APPENDICE A
DISEGNI TECNICI QUOTATI E
CICLI DI LAVORAZIONE
In questa appendice sono presentati i disegni tecnici quotati dei tre principali componenti della macchina di prove a dischi: l'albero porta disco, il supporto anteriore della piastra mobile e la piastra mobile.
Sulla base delle caratteristiche dei tre componenti evidenziate nei disegni tecnici, saranno realizzati i cicli di lavorazione necessari per la fabbricazione degli stessi.
A.1 INTRODUZIONE
La fabbricazione dei componenti, che costituiscono la macchina di prova a dischi progettata, si sviluppa attraverso tre fasi principali: l'analisi delle lavorazioni, i cicli di lavorazione e la compilazione dei fogli di lavorazione.
Nell'analisi delle lavorazioni si scelgono le macchine, le attrezzature, gli utensili, i procedimenti, i materiali, la manodopera e le varie lavorazioni necessarie per ottenere un determinato componente. Tuttavia le operazioni necessarie alla lavorazione emerse nell'analisi non sono sistemate in una precisa successione logica e razionale. Tale sistemazione avviene nella fase seguente dei cicli di lavorazione dove gli elementi necessari alla produzione e le varie fasi operative sono completamente e definitivamente determinati e posti in successione.
Sulla scorta dei dati ricavati dall'analisi delle lavorazioni e dalla determinazione dei cicli di lavorazione si compilano i fogli di lavorazione destinati ad ogni posto di lavoro e contenenti tutte le indicazioni necessarie per l'esecuzione delle operazioni che in quel posto vanno eseguite.
In quest'appendice, delle tre fasi di fabbricazione dei componenti della macchina a dischi, si prenderà in considerazione solo la seconda, ossia i cicli di lavorazione. Il ciclo di lavorazione è l'insieme delle operazioni (cioè delle azioni in cui avviene l'asportazione di truciolo) che devono essere effettuate per ottenere un determinato pezzo della macchina. Questo insieme di operazioni è elencato con il rispetto di una certa sequenza e completato con le indicazioni relative alla macchina e alle sue attrezzature, agli utensili necessari, ed inoltre sono riportate le condizioni di lavorazione ed i tempi.
Dopo uno studio sulle caratteristiche del pezzo (forma, dimensioni, grado di finitura, materiale ecc.) occorre elencare la successione delle operazioni, nell'ordine in base al quale dovranno essere eseguite, procurando di assicurare al ciclo la forma più razionale, che corrisponde anche al minimo costo (ossia, evitando di ripetere inutili montaggi e smontaggi del pezzo e degli utensili, soste ecc.). Poi si fissano le condizioni di taglio e si calcolano i tempi di lavorazione.
Naturalmente per un siffatto problema non si può prospettare una soluzione unica: ve ne sono moltissime, tra le quali si deve scegliere quella che, nelle condizioni particolari del problema, si rivela la migliore.
Di seguito, per tre componenti della macchina di prova a dischi, si fanno vedere i disegni tecnici quotati che ne mettono in evidenza le caratteristiche (forma, dimensioni, grado di finitura, materiale ecc.) e saranno eseguiti i cicli di lavorazione.
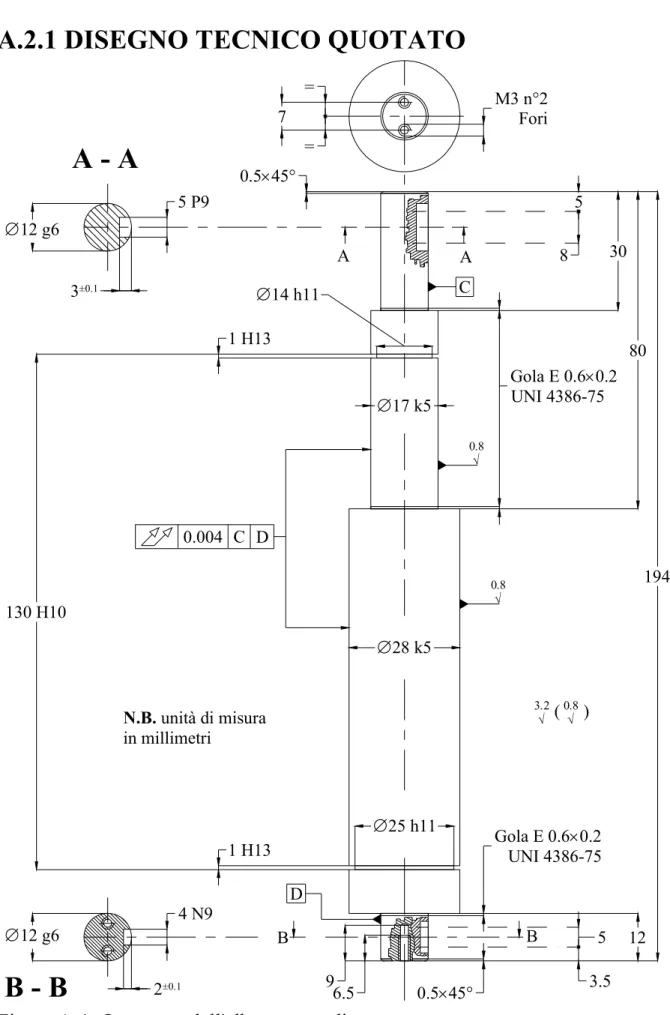
A.2 PARTICOLARE N° 26: ALBERO PORTA DISCO
A.2.1 DISEGNO TECNICO QUOTATO
D 0.004 C D C M3 n°2 Fori ∅17 k5 2±0.1 N.B. unità di misura in millimetri 9 0.5×45°
B - B
A - A
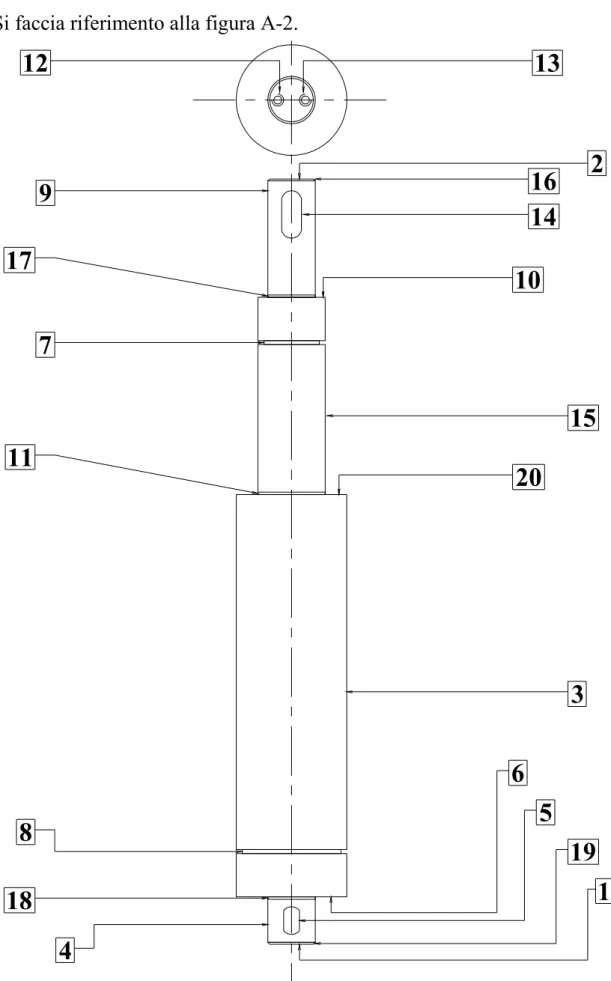
3.2 √ ( 0.8 √ ) 0.8 √ 0.8 √ 3±0.1 ∅28 k5 1 H13 1 H13 0.5×45° Gola E 0.6×0.2 UNI 4386-75 4 N9 ∅12 g6 = = 7 ∅12 g6 5 P9 3.5 5 130 H10 5 8 12 194 30 80 B B A A ∅14 h11 ∅25 h11 Gola E 0.6×0.2 UNI 4386-75 6.5A.2.2 CICLO DI LAVORAZIONE
Si faccia riferimento alla figura A-2.
2
18
8
19
4
1
5
6
3
20
11
15
7
10
17
14
16
9
12
13
Ciclo Lavorazione Elemento
ALBERO PORTA DISCO
particolare n° 26
Materiale
Quantità
2 PEZZI
FASI n° DESCRIZIONE OPERAZIONI TIPO DI MACCHINA ATTREZZATURE UTILIZZATE 10 aTagliare da una barra cilindrica di diametro 30 mm uno spezzone di lunghezza 196 mm
Segatrice Morsa Parallela
20 a
Sfacciare 1 Centrare 1
Tornio Parallelo Piattaforma Autocentrante 20
b
Sfacciare 2 Centrare 2
Tornio Parallelo Piattaforma Autocentrante 20 c Sgrossare 3 Sgrossare 15 Gola di scarico 11 Sfacciare 20 Sgrossare 9 Gola di scarico 17 Smusso 16 Sfacciare 10
Cava per anello 7, 8 Finire 3, 15
Tornio Parallelo Punta,
Contropunta, Brida, Menabrida 20 d Sgrossare 4 Gola di scarico 18 Smusso 19 Sfacciare 6
Tornio Parallelo Punta, Contropunta, Brida, Menabrida 30 a Centrare 12, 13 Forare 12, 13 Allargare 12, 13 Filettare 12, 13
Trapano Sensitivo Morsa Parallela
40 a
Cava per linguetta 5 Fresatrice Universale Punta, Contropunta, Brida, Menabrida 40
b
Cava per linguetta 14 Fresatrice Universale Punta, Contropunta, Brida, Menabrida 50 a Rettificare 3, 15 Rettificatrice Universale Punta, Contropunta, Brida, Menabrida
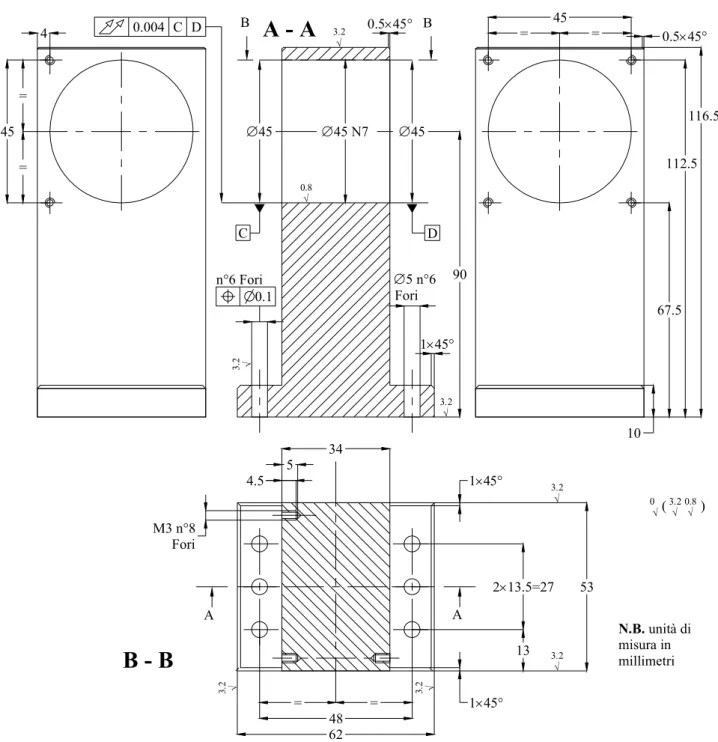
A.3 PARTICOLARE N° 3: SUPPORTO ANTERIORE
DELLA PIASTRA MOBILE
A.3.1 DISEGNO TECNICO QUOTATO
4 ∅45 N7 A A B
A - A
BB - B
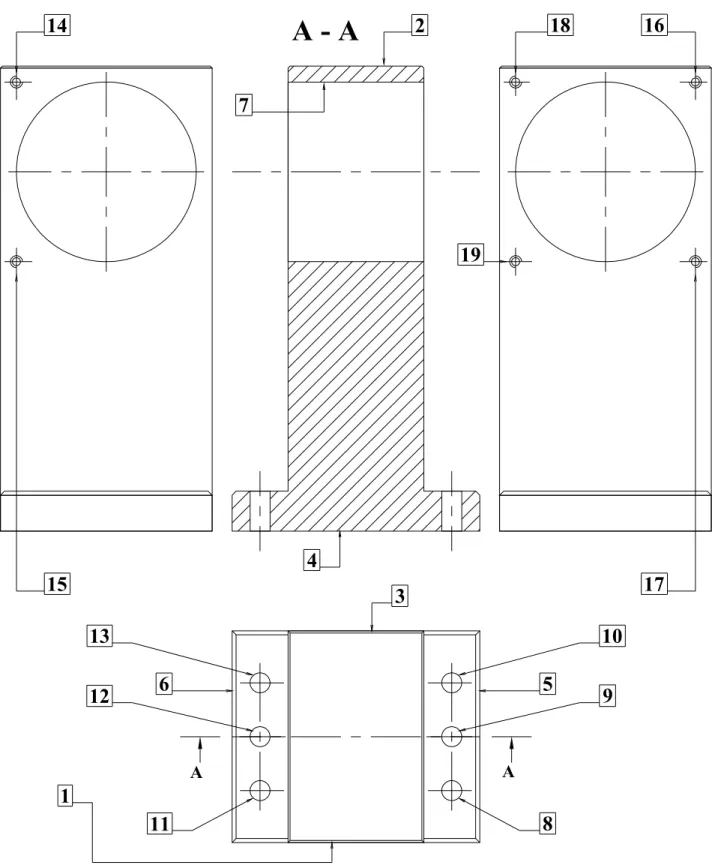
M3 n°8 Fori 0.004 C D 45 = = D C 0 √ ( 3.2 √ 0.8 √ ) N.B. unità di misura in millimetri 3.2 √ 3 .2 √ 3.2 √ 0.8 √ 3 .2 √ 3.2 √ 3.2 √ 3.2 √ 0.5×45° = = 45 116.5 112.5 67.5 10 0.5×45° 90 ∅45 ∅45 n°6 Fori 0.1 ∅5 n°6 Fori 1×45° 1×45° 1×45° 4.5 5 34 53 2×13.5=27 13 = = 48 62A.3.2 CICLO DI LAVORAZIONE
Si faccia riferimento alla figura A-4.
5 6 A A 4 3 8 9 10 17 19 18 16 2 7 14 15 1 11 12 13
A - A
Ciclo Lavorazione Elemento
SUPPORTO ANTERIORE
particolare n° 3
Materiale
Quantità
2 PEZZI
FASI n° DESCRIZIONE OPERAZIONI TIPO DI MACCHINA ATTREZZATURE UTILIZZATE 10 aTagliare da una apposita barra a T uno spezzone di lunghezza 55 mm
Segatrice Morsa Parallela
20 a
Sgrossare 1 Fresatrice Universale Morsa Parallela
20 b
Sgrossare 2, 3, 4, 5, 6 Fresatrice Universale Morsa Parallela
20 c Centrare 8, 9, 10, 11, 12, 13 Forare 8, 9, 10, 11, 12, 13 Allargare 8, 9, 10, 11, 12, 13 Alesare 8, 9, 10, 11, 12, 13
Fresatrice Universale Morsa Parallela Testa Orientabile 20 d Centrare 7 Forare 7 Allargare 7 Alesare 7
Fresatrice Universale Morsa Parallela Testa Orientabile 30 a Centrare 14, 15 Forare 14, 15 Allargare 14, 15 Filettare 14, 15
Trapano Sensitivo Morsa Parallela
30 b Centrare 16, 17, 18, 19 Forare 16, 17, 18, 19 Allargare 16, 17, 18, 19 Filettare 16, 17, 18, 19
Trapano Sensitivo Morsa Parallela
40 a Rettificare 7 Rettificatrice Universale Morsa Parallela
A.4 PARTICOLARE N° 1: PIASTRA MOBILE
A.4.1 DISEGNO TECNICO QUOTATO
M3 n°4 Fori 17.5 13.5 18 16 16 12 0.1 0.1 11 35 M4 n°2 Fori 22 18 A A 5×45° 12.5 √ ( 3.2 √ 0.8 √ ) N.B. unità di misura in millimetri 0.8 √ 0.8 √ 0.8 √ 3.2 √ 3.2 √ n°12 Fori n°12 Fori ∅10 n°12 Fori ∅5 n°12 Fori 3×45° 5×45° 59 280 180 155 300 110 80 35 30 26 2×13.5=27 A - A
A.4.2 CICLO DI LAVORAZIONE
Si faccia riferimento alla figura A-6.
20 19 18 17 3 6 4 2 1 5 13 14 13' 14' 13" 14" 11' 12' 11" 12" 11 10 12 9 10" 9" 10' 9' 8" 7' 7" 8' 8 7 15 16 A - A A A
Ciclo Lavorazione Elemento
PIASTRA MOBILE
particolare n° 1
Materiale
Quantità
1 PEZZO
FASI n° DESCRIZIONE OPERAZIONI TIPO DI MACCHINA ATTREZZATURE UTILIZZATE 10 aTagliare da una apposita barra a C uno spezzone di lunghezza 110 mm
Segatrice Morsa Parallela
20 a
Sgrossare 1 Fresatrice Universale Morsa Parallela
20 b Fresare 3, 4 Sgrossare 2, 3, 4, 5, 6 Finire 2, 3, 4, 5 Centrare 8, 8', 8", 10, 10', 10", 12, 12', 12", 14, 14', 14" Forare 8, 8', 8", 10, 10', 10", 12, 12', 12", 14, 14', 14" Allargare 8, 8', 8", 10, 10', 10", 12, 12', 12", 14, 14', 14" Allargare 7, 7', 7", 9, 9', 9", 11, 11', 11", 13, 13', 13" Alesare 7, 7', 7", 8, 8', 8", 9, 9', 9", 10, 10', 10", 11, 11', 11", 12, 12', 12", 13, 13', 13", 14, 14', 14"
Fresatrice Universale Morsa Parallela
30 a Centrare 15, 16 Forare 15, 16 Allargare 15, 16 Filettare 15, 16
Trapano Sensitivo Morsa Parallela
30 b Centrare 17, 18, 19, 20 Forare 17, 18, 19, 20 Allargare 17, 18, 19, 20 Filettare 17, 18, 19, 20
Trapano Sensitivo Morsa Parallela
40 a Rettificare 2, 3, 4, 5 Rettificatrice Universale Piattaforma Magnetica