18
Capitolo 2
Impostazione della
campagna sperimentale di
scuffing
2.1
Obiettivi e impostazione generale del piano di prove
Gli obiettivi principali della campagna sperimentale di scuffing sono stati:
• la verifica e taratura dei principali modelli di previsione del danneggiamento a
scuffing per ingranaggi cilindrici
• la determinazione dei valori ammissibili di progetto di resistenza a scuffing di due acciai da cementazione di impiego aeronautico.
La programmazione iniziale degli esperimenti è stata affrontata con un approccio di tipo DoE con piano fattoriale completo. Sono stati individuati 5 parametri di interesse, di cui 3 caratteristici dei campioni in prova, variabili su 2 livelli:
1. materiale (acciao da cementazione 1 – acciaio da cementazione 2) 2. finitura superficiale (ground – superfiniti)
3. rapporto tra velocità di strisciamento e di rotolamento (angolo di pressione: 20° - 25°)
19 4. velocità (low speed - high speed)
5. temperatura di ingresso olio (low temperature - high temperature)
Per ogni differente combinazione dei parametri in esame è stata effettuata la ripetizione della prova per un totale di 64 test effettuati.
I parametri caratteristici dei campioni di prova (materiale, finitura superficiale e angolo di pressione) sono stati definiti in sede di progettazione dei campioni di prova, mentre i due valori di velocità (low speed, high speed) e di temperatura (low temperature, high
temperature) ai quali effettuare i test sono stati determinati sperimentalmente con prove
preliminari (search test).
2.2
Campioni di prova
I campioni di prova utilizzati sono ruote dentate cilindriche a denti diritti con profilo ad evolvente modificato in testa dente con legge parabolica. Le ruote sono caratterizzate dalla presenza di un angolo di pressione diverso sui due fianchi del dente (20° sul fianco destro e 25° sul fianco sinistro).
Ciascun campione di prova è stato identificato attraverso l’utilizzo di un che indica la tipologia di ruota, e di un
esemplare. Part number faccia di ciascun campione.
La posizione di tale marcatura è stata inoltre utilizzata come riferimento per identificare i fianchi dei denti delle ruote e quindi
faccia con la marcatura, il fianco destro è quello che si trova alla destra dell’osservatore, ed il fianco sinistro quello che si trova alla sinistra dell’osservatore. Un’ulteriore
Figura 2-1: Ruote dentate in prova
ampione di prova è stato identificato attraverso l’utilizzo di un
che indica la tipologia di ruota, e di un serial number, che identifica il singolo
Part number e serial number sono indicati da una marcatura presente su una
i ciascun campione.
Figura 2-2: Identificazione del fianco dei denti
La posizione di tale marcatura è stata inoltre utilizzata come riferimento per identificare i fianchi dei denti delle ruote e quindi il relativo angolo di pressione: guardando la faccia con la marcatura, il fianco destro è quello che si trova alla destra dell’osservatore, ed il fianco sinistro quello che si trova alla sinistra dell’osservatore. Un’ulteriore 20 ampione di prova è stato identificato attraverso l’utilizzo di un part number, , che identifica il singolo sono indicati da una marcatura presente su una
La posizione di tale marcatura è stata inoltre utilizzata come riferimento per identificare il relativo angolo di pressione: guardando la faccia con la marcatura, il fianco destro è quello che si trova alla destra dell’osservatore, ed il fianco sinistro quello che si trova alla sinistra dell’osservatore. Un’ulteriore
21 marcatura presente su due denti consecutivi (0;1) ha reso possibile l’identificazione di tutti i denti.
2.2.1 Caratterizzazione delle superfici attive delle dentature prima
delle prove
Prima dell’inizio dei test i campioni di prova sono stati sottoposti a misure di rugosità superficiale allo scopo di determinare i valori di rugosità media (Ra) da utilizzare nell’esecuzione dei calcoli della temperatura totale di contatto. Nel seguito vengono riportati i risultati dei rilievi rugosimetrici effettuati.
Le analisi rugosimetriche hanno evidenziato dei valori di rugosità media (Ra) nettamente inferiori rispetto a quelli nominali. Nella seguente tabella si riportano i valori medi misurati di Ra per entrambe le finiture.
Tabella 2-1: valori di rugosità superficiale rilevati
Finitura superficiale Ra nominale Ra media rilevata
GROUND < 0.400 μm 0.191 μm
22
TOPOGRAFIA DELLA RUGOSITÀ
Materiale: ACCIAO DA CEMENTAZIONE 1 Finitura: GROUND
Fianco: DESTRO (20°)
Materiale: ACCIAO DA CEMENTAZIONE 1 Finitura: GROUND
Fianco: SINISTRO (25°)
Materiale: ACCIAO DA CEMENTAZIONE 2 Finitura: GROUND
Fianco: DESTRO (20°)
Materiale: ACCIAO DA CEMENTAZIONE 2 Finitura: GROUND
23
TOPOGRAFIA DELLA RUGOSITÀ
Materiale: ACCIAO DA CEMENTAZIONE 1 Finitura: REM (SUPERFINITURA ISOTROPICA) Fianco: DESTRO (20°)
Materiale: ACCIAO DA CEMENTAZIONE 1 Finitura:REM (SUPERFINITURA)
Fianco: SINISTRO (25°)
Materiale: ACCIAO DA CEMENTAZIONE 2 Finitura: REM (SUPERFINITURA ISOTROPICA) Fianco: DESTRO (20°)
Materiale: ACCIAO DA CEMENTAZIONE 2 Finitura:REM (SUPERFINITURA
24
CURVA DI ABBOTT-FIRESTONE
Materiale:ACCIAO DA CEMENTAZIONE 1 Finitura: GROUND
Fianco: DESTRO (20°)
Materiale: ACCIAO DA CEMENTAZIONE 1 Finitura: GROUND
Fianco: SINISTRO (25°)
Materiale:ACCIAO DA CEMENTAZIONE 2 Finitura: GROUND
Fianco: DESTRO (20°)
Materiale: ACCIAO DA CEMENTAZIONE 2 Finitura: GROUND
25
CURVA DI ABBOTT-FIRESTONE
Materiale: ACCIAO DA CEMENTAZIONE 1 Finitura:REM (SUPERFINITURA ISOTROPICA) Fianco: DESTRO (20°)
Materiale: ACCIAO DA CEMENTAZIONE 1 Finitura:REM (SUPERFINITURA)
Fianco: SINISTRO (25°)
Materiale: ACCIAO DA CEMENTAZIONE 2 Finitura:REM (SUPERFINITURA ISOTROPICA) Fianco: DESTRO (20°)
Materiale: ACCIAO DA CEMENTAZIONE 2 Finitura:REM (SUPERFINITURA)
26
DISTRIBUZIONE DEI PICCHI
Materiale: ACCIAO DA CEMENTAZIONE 1 Finitura: GROUND
Fianco: DESTRO (20°)
Materiale: ACCIAO DA CEMENTAZIONE 1 Finitura: GROUND
Fianco: SINISTRO (25°)
Materiale: ACCIAO DA CEMENTAZIONE 2 Finitura: GROUND
Fianco: DESTRO (20°)
Materiale: ACCIAO DA CEMENTAZIONE 2 Finitura: GROUND
27
DISTRIBUZIONE DEI PICCHI
Materiale: ACCIAO DA CEMENTAZIONE 1 Finitura: REM (SUPERFINITURA)
Fianco: DESTRO (20°)
Materiale: ACCIAO DA CEMENTAZIONE 1 Finitura:REM (SUPERFINITURA)
Fianco: SINISTRO (25°)
Materiale: ACCIAO DA CEMENTAZIONE 2 Finitura: REM (SUPERFINITURA)
Fianco: DESTRO (20°)
Materiale: ACCIAO DA CEMENTAZIONE 2 Finitura:REM (SUPERFINITURA)
28
Materiale: ACCIAO DA CEMENTAZIONE 1 Finitura: GROUND
Fianco: DESTRO (20°)
Materiale: ACCIAO DA CEMENTAZIONE 1 Finitura: GROUND Fianco: SINISTRO (25°) Parametri di ampiezza: Sa = 0.202 µm Sq = 0.25 µm Sp = 0.903 µm Sv= 3.57 µm St=4.47 µm Ssk= -0.168 Sku= 3.38 Sz=3.06 µm
Parametri di area e volume
STp = 65.5% (1 µm sotto il picco più alto)
SHtp = 0.435 µm (20%-80%)
Smm r= 0.00357 mm
3
/mm2
Smvr = 0.000903 mm3/mm2
Smr = 65.5% (1 µm sotto il picco più alto)
Parametri di ampiezza: Sa = 0.195 µm Sq = 0.254 µm Sp = 0.985 µm Sv= 3.16 µm St=4.15 µm Ssk= -0.465 Sku= 4.44 Sz=3.06 µm
Parametri di area e volume
STp = 54.9% (1 µm sotto il picco più alto)
SHtp = 0.396 µm (20%-80%)
Smm r= 0.00316 mm
3
/mm2
Smvr = 0.000985 mm3/mm2
Smr = 54.9% (1 µm sotto il picco più alto)
Materiale: ACCIAO DA CEMENTAZIONE 2 Finitura: GROUND
Fianco: DESTRO (20°)
Materiale: ACCIAO DA CEMENTAZIONE 2 Finitura: GROUND Fianco: SINISTRO (25°) Parametri di ampiezza: Sa = 0.179 µm Sq = 0.234 µm Sp = 0.878 µm Sv= 4.51 µm St=5.39 µm Ssk= -1.04 Sku= 13.2 Sz=3.79 µm
Parametri di area e volume
STp = 73.1% (1 µm sotto il picco più alto)
SHtp = 0.369 µm (20%-80%)
Smm r= 0.00451 mm3/mm2
Smvr = 0.000878 mm
3
/mm2
Smr = 73.1% (1 µm sotto il picco più alto)
Parametri di ampiezza: Sa = 0.187 µm Sq = 0.25 µm Sp = 0.846 µm Sv= 6.81 µm St=7.65 µm Ssk= -1.09 Sku= 12.9 Sz=5.41 µm
Parametri di area e volume
STp = 77.7% (1 µm sotto il picco più alto)
SHtp = 0.374 µm (20%-80%)
Smm r= 0.00681 mm3/mm2
Smvr = 0.000846 mm
3
/mm2
29
PARAMETRI DELLA TOPOGRAFIA
Materiale: ACCIAO DA CEMENTAZIONE 1 Finitura: REM (SUPERFINITURA)
Fianco: DESTRO (20°)
Materiale: ACCIAO DA CEMENTAZIONE 1 Finitura:REM (SUPERFINITURA) Fianco: SINISTRO (25°) Parametri di ampiezza: Sa = 0.047 µm Sq = 0.0602 µm Sp = 0.344 µm Sv= 1.48 µm St= 1.82 µm Ssk= -0.0978 Sku= 5.94 Sz= 1.13 µm
Parametri di area e volume
STp = 100% (1 µm sotto il picco più alto)
SHtp = 0.0969 µm (20%-80%)
Smm r= 0.00148 mm
3
/mm2
Smvr = 0.000344 mm3/mm2
Smr = 100% (1 µm sotto il picco più alto)
Parametri di ampiezza: Sa = 0.0493 µm Sq = 0.0648 µm Sp = 0.491 µm Sv= 1.4 µm St=1.89 µm Ssk= 0.0147 Sku= 7.7 Sz=1.55 µm
Parametri di area e volume
STp = 100% (1 µm sotto il picco più alto)
SHtp = 0.1 µm (20%-80%)
Smm r= 0.0014 mm
3
/mm2
Smvr = 0.000491 mm3/mm2
Smr = 100% (1 µm sotto il picco più alto)
Materiale: ACCIAO DA CEMENTAZIONE 2 Finitura: REM (SUPERFINITURA)
Fianco: DESTRO (20°)
Materiale: ACCIAO DA CEMENTAZIONE 2 Finitura:REM (SUPERFINITURA) Fianco: SINISTRO (25°) Parametri di ampiezza: Sa = 0.0506 µm Sq = 0.0645 µm Sp = 0.433 µm Sv= 0.397 µm St=0.831 µm Ssk= -0.114 Sku= 3.75 Sz=0.716 µm
Parametri di area e volume
STp = --- (1 µm sotto il picco più alto)
SHtp = 0.105 µm (20%-80%)
Smm r= 0.000397 mm3/mm2
Smvr = 0.000433 mm
3
/mm2
Smr = --- (1 µm sotto il picco più alto)
Parametri di ampiezza: Sa = 0.0558 µm Sq = 0.0727 µm Sp = 0.492 µm Sv= 0.629 µm St=1.12 µm Ssk= -0.163 Sku= 5.77 Sz=1.07 µm
Parametri di area e volume
STp = 100% (1 µm sotto il picco più alto)
SHtp = 0.115 µm (20%-80%)
Smm r= 0.000629 mm3/mm2
Smvr = 0.000492 mm
3
/mm2
30
2.3.1 Banco prova
La campagna sperimentale di scuffing è stata condotta utilizzando un banco ingranaggi a ricircolo di potenza appositamente progettato per l’esecuzione di prove su ingranaggi di tipo aeronautico (Banco Renk, Figura 2-3).
In Tabella 2-2 sono riportate le principali caratteristiche del banco mentre in Figura 2-4 è riportato lo schema semplificato di funzionamento.
Figura 2-3: Banco Renk
Tabella 2-2: Caratteristiche e prestazioni del banco
Interasse 140 mm
Velocità 0 : 18000 rpm Rapporto di trasmissione 1:1
Coppia massima 500 Nm
Massima. Potenza circolante 1000 kW Potenza motore 55 kW Temperatura ingresso olio 20 : 180 °C
31
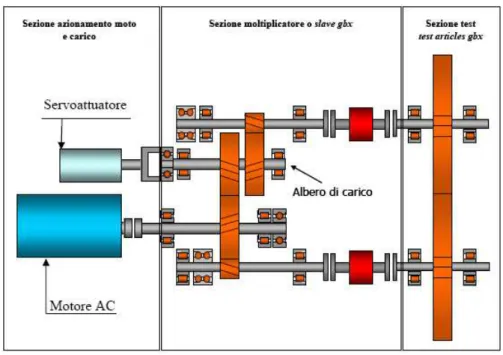
Figura 2-4: Catena cinematica del banco Renk
Gli ingranaggi in prova sono portati in rotazione da un motore AC asincrono, azionato da inverter e controllato in velocità con retroazione da encoder montato sull’albero motore. Il carico di prova è applicato attraverso un servoattuatore che, controllando lo spostamento assiale della ruota bielicoidale montata sull’albero di carico della sezione moltiplicatore, determina il caricamento dell’intera catena cinematica. A seconda del verso scelto per la traslazione dell’albero di carico, è possibile mettere in contatto e caricare il fianco destro o quello sinistro delle ruote in prova.
L’operatore, agendo sull’interfaccia del programma di controllo del banco prova, determina l’entità dello spostamento dell’albero di carico relativo al valore di coppia richiesto dalla prova.
La posizione dell’albero di carico può quindi
• essere variata in modo automatico dal sistema di controllo, al fine di mantenere costante (±4 Nm) il valore della coppia su uno dei due alberi di montaggio delle ruote dentate in prova (prova in controllo di carico);
• oppure, essere lasciata invariata al valore iniziale (prova in controllo di spostamento).
32 Il modulo di lubrificazione della zona test del banco, indipendente dal modulo di lubrificazione della sezione moltiplicatore, consente di alimentare le ruote in prova con olio a temperatura e portata costante. Nel caso delle prove di scuffing la lubrificazione è avvenuta con un getto di lubrificante “in mesh”, mediante una spray bar posizionata sopra la zona di ingranamento dei denti (Figura 2-5).
La temperatura del lubrificante è stata misurata, oltre che all’ingresso anche all’uscita dell’ingranamento, mediante due termocoppie alloggiate in posizione in mesh e out of
mesh.
Figura 2-5: schema della lubrificazione "in mesh"
Il lubrificante utilizzato è l’Aeroshell Turbine Oil 500 con caratteristiche conformi alla specifica MIL-PRF-23699.
In Tabella 2-3 sono riportate le principali caratteristiche del lubrificante Aeroshell
Turbine Oil 500.
Tabella 2-3: Caratteristiche Aeroshell Turbine Oil 500
Caratteristiche Unità di misura Valore
Densità [kg/m3] 1005 (a 15°C) Viscosità cinematica [mm2/s] 9750 (a -40°C) 28 (a 37.8 °C) 5.3 (a98.9°C) Pour poin [°C] <-57
33
2.3.3 Strumentazione e sistema di acquisizione dati
Durante lo svolgimento dei test è stato costantemente monitorato il livello vibrazionale del banco.
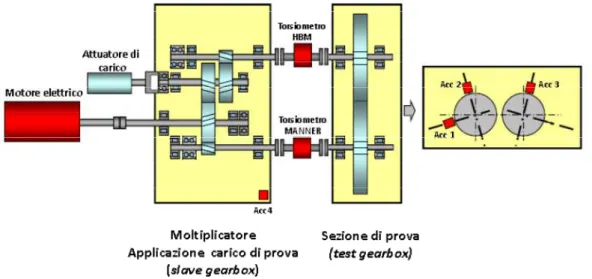
La misura delle vibrazioni è stata effettuata mediante l’utilizzo di tre accelerometri posizionati in corrispondenza della sezione test, come mostrato in Figura 2-6, e di un quarto accelerometro posizionato in corrispondenza della sezione slave. Gli accelerometri 1 e 2 sono rispettivamente in direzione perpendicolare e parallela alla retta di applicazione del carico nel caso in cui il fianco attivo sia il destro, mentre l’accelerometro 3 è in direzione parallela alla retta di applicazione del carico nel caso in cui il fianco attivo sia il sinistro.
Figura 2-6: Posizione degli accelerometri sul banco
I segnali accelerometrici sono stati acquisiti su un PC dedicato ed analizzati da un apposito programma in ambiente Labview®, che consente di effettuare on-line:
• analisi nel dominio della frequenza dei segnali accelerometrici (FFT)
• calcolo, visualizzazione e memorizzazione delle medie sincrone dei segnali accelerometrici. Il ricampionamento dei segnali accelerometrici necessario al calcolo delle medie sincrone è fatto mediante l’utilizzo del segnale tachimetrico generato da un pick-up ad effetto Hall.
• analisi dei segnali accelerometrici nel dominio del tempo; in particolare calcolo, memorizzazione e visualizzazione dell’RMS delle medie sincrone. Il controllo del banco prova avviene tramite un PC dedicato, su cui è installato un apposito programma sviluppato in ambiente Labview®. Il software di controllo del
34 portate e pressioni lubrificante, coppia) che, se attivi, garantiscono l’arresto automatico del banco. Il software, inoltre, consente l’inibizione di variazioni accidentali (da parte dell’operatore) dei parametri di prova quali: inversione del verso di rotazione degli alberi, inversione del segno della coppia, superamento del valore massimo della velocità di prova.
Tutti i valori acquisiti (pressioni, portate di olio e temperature in diversi punti del circuito di lubrificazione, temperature dei cuscinetti del banco, coppia letta dai torsiometri posizionati su entrambi gli alberi test, velocità di rotazione del motore e corrente assorbita) sono visibili nel pannello di controllo del programma e vengono memorizzati su file.