è stato, ovviamente, quello del raggiungimento delle zero Non Conformità in sede di visita.
Tutto ciò è avvenuto in un momento particolare dell’azienda dovuto ad un profondo cambiamento strutturale ed organizzativo e partito con il cambio della direzione.
Per questo è stato abbandonato un modello di organizzazione del tipo Divisionale per adottare un modello di tipo Funzionale.
Questo ha permesso di centralizzare le varie figure appartenenti allo stesso reparto costituendo non più moduli ma aree in grado di rispondere in maniera organizzata e pronta alle problematiche o alle richieste che si presentano.
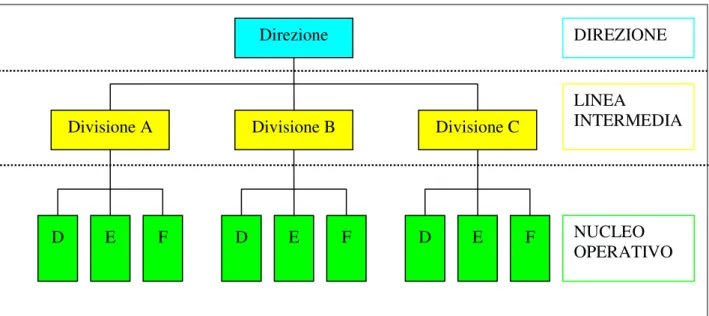
3.2.1 Struttura divisionale
Questo tipo di struttura è caratterizzato dalla presenza di una direzione, una linea intermedia di responsabilità ed un nucleo operativo.
Le caratteristiche principali sono le grandi dimensioni dell’azienda, l’alta complessità delle attività, l’elevata variabilità ambientale. Solitamente anche il grado di formalità è elevato, così come è elevato il grado di decentramento delle decisioni con contemporaneo decentramento delle funzioni di staff e di supporto amministrativo.
I principali rischi di questo tipo di struttura sono un minor grado di controllo della qualità e la tendenza a creare delle”autonomie”e/o indipendenze non coordinate delle singole divisioni.
Al contrario i principali benefici evidenti sono, un maggior controllo della variabilità ambientale esterna, in quanto (ad esempio) la variazione del mercato esterno (bisogno) avvertito dal marketing passa subito come informazione al nucleo di produzione.
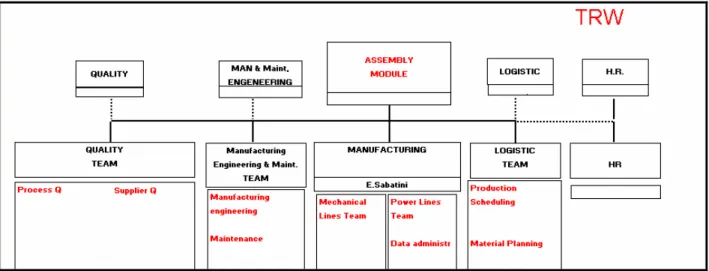
Dopo un esempio grafico di struttura divisionale (Fig.28) si possono notare l’organigramma del plant management dell’azienda (Fig.29) e nello specifico dell’assembly module (Fig.30)dell’anno 2006.
Figura 28 - Esempio di struttura divisionale
Figura 29 - TRW Plant management 2006 Direzione
Divisione A Divisione B Divisione C
D E F D E F D E F DIREZIONE LINEA INTERMEDIA NUCLEO OPERATIVO
Figura 30 - Organigramma modulo assemblaggi 2006
Come si può notare la particolarità di questa struttura è quella di avere per ogni area delle figure completamente dedicate alla risoluzione degli specifici problemi. Quindi così come l’Assembly Module, anche l’EPS Module od il Machining Module avranno ognuno le loro figure dedicate per la qualità, per la logistica, per la manutenzione e così via.
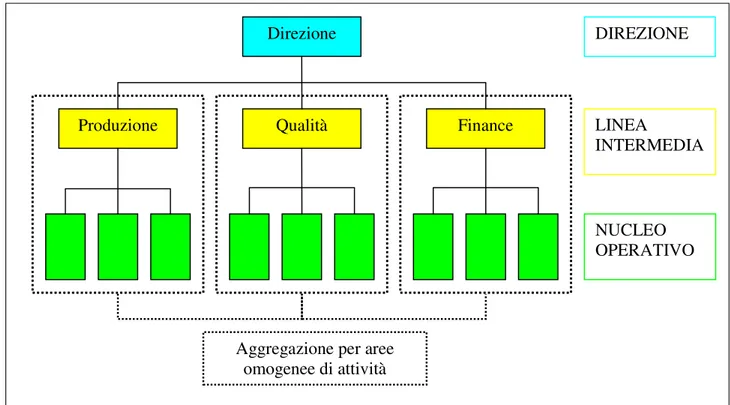
3.2.2 Struttura funzionale
Questa struttura ha un assetto organizzativo composto da una direzione, una linea intermedia costituita da aggregati funzionali/responsabili di efficienza e da un nucleo operativo. Vengono introdotti dei criteri di aggregazione funzionali (per aree omogenee in base alle attività).
Le caratteristiche funzionali sono le medie dimensioni, la media complessità, un ambiente esterno stabile che permetta una programmazione delle attività, una bassa differenziazione dei settori dove opera l’azienda (perlopiù monosettoriale). Si ha un elevato grado di decentramento per compiti e funzioni ma non delle decisioni.
I vantaggi di questo assetto sono quelli che permettono l’introduzione di un maggior grado di specializzazione con una maggior possibilità di controllare la qualità.
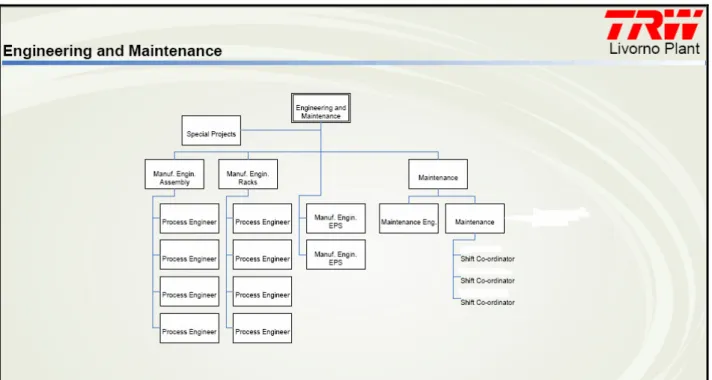
Come nel caso precedente dopo una rappresentazione schematica della struttura (Fig.31) sono riportati gli organigrammi allo stato attuale (Fig.32) e (Fig.33).
Figura 31 - Esempio di struttura funzionale
Figura 32 - TRW Plant management 2007 Direzione
Produzione Qualità Finance
DIREZIONE
LINEA
INTERMEDIA
NUCLEO OPERATIVO
Aggregazione per aree omogenee di attività
Figura 33 - Organigramma modulo assemblaggi 2007
L’organizzazione appena decritta permette sicuramente anche il perseguimento delle linee adottate a livello di politica dalla Corporation, ossia la “Operations Excellence”. Questa è costituita da un sistema strutturato di idee, modalità e tecniche di applicazione, misure delle prestazioni che accompagna, impostando le attività dello stabilimento verso l’obiettivo della applicazione dei concetti della Produzione snella (Lean Production).
Questo percorso è presentato su una Roadmap che riporta dettagliatamente le fasi da percorrere, i traguardi da raggiungere e gli strumenti a disposizione.
L’Operations Excellence è una politica decisa a livello Corporate e diffusa all’interno dello stabilimento con vari gradi di conoscenza, coinvolgimento e responsabilità, imponendo comunque che ogni dipendente sia consapevole e responsabile secondo le proprie competenze e possibilità. Volendo definire in una parola chiave l’Operations Excellence si può utilizzare il concetto di Team, ossia qualsiasi attività di miglioramento volta al raggiungimento dell’eccelenza operativa deve essere affrontata da un gruppo di persone concentrate su una particolare questione, dedicate a tempo pieno o comunque con alta periodicità ed impegno, provenienti da varie funzioni aziendali per contribuire con la propria esperienza lavorativa. In conclusione questo permette all’azienda di perseguire l’obiettivo del Miglioramento Continuo.