CAPITOLO 6
6.1 V
ariabili del problema
Nell’immagine seguente ( fig. 6.1 ) è visibile il sistema di iniezione a tunnel che si vuole dimensionare con la materozza in verde composta dai tre elementi fondamentali: carota, canale e gate, mentre il pezzo da realizzare è in rosso.
fig. 6.1
Ovviamente, le variabili che nella pratica condizionano il problema sono molteplici, spesso imprevedibili, e comunque diverse da caso a caso. Tali variabili possono essere raggruppate in due diverse tipologie : variabili legate alla geometria del pezzo e variabili influenzate dalla viscosità del polimero iniettato. Per evitare di dover manipolare un’enorme quantità di dati si è preferito restringere tale numero di variabili e, dove possibile, tenerne fissa qualcuna.
Per quanto riguarda i tipi di polimero iniettato si è preferito suddividerli in funzione del loro grado di viscosità. Sono stati così creati tre gruppi di viscosità : bassa, media, alta. Le famiglie di polimeri appartenenti alle tre classi di viscosità suddette sono visibili nella tabella seguente, tra parentesi sono indicati i nomi commerciali di alcuni tra i polimeri più utilizzati in M.P.T. e che sono stati utilizzati anche nelle simulazioni svolte.
CAROTA CANALE GATE LASTRA L/2 L ≈ lunghezza di flusso SPESSORE 3mm
Altra variabile, in questo caso assolutamente imprevedibile , è rappresentata dalla geometria del pezzo . In M.P.T infatti si realizzano stampi per pezzi dalla forma più svariata, talvolta anche molto complessa, come nel caso di caschi, carene, ecc. Per superare tale difficoltà si è scelto di iniettare semplici lastre piane che avessero spessore costante pari a 3mm ( questo è infatti lo spessore mediamente più utilizzato ) e lunghezza pari al doppio della larghezza, posizionando l’iniezione da un lato della piastra dove è presente una piccola paretina. Tale scelta permette di legare la lunghezza di flusso del polimero direttamente e con buona approssimazione alla lunghezza della piastra presa in considerazione. Sono state effettuate simulazioni per piastre delle seguenti dimensioni :
50 x 100, 100 x 200, 200 x 400, 250 x 500, 300 x 600. Per ogni piastra si sono calcolate le dimensioni ottimali dei canali da utilizzare per la corretta iniezione di polimeri di bassa, media ed alta viscosità. Dunque la tabella che è scaturita dalle simulazioni può essere consultata per il dimensionamento di canali sottomarini di pezzi dalla geometria più svariata purchè di spessore pari a tre millimetri e lunghezza di flusso massima variabile tra i 100mm e i 600mm.
Per quanto riguarda il canale sottomarino esso è rappresentato nel seguente schema di fig. 6.2 così come appare modellizzato dal moldflow.
bassa viscosità PP PE PA (ULTRAMID A3K) (GRILON BT 40 TX)
media viscosità ABS PAR PA46
(IXEF 1022/008) (TERBLEND N NG-02) alta viscosità PC POM PBT/PC (XENOY) (MAKROLON 1143)
Fig. 6.2
Un sistema di iniezione a tunnel può essere realizzato con lunghezze dei tre canali molto variabili a seconda delle esigenze, tuttavia, la necessità di mantenere basso il numero di variabili e quindi i dati da manipolare, ha portato alla definizione di un sistema di iniezione che mantenesse almeno alcune dimensioni caratteristiche costanti, ovvero la lunghezza della carota pari a 80 mm, la distanza tra carota e parete del manufatto pari a 50 mm, e l’angolo formato dal canale a tunnel con quello distributore pari a 45° vedi fig. 6.3 .
Le scelte di tenere costanti tali dimensioni ed il loro valore sono scaturite da un’attenta analisi delle esperienze precedentemente fatte in M.P.T che ha dimostrato come nella maggior parte dei casi le dimensioni di L1, L2, Ø3 siano molto prossime ai valori scelti. Le altre grandezze che invece condizionano direttamente il problema sono Ø1, d1, D, Ø2, d2, visibili nello schema seguente quotate in blu insieme alle quote costanti quotate in rosso ( fig. 6.4 ).
fig. 6.4
2,5 <
d1
< 8
2° <
Ø1
< 4°
4 <
D
< 14
1,5 <
d2
< 4
20° <
Ø2
< 30°
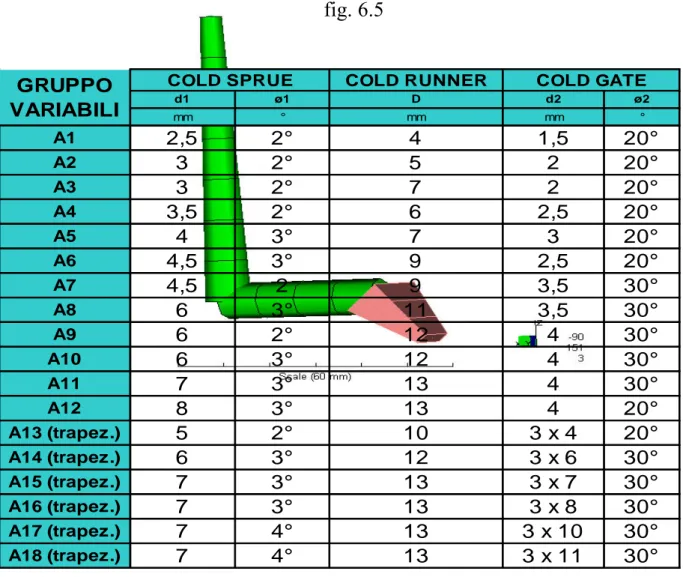
Combinando opportunamente i valori delle 5 variabili sono stati ottenuti 18 diversi dimensionamenti dei canali di iniezione. Con tali canali sono state alimentate, nelle simulazioni, le diverse piastre, ognuna delle quali con polimeri appartenenti alle tre suddette classi di viscosità : bassa, media, alta. Nella pagina seguente è visibile la tabella con i vari gruppi di variabili scelte. In tale tabella gli ultimi sei gruppi di variabili si riferiscono a sistemi di iniezione che differiscono dai precedenti per il fatto di avere l’ultimo tratto di sezione trapezoidale. Tale soluzione si è resa necessaria per aumentare la sezione di ingresso del materiale nella cavità. La normale iniezione a tunnel, infatti, con l’ultimo tratto troncoconico si era rivelata insufficiente ad alimentare le lastre di maggiore dimensione ( 300 x 600 ) per polimeri di media ed alta viscosità. L’utilizzo di un tale sistema di iniezione con l’ultimo tratto a tronco di piramide mantiene inalterati tutti i vantaggi tipici dell’iniezione a tunnel a fronte di una leggera complicazione costruttiva. Nella pagina seguente è visibile il sistema di iniezione con gate a sezione trapezoidale (in rosa) e la tabella con i vari gruppi di variabili scelte.
fig. 6.5 COLD RUNNER d1 ø1 D d2 ø2 mm ° mm mm ° A1 2,5 2° 4 1,5 20° A2 3 2° 5 2 20° A3 3 2° 7 2 20° A4 3,5 2° 6 2,5 20° A5 4 3° 7 3 20° A6 4,5 3° 9 2,5 20° A7 4,5 2 9 3,5 30° A8 6 3° 11 3,5 30° A9 6 2° 12 4 30° A10 6 3° 12 4 30° A11 7 3° 13 4 30° A12 8 3° 13 4 20° A13 (trapez.) 5 2° 10 3 x 4 20° A14 (trapez.) 6 3° 12 3 x 6 30° A15 (trapez.) 7 3° 13 3 x 7 30° A16 (trapez.) 7 3° 13 3 x 8 30° A17 (trapez.) 7 4° 13 3 x 10 30° A18 (trapez.) 7 4° 13 3 x 11 30° GRUPPO VARIABILI
COLD SPRUE COLD GATE
TABELLA gruppo variabili.
Grafici della viscosità in funzione dello shear rate per diversi valori della temperatura di alcuni dei polimeri utilizzati nelle simulazioni.
Grilon Ixef
Makrolon Terblend
Ultramid Xenoy
7.1 Risultati con gate tradizionale per la piastra 300 x 600
Dai dati raccolti nelle numerose prove svolte si è subito evidenziato il punto critico legato all’utilizzo dell’iniezione a tunnel. Esso è rappresentato dal gate di iniezione. La sezione di una normale iniezione sottomarina ha la forma visibile nelle immagini seguenti (fig. 7.1)
fig. 7.1
Tale sezione di iniezione scaturisce dall’intersezione della paretina del manufatto (visibile in blu ) con il tronco di cono che rappresenta la parte finale della materozza. Un tale tipo di alimentazione può essere sufficiente per lunghezze di flusso di 500 mm purché il polimero iniettato appartenga alla classe di media viscosità come dimostrano le figure della pagina successiva (fig. 7.2; 7.3; 7.4).