CAPITOLO 1 – L’automazione della manipolazione
delle pelli in conceria
1.1 - Vantaggi dell’automazione nel settore conciario.
Fino ad oggi il settore dell’industria conciaria non ha subito un grande sviluppo dell’automazione nel processo produttivo, com’è successo in altri campi. Circa l’80% delle operazioni di movimentazione avviene ancora in modo manuale.
Nell’ambito di questa tesi abbiamo affrontato il problema di come rendere automatico il processo di caricamento delle pelli sulla linea ti trasporto della stazione di verniciatura, unica operazione che ancora oggi è eseguita manualmente con l’ausilio di due operatori.
I vantaggi che si ottiene nell’automatizzare il processo di caricamento delle pelli sono essenzialmente:
• Evitare che le persone lavorino in un ambiente insalubre e pericoloso. • Riduzione della manodopera.
• Preciso controllo della produttività.
• Non occorre l’addes6tramento del personale per le operazioni.
Le operazioni di scarico della pelle dal nastro alla fine della lavorazione possono essere effettuate manualmente oppure tramite l’utilizzo di accatastatori automatici denominati staker (Fig 1.1).
Il quale possiede un piano orizzontale costituito da fasce di trascinamento, azionate da un rullo motorizzato centrale, che riceve le pelli dai nastri di carico e successivamente le stende sui pallet sottostanti.
Il carrello è montato su ruote le quali, attraverso un azionamento con pignoni e catene, ne consentono lo spostamento nei due sensi di marcia orizzontali. I movimenti orizzontali di traslazione dello piano combinati con la rotazione dei nastri, determinano la stesura delle pelli sul pallet.
1.2 - Ciclo di verniciatura delle pelli
Attualmente nelle concerie le pelli vengono riposte su cataste e messe su pallet di dimensioni 1400x1600 e movimentati mediante l’uso di carrelli elevatori a forche fino alla zona di carico della macchina di verniciatura (Fig 1.2).
In base alla tipologia di pelli possono essere caricati su piu pallets uno sopra l’altro, per evitare che eventuali lembi cadenti, tocchino terra durante il trasporto.
Figura 1.2
Il carico delle pelli è eseguita da due operatori che prelevano le pelli da due cataste e le pongono su un nastro trasportatore a fili di nylon (Figura 1.3).
Figura 1.3
Successivamente le pelli entrano all’interno della stazione di verniciatura, in cui è presente un meccanismo con dei bracci rotanti con degli spruzzatori agli estremi, il cui moto rotatorio favorisce la verniciatura di tutta la superficie della pelle durante il moto dato dal nastro (Figura 1.4).
Figura 1.4
Infine le pelli passano da una camera di essiccazione fino ad essere scaricate in maniera automatica da un dispositivo denominato staker, il quale ripone le pelli su un pallet posizionato opportunamente nella parte finale della macchina (Figura 1.5).
Figura 1.5
Dalle visite effettuate alla conceria AUSONIA abbiamo osservato le caratteristiche funzionali della cinematica rilevato le seguenti informazioni fondamentali:
• Velocità dei fili del nastro trasportatore, che variano da 10 m/min a 14 m/min, in dipendenza del tipo di pelle da verniciare e quindi di quanto deve permanere dentro la stazione di verniciatura.
• Le dimensioni delle macchine presenti, ricavate mediante rilievi come riportato in fig 1.6.
Figura 1.6
• Forme e dimensioni delle varie tipologie più usate di pelli che saranno presentate nel prossimo paragrafo.
1.3 - Tipologie di pelli presenti nelle conceria
Le varie tipologie di pelli si differenziano esclusivamente in base al taglio che si è effettuato sull’intera pelle dell’animale, le piu comuni sono:
• Taglio quadro: Ricavata del groppone dell’animale, rappresenta la parte più pregiata della pelle, costituisce il 45 ÷ 55% di questa. Ha una struttura fibrosa, molto compatta e uniforme adatta per la realizzazione di articoli tecnici ad elevate caratteristiche meccaniche inoltre presenta bordi poco sfrangiati.
• Mezzane: Si ottiene eseguendo un taglio lungo la dorsale dell’intera pelle dell’animale, ha una struttura fibrosa con caratteristiche meccaniche tanto più scarse quanto più ci si allontana dall’asse dorsale, generalmente presenta bordi sfrangiati.
Nelle figure 1.7 sono riportate le dimensioni massime dei tagli quadri e delle mezzane riscontrate in merito ai colloqui con il personale dell’azienda e confermate dai rilievi eseguiti su un diverso numero di campioni.
1.4 - Problematiche relative all’automazione nell’industria conciaria
Le difficoltà che attualmente impediscono uno sviluppo significativo dell’industria conciaria sono legate alla natura del materiale trattato, le pelli infatti presentano le seguenti peculiarità:
• Deformabilità: la pelle è un tessuto flessibile e presenta differenti rigidezze in base allo spessore, dal tipo di animale utilizzato e della zona da cui è ricavata..
• Bordi irregolari: le pelli hanno contorni irregolari, possono presentare sul bordo sfrangiature e difetti di vario genere a seconda della parte e del tipo di animale utilizzato.
• Delicatezza: la superficie delle pelli è delicata, può sporcarsi o rovinarsi in seguito al contatto con altri oggetti.
• Dimensioni: le pelli anche del medesimo tipo e lotto, possono presentare dimensioni differenti.
Tali caratteristiche costituiscono le cause principali che hanno impedito uno sviluppo significativo nell’automazione dei sistemi di movimentazioni delle pelli nelle concerie, soprattutto nelle fasi di carico sulle macchine, che data l’elevata deformabilità delle pelli, impedisce un posizionamento privo di pieghe, necessario ad una corretta stesura della vernice sulla sua superficie.
La forma irregolare delle pelli costituisce un problema per le operazioni di carico da parte di dispositivi automatici che possono non riconoscere l’esatta posizione della pelle sulla catasta e l’identificazione esatta del bordo della stessa per distinguerla dalle pelli sottostanti.
Le pelli presentano due superfici denominate:
• Il lato fiore: superficie della pelle ricavata dai tessuti cutanei esterni dell’animale, presenta un aspetto liscio e morbido ma molto delicato, è la parte della pelle più pregiata per questo risulta visibile nei prodotti finiti.
• Il lato carne: superficie della pelle ottenuta dai tessuti cutanei interni dell’animale presenta un aspetto ruvido e poroso non adatto ad essere esposto nel prodotto finito.
1.5 - Lo stato dell’arte dei sistemi di manipolazione di materiali flessibili
Il criterio differenzia le diverse metodologie di movimentazione è stato quello di considerare l’afferraggio del lato carne, il lato fiore oppure il bordo.
Il lato fiore della pelle si presenta molto liscio e delicato e qualsiasi pressione effettuata da organi di presa crea danneggiamento, che è assolutamente da evitare, in quanto il lato fiore è quello che sarà visibile nel prodotto finito.
E’ necessario assicurare che sul fiore non ci sia alcun difetto, per non compromettere la qualità degli articoli ottenuti, nella figura 1.8 è rappresentato l’impronta creata da una ventosa a depressione la quale è accettabile perchè sparisce entro breve tempo.
Figura 1.8
Il lato carne della pelle si presenta invece ruvido e poroso quindi non visibile nel prodotto finito, per questo non è necessario applicarvi il colore nella stazione di verniciatura.
Il lato carne è tuttavia meno delicato rispetto al fiore, ed eventuali difetti causati da dispositivi di afferraggio, potrebbero essere anche accettabili.
Il bordo è la parte delle pelle che presenta più delle sfrangiature anche molto accentuate e questo può costituire un problema per l’afferraggio tramite dispositivi automatici, in quanto il bordo risulta difficilmente individuabile.
Per l’afferraggio di pelli dal lato carne sono stati studiati dei gripper ad attrito i quali sfruttano le forze di pressione e di attrito che nascono dal contatto con la pelle da movimentare figura 1.9.
Figura 1.9
Per l’afferraggio di pelli sul bordo sono stati ideati gripper muniti di pinze, in questo caso le pelli dovrebbero essere accatastate in maniera tale da essere separate l’una dall’altra, per facilitare l’afferraggio figura 1.10.
Figura 1.10
Per l’afferraggio di pelli dal lato fiore, per noi piu interessante perchè consente di stendere la pelle con il fiore verso l’alto, a questo proposito sono stati studiati dei gripper muniti di ventose che realizzano la presa mediante una depressione che può essere ottenuta tramite la creazione del vuoto tra ventosa e materiale da movimentare.
Per determinare la posizione con cui dovranno essere collocate le ventose nel gripper è stato necessario eseguire un’analisi su due possibili zone di presa della pelle:
• Presa estesa: Realizzata da un gripper a depressione che la afferra in una zona estesa, per essere certi di effettuare la presa su tutta la superficie della pelle ed evitare così il problema dei lembi cadenti, con questa soluzione si ha la probabilità che le ventose più esterne afferrino le pelli sottostanti alla catasta come mostrato in figura 1.11
Figura 1.11
Per evitare questo problema si può provvedere ad una separazione delle pelli, interponendo tra pelle e pelle nella catasta uno strato di materiale poroso, realizzato da un dispositivo che non appena una pelle viene depositata, un rullo sul quale è avvolto il materiale poroso, trasla e deposita il materiale sulla pelle come mostrato in figura 1.12.
h
Figura 1.12
Oppure la separazione pelle-pelle puo essere realizzata mediante l’ausilio di una cassettiera, con cassetti di materiale poroso traslanti come in figura 1.13.
Figura 1.13
• Presa centrale: Per evitare il fenomeno della presa multipla la pelle può essere afferrata in una zona centrale piu ristretta rispetto alle dimensioni della pelle, questo assicura che l’afferraggio non sia vicino ai bordi irregolari della pelle in modo da non prelevare pelli sottostanti come mostrato in figura 1.14.
Figura 1.14
Come si nota dalla figura si ha la formazione di lembi cadentiche impediscono di depositare sul trasportatore a fili la pelle completamente stesa dopo il rilascio da parte del gripper.
Per evitare la presenza ei lembi cadenti è stato realizzato un dispositivo stenditore che sarà presentato nel prossimo paragrafo.
1.6 - La cella di caricamento pelli messa a punto dal DIMNP
Per eliminare la presenza dei lembi cadenti, prima della stesura della pelle, è stato ideato un dispositivo a camere laterali espandibili:
La pelle viene posizionata sopra le camere inizialmente chiuse, tramite l’espansione assiale delle camere si realizza la stesura della pelle in una direzione come mostrato in figura 1.15
Tramite una rotazione satellitare delle camere espandibili si la stesura della pelle sui fili del trasportatore come mostrato in figura 1.16, 1.17, 1.18.
La rotazione satellitare è necessaria per accompagnare la pelle sul trasportatore ed evitare che avvenga la caduta dell’ultimo lembo della pelle per gravità, con la conseguente formazione di pieghe. ω3 ωp ω1 vfs vc ω3 ωp ω 1 vfs θ vc Figura 1.16 Figura 1.17 Figura 1.15
ω3 ωp
ω1 θ = 90°
vfs
Figura 1.18
E’ stato progettato e realizzato il dispositivo che realizza al simulazione delle operazioni sopra descritte ed attualmente si trova nel dipartimento DIMNP dell’Università di Pisa come è mostrato in figura 1.19.
Figura 1.19
Riferendosi alla figura 1.20, il dispositivo possiede il tappeto a fili è costituito da due rulli (7 – 8) su cui si avvolgono i fili il rullo (7) è messo in rotazione dal motore elettrico (4).
Il piano del trasportatore ha la possibilità di inclinarsi ruotando intorno all’asse di rotazione (9) del rullo trasportatore (8), per mezzo di un cilindro idraulico posizionato sotto il piano del trasportatore (6).
Tutto il dispositivo è posizionato su un telaio (1) costituito da profilati a sezione rettangolare in acciaio.
L’espansione delle camere è realizzato mediante il gonfiaggio di due palloni in PVC, come mostrato in figura 1.21.
CAMERA IN CONFIGURAZIONE CHIUSA CAMERA IN CONFIGURAZIONE APERTA Figura 1.21
1.7 - Simulazione di un ciclo di stesura svolto in dipartimento
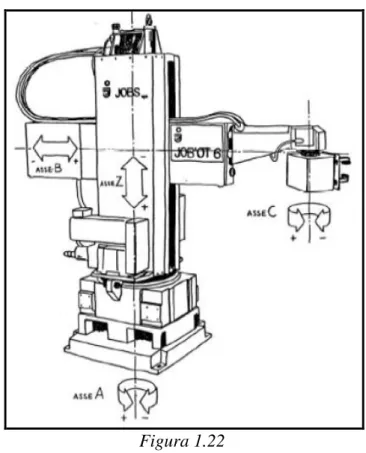
All’interno del dipartimento è stato svolto la simulazione di un ciclo completo di stenditura di una pelle, a questo proposito è stato dapprima compilato un programma specifico per il manipolatore che guidava i gripper, il quale è un robot a cinematica cilindrica fig. 1.22, installato in dipartimento denominato JOB’OT 6 prodotto dalla JOBS S.p.A., costituito da tre assi controllati indipendenti ,la cui posizione all’unita di governo è data da encoder relativi.
• Asse A: di rotazione dell’asse verticale, • Asse Z: di traslazione verticale,
• Asse B: di traslazione orizzontale • Asse C: di rotazione del polso
sul polso è stato collegato il gripper per eseguire la presa centrale delle pelli.
Il gripper utilizzato è un prototipo ideato e realizzato presso il DIMNP, il quale è costituito da un corpo di alluminio di dimensioni 1470x850 di peso 25 Kg, concepito per poter operare su di un’area di sicurezza tale da evitare il rischio di prelevare pelli sottostanti come si vede in figura 1.24.
Figura 1.24 Figura 1.22
Nelle parte superiore è presente un circuito pneumatico che alimenta le ventose fissate su steli che hanno la possibilità di traslare lungo il telaio del gripper per permettere un certo gioco di presa, sono presenti delle molle per il rientro in posizione degli steli.
Il gripper è composto da 12 ventose di diverso colore, alimentate mediante un tubo di venturi per creare il vuoto a una pressione compresa da 0.2 a 0.8 MPa e comandate dal robot mediante dei segnali provenienti da vacuostati digitali presenti sul polso dello stesso, come riportato lo schema in figura 1.25.
Figura 1.25
le ventose sono in gomma siliconica hanno una forma appiattita con delle venature interne per permettere una presa estesa e garantire una depressione sufficiente in tutta la superficie di presa come mostrato in figura 1.26.
In base al tipo di pelle da movimentare vengono attivate le ventose opportune:
• blu e bianche: per la movimentazione delle mezzane • gialle e bianche: per i tagli quadri.
Tutta la struttura del gripper è collegata al polso del robot mediante un supporto in alluminio, collegato mediante viti.
Come prima operazione è stata quella di azzerare gli assi del robot, sull’asse A è stato necessario applicare un riferimento costituito da una targhetta di alluminio, per creare uno zero fittizio, perchè quello vero portava il braccio in una posizione inaccessibile, a causa di ostacoli presenti nella cella.
Successivamente abbiamo eseguito un possibile ciclo di stesura attivando la modalità manuale, la quale ci ha permesso di spostare manualmente il gripper, mediante una consolle, in punti caratteristici i cui valori sono riportati in figura 1.27, e memorizzarli sull’unita di governo, tali punti saranno necessari per il programma di stesura.
Figura 1.27
La sintesi delle operazioni eseguite per effettuare la prova, svolte sul prototipo del dispositivo stenditore presente in DIMNP si possono riassumere nelle fasi seguenti:
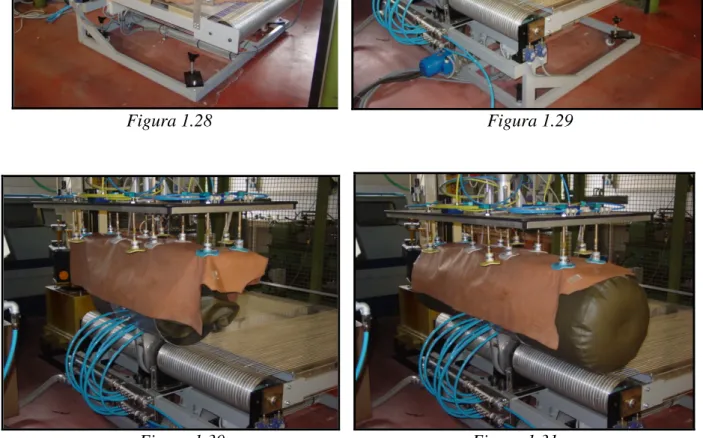
• La pelle viene posizionata manualmente sul piano del dispositivo stenditore; tale operazione preparatoria è eseguita prima di avviare un ciclo come riportato in figura (Fig. 1.28).
• Il braccio sposta il gripper sulla pelle, si attivano le ventose e si preleva la pelle sollevandola (Fig. 1.29).
• Successivamente si ha il posizionamento sopra le camere espandibili, che sono nella configurazione iniziale chiuse (Fig. 1.30).
A1 B1 C1 Z1 A -1,067 211,97 102,9 334,8 B -1,067 211,97 102,9 649,04 C -1,067 211,97 102,9 579,74 D -1,067 211,97 102,9 -0,934 D1 -13,5 171,24 111,92 -0,934 D2 -18,76 171,24 118,91 -0,934 D3 -26,16 171,24 126,62 -0,934 D4 -30,89 198,47 132,35 -0,934 D5 -33,14 222,81 134,79 -0,934 E -36,67 240,86 136,86 -0,934 F -36,67 240,86 136,86 73,35 HOME -1,067 0,077 0,03 0,09
• Con la pelle posizionata correttamente sulle camere, viene eseguita la fase di espansione delle camere, introducendo aria compressa al loro interno (Fig. 1.31), si esegue la stesura della pelle nella direzione dell’asse delle camere.
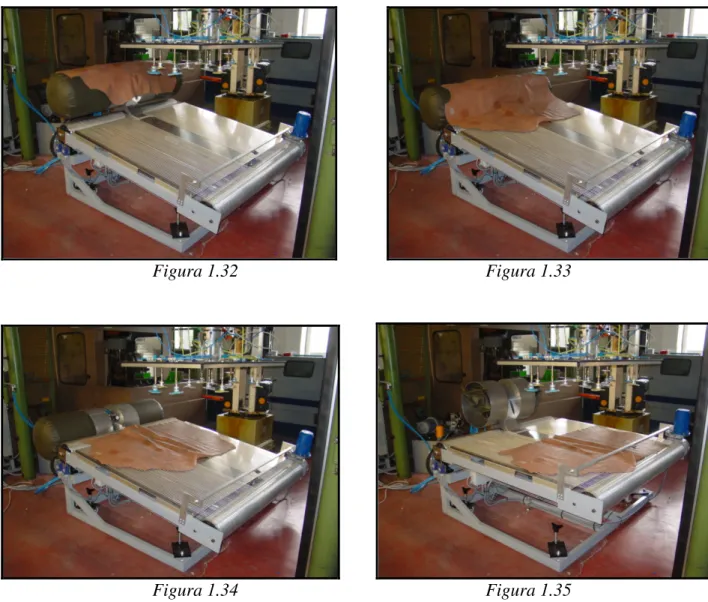
• Terminata la fase di espansione, le ventose rilasciano la pelle sopra le camere ed il robot riporta il gripper nella posizione di prelievo, si attiva lo scorrimento dei fili del prototipo (Fig. 1.32).
• Inizia la rotazione del portasatellite (ωp) e quindi anche quella delle camere espandibili (ω3); la cui combinazione dei due moti permette la stesura della pelle (Fig. 1.33).
• Le camere continuano il loro moto satellitare fino a portarsi allo stesso livello del rullo del trasportatore (Fig. 1.34).
• La pelle viene trasportata dai fili fino a quando non interrompe il fascio luminoso del sensore di arresto; in questa fase si ha lo sgonfiaggio delle camere espandibili e il riposizionamento del portasatellite nella posizione iniziale (θ = 0); la pelle si trova di nuovo nella posizione di prelievo e quindi il ciclo di prova può essere ripetuto (Fig. 1.35).
Figura 1.29
Figura 1.30 Figura 1.31 Figura 1.28
Figura 1.32 Figura 1.33
Figura 1.34 Figura 1.35
Infine è stato possibile compilare il programma che permette di fare eseguire automaticamente al robot tutte le operazioni descritte, il quale è stato compilato nell’unita di governo il quale è riportato di seguito:
Programma presa pelle
COM/PROGRAMMA PRESA PELLE (CASELLI) SET/L1,1
SET/L3,1000 SET/L4,1500 SET/L5,2000
SAX/-57,-59,-61,-63 (Accensione vacuostati 57,59,61,63) LAB/120
FED/L3: C1,102.93 (Posizionamento sopra presa pelle Punto A) FED/L3: B1,211.97, C1,102.93, Z1,384.8
JMP/30 LAB/10
HLD/1: PELLE NON PRESENTE (Arresto del ciclo per intervento manuale dell’operatore) JMP/10
LAB/20 LAB/30
SAX/-2 (Attiva depressione , uscita 2 commutazione) FED/L3:Z1,649.04 (Posizionamento sopra presa pelle Punto B) JEQ/S25,1,40 (Controllo presenza depressione per vcuostato 25) JEQ/S27,1,40 (Controllo presenza depressione per vcuostato 27) JEQ/S29,1,40 (Controllo presenza depressione per vcuostato 28) JEQ/S31,1,40 (Controllo presenza depressione per vcuostato 31) JMP/50
LAB/40
SAX/2 (Disattiva depressione , uscita 2 commutazione) FED/L3:Z1,384.8 (Posizionamento sopra presa pelle Punto A)
HLD/1: PELLE NON CORRETTAMENTE AFFERRATA (Consenso) JMP/30
LAB/50
FED/L3:Z1,579.74 (Posizionamento sopra presa pelle Punto C) JEQ/S25,1,60 (Controllo presenza depressione per vcuostato 25) JEQ/S27,1,60 (Controllo presenza depressione per vcuostato 27) JEQ/S29,1,60 (Controllo presenza depressione per vcuostato 28) JEQ/S31,1,60 (Controllo presenza depressione per vcuostato 31) JMP/70
LAB/60
SAX/2 (Disattiva depressione , uscita 2 commutazione) TIM/500 (Pausa di fermata 5 secondi, delay) ADD/L1,1
JLE/L1,3,30 (Salta se L1>3)
HLD/1: PELLE NON CORRETTAMENTE AFFERRATA (Consenso) FED/L3: B1,0.077, C1,0.03, Z1,0.09
EXT
LAB/70
FED/L3:Z1,1 (Posizionamento sopra presa pelle Punto D) FED/L3:B1,171.24
FED/L3:C1,111.92 (Posizionamento sopra presa pelle Punto D1) FED/L3:A126.5 (Posizionamento sopra presa pelle Punto D2)
FED/L3:A1,-21.24, C1,118.91 (Posizionamento sopra presa pelle Punto D3) FED/L3:A1,9.11, B1,194.47,C1,132.35 (Posizionamento sopra presa pelle Punto D4) FED/L3:A1,6.86, B1,222.81, C1,134.79 (Posizionamento sopra presa pelle Punto D5) FED/L3:A1,3.33, B1,240.86, C1,136.86 (Posizionamento sopra presa pelle Punto E) JEQ/S25,1,80 (Controllo presenza depressione per vcuostato 25) JEQ/S27,1,80 (Controllo presenza depressione per vcuostato 27) JEQ/S29,1,80 (Controllo presenza depressione per vcuostato 28) JEQ/S31,1,80 (Controllo presenza depressione per vcuostato 31) JMP/90
LAB/80
SAX/2 (Disattiva depressione , uscita 2 commutazione) TIM/200
FED/L3:Z1,-0.934 (Posizionamento sopra presa pelle Punto D) FED/L3:A1,-1.067, B1,0.077, C1,0.03, Z1,0.09 (Azzeramento degli assi) EXT (Stop)
LAB/90
HLD/1: CONTROLLO VISIVO (Consenso)
FED/L3:Z1,73.35 (Posizionamento sopra presa pelle Punto F) HLD/1: ATTESA GONFIAGGIO PALLONI (Consenso)
SAX/2 (Disattiva depressione , uscita 2)
JEQ/S25,-1,100 (Controllo assenza depressione per vcuostato 25) JEQ/S27,-1, 100 (Controllo assenza depressione per vcuostato 27) JEQ/S29,-1, 100 (Controllo assenza depressione per vcuostato 28) JEQ/S31,-1, 100 (Controllo assenza depressione per vcuostato 31) JMP/110
LAB/100
HLD/1: PELLE NON CORRETTAMENTE RILASCIATA (Consenso) LAB/120
FED/L3:A1,3.33, B1,240.86, C1,136.86 (Posizionamento sopra presa pelle Punto E) FED/L3:Z1,-0.934 (Posizionamento sopra presa pelle Punto D) HLD/1: PREMERE 1 PER CONTINUARE 2 PER STOP (Consenso) LAB/130
IVK/PREMERE 1 PER CONTINUARE.L2L6,G3,130 JEQ/L2,1,120
FED/L:A1,-1.067, B1,0.077, C1,0.03, Z1,0.09 (Azzeramento degli assi) END
La prova è riuscita bene ed abbiamo potuto costatare la validità del dispositivo stenditore e del gripper a ventose.