3
2 INTRODUZIONE
2.1 Aspetti salutistici della frazione fenolica del mosto e del vino.
La vinificazione in rosso prevede una fase di macerazione delle vinacce (contatto tra la frazione solida e liquida del mosto) che apporta essenzialmente composti fenolici (flavonoidi e non flavonoidi) importanti per il colore e la struttura generale del prodotto finito, oltre a sostanze aromatiche, azotate, polisaccaridiche e minerali. Questi componenti provengono quasi esclusivamente dalle bucce, dai vinaccioli e, talvolta, anche dai raspi e influenzano la composizione chimica ma soprattutto il profilo sensoriale del prodotto finito. Per la loro tendenza ad ossidarsi facilmente, i composti fenolici costituiscono un bersaglio preferenziale degli ossidanti e dei radicali liberi che vengono così inattivati e resi innocui per le cellule animali e vegetali. Infatti, i diversi gruppi di fenoli presenti nelle uve sono in grado di contrastare, con efficacia variabile in funzione della tipologia di composti, la cinetica di propagazione delle specie radicaliche. I radicali liberi, soprattutto quelli dell’O2 (superossido
O2; OH idrossile), sono specie chimiche molto reattive che possono accumularsi all’interno
delle cellule animali e delle piante come coprodotti legati ad alcuni processi cellulari fondamentali come la respirazione aerobia, o formarsi a seguito dell’interazione con inquinanti atmosferici (O3, SO2, NOX, etc.). In particolare il radicale idrossilico (OH) appare
in grado di interagire con qualunque sostanza organica e di danneggiare, pertanto, anche molecole biologicamente importanti (DNA, proteine ed enzimi di membrana) che possono essere “riparate” solo grazie all’azione di alcuni enzimi che ne promuovono il recupero. Poiché lo sviluppo di alcune tra le più importanti malattie degenerative dell’uomo, come il cancro, l’arteriosclerosi, la cataratta ed il diabete, appare direttamente correlato alla concentrazione con cui i diversi composti intermedi e finali del processo ossidativo sono presenti a livello cellulare, la presenza di efficaci concentrazioni di antiossidanti nella dieta alimentare costituisce un importante fattore di prevenzione nella salvaguardia della salute del consumatore. L’assunzione di moderati quantitativi di vino rosso, meglio se congiunta al consumo di ortofrutticoli allo stato fresco, rappresenta la via più efficace, oltre che più piacevole, per alimentarsi correttamente assicurando la necessaria presenza di antiossidanti nella nostra dieta, in accordo a quanto emerso nel corso di alcune giornate di studio, organizzate presso la Facoltà di Agraria dell’Università di Pisa. In uno dei principali interventi (Pichera A., 2002) è stato sottolineato come alla presenza di composti fenolici sia legata la riduzione delle affezioni cardiocircolatorie, come dimostrato da un interessante
4 sperimentazione in cui il numero dei decessi dovuti a cause di natura cardiocircolatoria per 100000 abitanti è stato messo in relazione con quello dei bicchieri giornalieri di vino abitualmente consumati. Si ottiene un curva ad andamento parabolico il cui minimo si situa attorno a due-tre bicchieri/die, un dato medio ottimale oltre cui non è consigliabile spingersi. Infatti, fin dai primordi il vino è stato utilizzato come veicolante dei principi attivi presenti nelle erbe officinali poiché tende ad incrementare la biodisponibilità delle sostanze terapeuticamente attive, determinando l’insorgenza di una sorta di effetto sinergico che tende a potenziarne l’efficacia. La polarità del mezzo idroalcolico potrebbe spiegare la maggiore efficacia del vino, rispetto ad altre bevande, ugualmente ricche in composti fenolici (es: succhi di arancia rossa). Un recente impiego delle vinacce esauste consiste nel trattamento dell’epidermide per contrastare l’accumulo cutaneo dei radicali liberi, responsabili del processo di invecchiamento della pelle.
5
2.2 Classificazione ed evoluzione dei composti polifenolici
I polifenoli costituiscono una famiglia di molecole organiche presenti nel regno vegetale. Sono caratterizzati, come indica il nome, dalla presenza di molteplici gruppi fenolici associati in strutture più o meno complesse generalmente di alto peso molecolare. Questi composti sono il prodotto del metabolismo secondario delle piante. Dal punto di vista chimico, i polifenoli sono molecole composte da più cicli fenolici condensati (composti organici che possiedono uno o più gruppi ossidrilici - OH - legati ad un anello aromatico).
Il 69,15% dei composti fenolici totali dell’uva si trova nei vinaccioli, il 30% nelle bucce e lo 0,85% nella polpa. I fenoli contenuti nella polpa sono quasi interamente non flavonoidi, mentre i fenoli delle bucce e dei vinaccioli sono maggiormente flavonoidi e polimeri (Fig. 2.1).
6
2.2.1 Classificazione composti fenolici
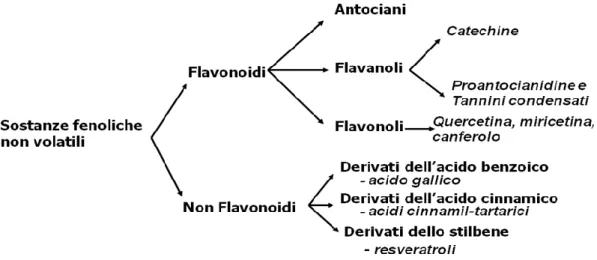
Nell’uva possiamo quindi dividere i composti polifenolici in due grandi gruppi: i polifenoli non-flavonoidi (acido benzoico, acido cinnamico e gli stilbeni) e i flavonoidi (antociani, flavanoli e flavonoli) (Fig. 2.2).
Figura 2.2 Classificazione schematica dei componenti fenolici
Fenoli non flavonoidi
I fenoli non-flavonidi sono rappresentati dagli acidi fenolici. Questi sono costituiti da un anello benzenico sostituito da uno o più gruppi fenolici e metossilici e da un gruppo carbossilico legato direttamente (acidi benzoici) o tramite una catena di atomi di carbonio (acidi cinnamici) all'anello (Fig. 2.3).
Sono stati identificati sette diversi derivati dell’acido benzoico, che differiscono per il grado e la natura dei sostituenti sull’anello benzenico: questi componenti sono presenti nell’uva o sotto forma eterosidica, da cui vengono liberati per idrolisi acida, o come esteri idrolizzabili in ambiente alcalino. Sono stati inoltre isolati anche quattro derivati dell’acido cinnamico, che solitamente si presentano come esteri dell’acido tartarico (ac. Cutarico, ac. Caftarico) o come eterosidi del glucosio (Ribèreau-Gayon 1965).
7
Figura 2.3 I diffenti acici benzonici e cinnamici
I polifenoli non-flavonidi si trovano sia nell’uva che nel vino ma, con l’eccezione dell’acido cinnamico, essi sono generalmente presenti a basse concentrazioni. Gli acidi idrossicinnamici rappresentano i maggiori composti dei vini bianchi ottenuti senza macerazione (150 mg/L GAE) e sono responsabili del colore di questi vini; sono appunto derivati principalmente dalla polpa degli acini. I vini rossi contengono quantità maggiori di questi composti (200 mg/L GAE), anche se essi rappresentano solo una minima parte dei fenoli totali estratti nel corso della macerazione.
Derivati degli acidi cinnamici sono da considerarsi le cumarine, ottenute dall’esterificazione intramolecolare di un gruppo ossidrilico fenolico in posizione α rispetto alla catena laterale contenente il gruppo carbossilico. Questi sono dei costituenti del legno e sono stati isolati sia come derivati glicosilati (esculina, scopolina) che come agliconi (esculetina, scopoletina) in funzione dello stato di stagionatura del legno. Nei vini affinati in legno raggiungono la concentrazione di alcuni µg/L sufficienti comunque ad apportare un significativo contributo al profilo sensoriale del vino finito.
Un altro gruppo di fenoli non flavonoidi caratterizzato da una maggiore complessità molecolare è quello costituito dagli stilbeni, che presentano una struttura costituita da due anelli benzenici uniti tra loro da una unità etanica o etilenica. Tra questi di particolare interesse è il cis/trans-3,5,4’-triidrossistilbene (resveratrolo) (Fig. 2.4), noto per la sua attività farmacologica, e che tende ad accumularsi particolarmente nelle uve oggetto di attacchi micotici (Langcake, 1981).
8
Figura 2.4 3,5,4'-triidrossistilbene (resveratrolo)
Fenoli flavonoidi
La struttura molecolare di questa classe di composti polifenolici è caratterizzata dalla presenza di due anelli benzenici uniti da un etero ciclo ossigenato, derivante sia dal nucleo 2-fenilcromone (flavoni, flavonoli), sia dal nucleo 2-fenilcromanone (flavanoli, flavanonoli).
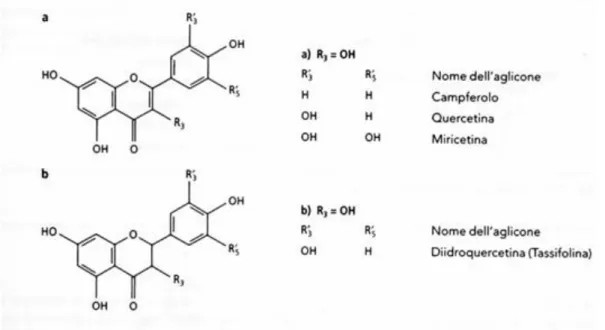
9 I più comuni sono i flavanoli (campferolo, quercetina, miricetina), presenti sotto forma eterosidica, ma nelle bucce delle uve sia a bacca scura che a bacca bianca si trovano in misura minore anche i flavanonoli, composti caratterizzati da una tonalità di colore molto meno intensa (Ribèreau-Gayon 1964) (Fig. 2.5). Nei vini rossi, i fenoli agliconi che si liberano per idrolisi degli eterosidi nel corso della vinificazione, raggiungono una concentrazione prossima ai 100 mg/L; mentre nella vinificazione in bianco la loro concentrazione si riduce a 1-3 mg/L in funzione della varietà di uva utilizzata.
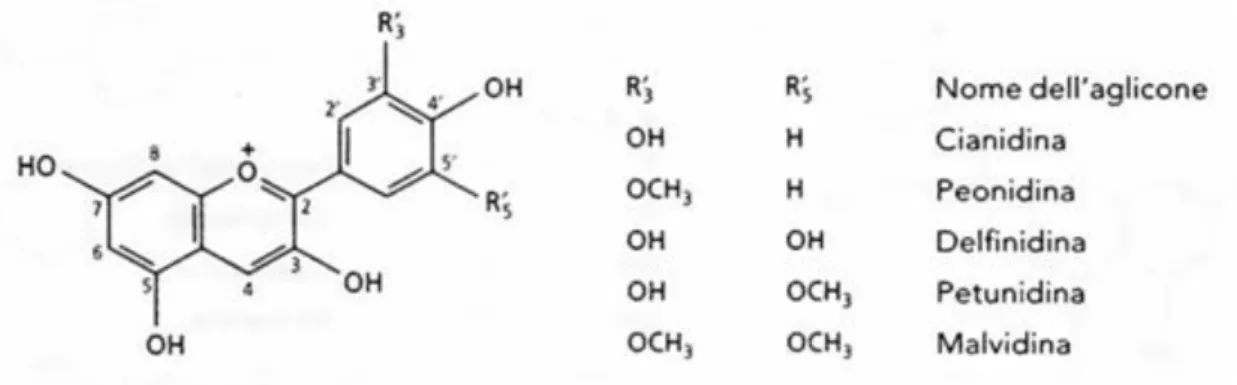
- Gli antociani sono responsabili del colore dei vini rossi e sono localizzati sulla buccia nella maggior parte delle varietà a bacca rossa (non mancano infatti varietà chiamate uve tintorie che presentato grosse quantità di antociani anche nella polpa). Dal punto di vista strutturale sono costituiti da due anelli benzenici uniti da un nucleo di natura flavilica e, a pH acido, sono caratterizzati dalla presenza di un ossigeno recante una carica positiva (catione ossonio). Questa struttura deriva dal 2-fenil-benzopirilio i cui doppi legami coniugati permettono la delocalizzazione della carica positiva sull’intero scheletro molecolare con la conseguente stabilizzazione dello stesso per risonanza. Per questo motivo anche il catione flavilio risulterà sufficientemente stabile da permettere l’esistenza e quindi l’isolamento di questa particolare frazione polifenolica degli antociani. Gli antociani contenuti nelle uve rosse europee appartengono a cinque classi (cianidina, delfinidina, peonidina, petunidina, malvidina) (Fig. 2.6). Questi composti si differenziano per il numero (due o tre) e la natura (-OH e –OCH3) dei
loro sostituenti sull’anello laterale, e nelle uve hanno tra loro rapporti ben definiti per ogni varietà; la loro quantità e il rapporto in cui si trovano condizionano il colore del vino, sia nella tonalità che nell’intensità. Le varietà che presentano maggiori quantità di antociani di-sostituiti presentano una colorazione meno intensa, data appunto dalla facilità di questi composti di degradarsi, al contrario degli antociani tri-sostituiti che risultano più stabili nel tempo.
All’interno del gruppo delle antocianine, la molecola maggiormente presente in tutte le varietà di uve a bacca rossa è la malvidina monogluside o malvidina con una variazione di percentuale sulla quantità di antociani dal 90% del vitigno Grenache al 50% del Sangiovese.
10
Figura 2.6 Strutture delle antocianidine delle uve e dei vini
Questi composti polifenolici si presentano sia in forma eterosidica (antocianine) che in forma libera come agliconi (antocianidine). Nelle uve Vitis Vinifera e nei vini da queste prodotti sono state isolate solo antocianine monoglucosilate o i loro derivati acilati con l’acido p-cumarico, caffeico ed acetico.
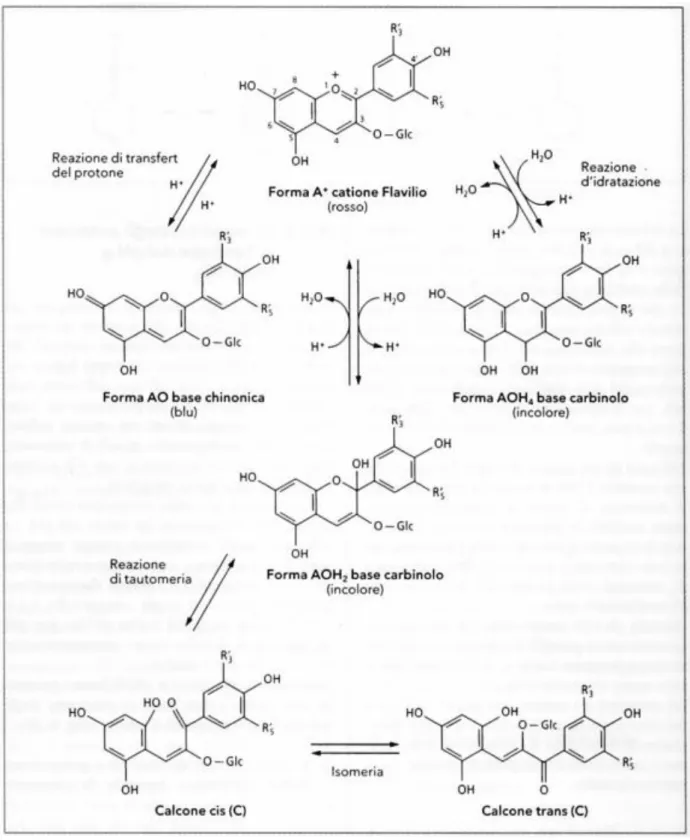
La capacità di questi composti di assorbire nella zona del visibile è legata all’elevata coniugazione presentata dalla struttura. Le soluzioni acquose di questi composti assumono colorazioni variabili in base al pH. Le soluzioni acide sono di colore rosso la cui intensità tende a diminuire all’aumentare del pH; un fenomeno che tende ad accentuarsi particolarmente per pH compresi tra 3,2 e 3,5. La soluzione tende ad assumere una colorazione variabile tra il malva ed il blu quando il valore di pH tende a 4 e un colore giallo quando il pH si avvicina alla neutralità (pH≥7). Pertanto a seconda del pH prevarrà l’una o l’altra delle 4 diverse forme tra loro in equilibrio (Brouillard et al., 1978 A) (Fig. 2.7)
11
12
- I tannini sono distinguibili in base alla struttura delle molecole elementari in tannini
idrolizzabili o gallici ed in tannini condensati o chatechici. I tannini idrolizzabili comprendono i gallotannini e gli allagitannini che liberano acido gallico e acido ellagico, in seguito ad idrolisi acida, e contenenti una molecola di glucosio (Fig. 2.8).
Figura 2.8 Molecole di acido Gallico ed ellagico
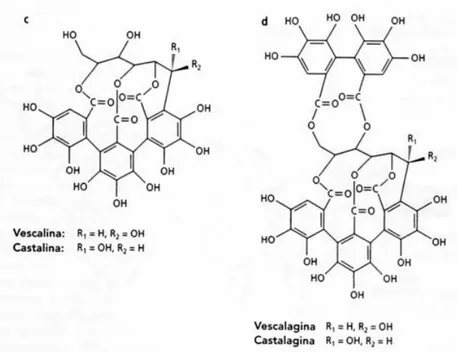
All’interno del legno di quercia impiegato per la fabbricazione di botti sono presenti soprattutto ellagitannini isomeri, la vescalagina e la castalagina; dal punto di vista chimico tali composti sono costituiti da una molecola di acido esaidrossifenico e da una molecola di acido nonaidrossitrifenico, che esterificano una molecola di glucosio lineare.
L’idrolisi parziale della vescalagina e della castalagina, con la perdita di acido esaidrossifenico conduce alla formazione delle molecole di vescalina e castalina (Fig. 2.9).
13 Tutte queste molecole sono idrosolubili e passano velocemente in soluzione in presenza di etanolo (Moutounet et al., 1989). La composizione di tannini ellagici del legno dipende dalla specie di quercia: nelle tre specie di quercia europee sono presenti gli ellagitannini monomeri e dimeri, nelle specie americane non sono presenti ellagitannini dimeri.
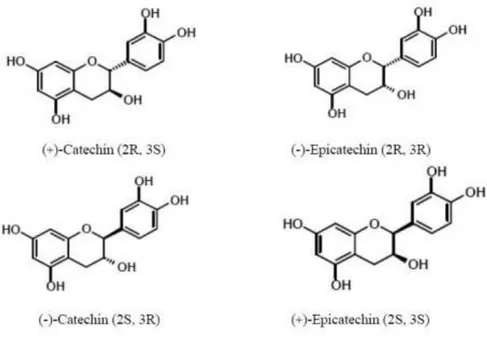
I tannini condensati dell’uva e del vino sono polimeri più o meno complessi dei flavan-3-oli o catechine, le cui unità monomeriche fondamentali sono la (+) catechina e la (-) epicatechina (Fig. 2.10).
Figura 2.10 Struttura catechine ed epicatechine
Il riscaldamento di questi composti in ambiente acido, secondo la reazione di Bate-Smith, provoca la liberazione di carbocationi molto instabili che si trasformano in prodotti di condensazione di colore bruno e in particolare di cianidina e delfinidina di colore rosso, da cui il nome di procianidine, o più in generale di proantocianidine, dato a queste molecole. Inoltre esse possono differenziarsi molto dal punto di vista strutturale per il numero di ossidrili e per la loro posizione sui nuclei aromatici, per la stereochimica dei carboni asimmetrici del ciclo piranico, oltre che per il numero e il tipo di legami tra le unità monometriche.
Le catechine, che non possono essere considerate dei tannini in quanto la loro massa molecolare è troppo piccola e la loro attività verso le proteine è molto ridotta, sono costituite da due cicli benzenici uniti da un ciclo ossigenato saturo (fenil-2-cromano).
14 Tale struttura presenta due carboni asimmetrici in C2 e in C3 all’origine di quattro isomeri, dei quali la (+) catechina e la (-) epicatechina sono le forme più stabili.
Le procianidine dimere possono essere divise in due categorie (Weinges et al., 1968; Thompson et al., 1972):
1. Le procianidine del tipo B (CH30H26O12) sono dimeri che risultano dalla
condensazione di due unità di flavan-3-oli legati per mezzo di un legame C4-C8 (da B1 a B4) o C4-C6 (da B5 a B8);
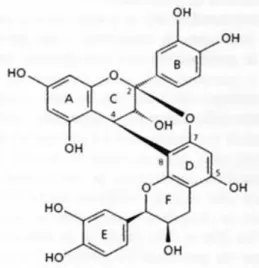
2. Le procianidine del tipo A (C30H24O12) sono dei dimeri che possiedono, oltre al
legame interflavanico C4-C8 o C4-C6, un legame di tipo etere tra i carboni C5 o C7 dell’unità terminale e il carbonio C2 dell’unità superiore (Fig. 2.11).
Figura 2.11 Struttura della procianidina dimero A
Allo stesso modo le procianidine trimere possono essere divise in due categorie:
1. Le procianidine del tipo C sono trimeri in cui i legami interflavanici corrispondono al tipo B dei dimeri;
2. Le procianidine del tipo D sono dei trimeri in cui un legame interflavanico è del tipo B e l’altro del tipo A.
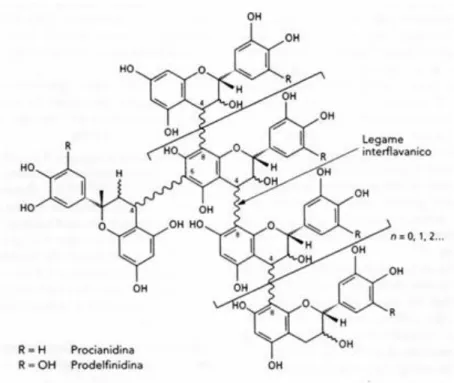
Le procianidine oligomere sono dei polimeri formati da un’unità di flavan-3-oli (da tre a dieci), uniti da legami C4-C8 o C4-C6 (Fig. 2.12). Le procianidine condensate, sono costituite da più di dieci unità flavaniche, con una massa molecolare totale di oltre 3000 dalton.
15
Figura 2.12 Struttura delle procianidine condensate
I tannini condensati e in particolare la procianidine, così come le catechine, sono presenti in tutte le parti solide dell’uva (bucce, semi, raspi) e passano nel vino nel corso della macerazione. Il loro tenore nel vino dipende dalla varietà e, in particolare, dalle condizioni operative di vinificazione ed è compreso tra 1 e 4 g/L.
I tannini sono sostanze capaci di originare combinazioni stabili con le proteine e con altri polimeri di origine vegetale, dal punto di vista chimico sono molecole abbastanza voluminose, derivati dalla polimerizzazione di molecole monometriche con funzioni fenoliche, la cui reattività varia in funzione del grado di polimerizzazione.
E’ necessario che le dimensioni di tale molecole siano sufficientemente grandi perché possano originare combinazioni stabili con le proteine, ma se sono troppo ingombranti, rischiano di impedire che la reazione avvenga, poiché impossibilitati ad avvicinarsi ai siti reattivi delle proteine. In genere le masse molecolari dei tannini attivi sono comprese tra i 600 e 3500 dalton.
Infine è da tenere in considerazione il fatto che per effetto della loro grande reattività le molecole dei flavanoli possono condensare tra loro; non esistono sotto forma glicosilata come gli antociani e i flavonoli, ma possono essere legate nell’uva a polisaccaridi e passare in questa forma nel vino.
16
2.2.2 Evoluzione dei composti polifenolici
Interazioni tra antociani e tannini
Le molecole degli antociani liberi non sono molto stabili e il loro tenore diminuisce sensibilmente nel corso dei primi mese di affinamento. Tale diminuzione è da attribuire da un lato al loro combinarsi con i diversi composti presenti nel vino ed in particolare con i tannini che ne sensibilizzano la struttura, dall’altro al verificarsi di reazioni degradazione.
La loro stabilità dipende la diversi fattori quali il tipo di molecola, la concentrazione delle soluzioni, il pH, la temperatura, lo stato di ossidazione, la luce, la matura del solvente.
I composti quindi che mantengono la colorazione nel tempo sono dati dalle interazioni tra gli antociani e i tannini, questi ultimi infatti fungono da salvatori del colore; i pigmenti che si formano hanno una struttura complessa e sono poco sensibili alle variazioni di pH e di concentrazione di SO2. In linea di massima si hanno tre diversi tipi di legami, due reazioni
17
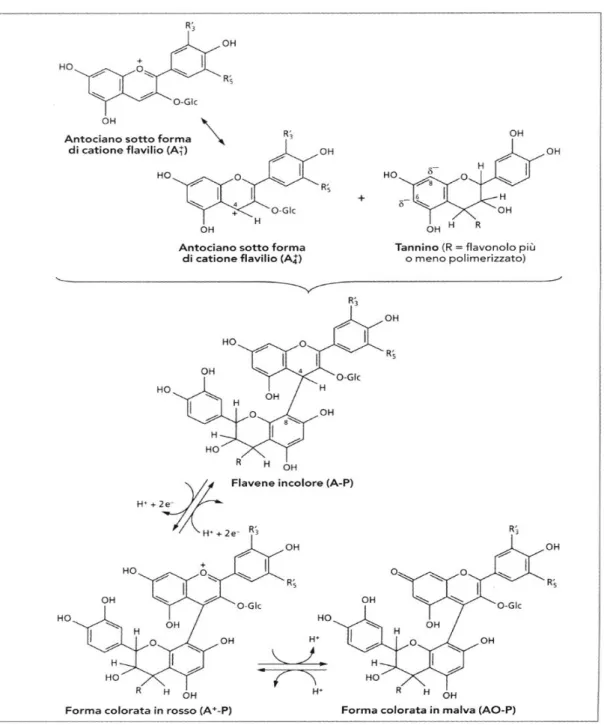
-Condensazione Antociani-Tannini:
Si tratta di una reazione nella quale gli antociani sotto forma cationica, A+, reagiscono sulle posizioni negative (6 od 8) delle procianidine, P, dando origine ad un flavene incolore, A-P; la presenza di ossigeno o di un mezzo ossidante è indispensabile per la ricolorazione del flavene sotto le forme in equilibrio A+-P e AO-P ) (Fig. 2.13)(Ribèreau-Gayon et al., 2003 B).
La fase produttiva che favorisce il realizzarsi della suddetta reazione è certamente quella della svinatura, al termine della macerazione per le ovvie condizioni ossigenanti.
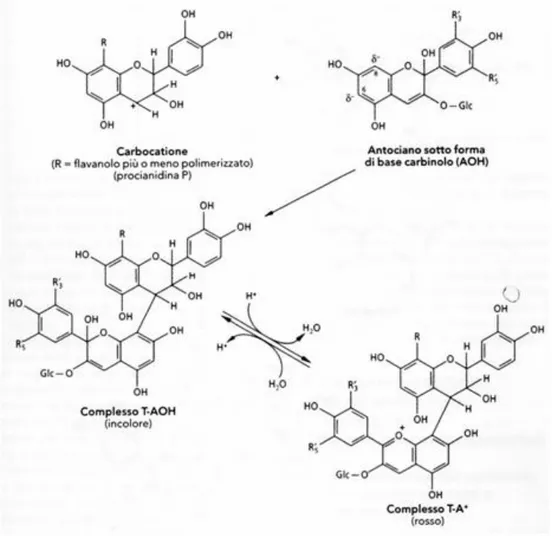
18 -Condensazione Tannini-Antociani:
A partire dalle procianidine si ha la formazione di carbocationi favorita dalla temperatura e in ambiente acido, come è quello del vino; gli antociani in questo caso reagiscono sotto forma di base carbinolo. Queste dovrebbero essere sostanze incolori, tuttavia dopo disidratazione, si riequilibrano assumendo la forma ionizzata che prende il colore rosso (Fig. 2.14). Questa reazione invece è indipendente dalle condizioni di ossidazione, in genera queste reazioni avvengono quando il vino è conservato in vasca chiusa o in bottiglia (Ribèreau-Gayon et al., 2003 B).
19
-Condensazione mediante ponte di etile:
Questo tipo di reazione si forma tramite l’etanale che si forma per ossidazione dell’etanolo contenuto nel vino. Si forma un ponte etile che in un primo momento reagisce con le posizioni negative dei flavanoli, questo intermedio reagisce successivamente con gli antociani sotto forma neutra si base carbinolo (Fig. 2.15). Questa reazione dipende dal tenore di flavonoidi e dal pH del mezzo. A pH 3,1 e in presenza di (+)-catechina, il colore varia dal rosso violetto all’arancio. Il colore del vino aumenta di intensità, cambia di tinta e diventa più scuro nel corso di qualche mese di conservazione (Ribèreau-Gayon et al., 2003 B).
20
Interazioni tra polifenoli e proteine
I polifenoli, e in particolare i tannini, hanno la particolarità di associarsi alle proteine e ai polisaccaridi, per dare combinazioni stabili per mezzo di interazioni idrofobiche e di legami idrogeno.
A seconda della quantità di proteine presenti, i polifenoli si dispongono in monostrato alla loro superficie, diminuendone così il carattere idrofilo, o fungono da leganti, instaurando dei ponti tra le diverse molecole.
Figura 2.16 Modello di precipitazione delle proteine ad opera dei polifenoli
Nel primo caso per effetto della suddetta interazione, le proteine tendono man mano ad agglomerarsi e finiscono per precipitare (Fig. 2.16). Nel secondo caso si assiste al riformarsi dello strato idrofobico, che causa la precipitazione della proteine. Ne deriva quindi che le concentrazioni in tannini e in proteine ricoprono un ruolo importante nella formazione dei complessi tannino-proteine e nella loro precipitazione.
La formazione delle associazioni tannino-proteine è sicuramente influenzata da fattori quali il pH, il tempo di reazione, la temperatura, il solvente, la forza ionica; inoltre la natura e la massa molecolare delle proteine sembrano ricoprire un ruolo importante della formazione dei complessi insolubili.
21
Fenomeni ossidativi a carico dei composti fenolici
Gli elementi che formano i tannini condensati sono da identificare nelle procianidine, polimeri dei flavan-3-oli con un ben definito legame tra due carboni di unità flavaniche: C4 della parte superiore e C6 o C8 della parte inferiore. Tale legame è però poco stabile e può essere rotto per catalisi acida. L’ipotesi formulata è che il mezzo acido provochi la rottura del dimero B3, con liberazione della catechina (flavan-3-olo), corrispondente alla parte inferiore e che resta nel mezzo, e una catechina attivata, originata dalla parte superiore (carbocatione). Il carbocatione, formato in seguito alla proto nazione della forma tautomera, si trova in equilibrio con il metilene chinone corrispondente e possiede un centro elettrofilo, il quale si può legare a differenti composti nucleofili (tioli, R-SH) e che gli conferisce una grande reattività (con la (-) epicatechina può formare la procianidina B4).
Caratteristica fondamentale della funzione fenolica è la tendenza ad andare incontro ad ossidazione (Ribèreau-Gayon 1968).
Sono ormai ben noti in enologia i fenomeni ossidativi dei composti fenolici ad opera delle polifenolossidasi dell’uva (tirosinasi), e della Botrytis cinerea (laccasi). Inoltre queste molecole hanno mostrato di avere la proprietà di neutralizzare i radicali ossigenati responsabili della degradazione dei tessuti. I polifenoli, ed in particolare i tannini, grazie alla loro facilità d’ossidazione, possono concorrere all’eliminazione dei radicali liberi. Il risultato di questa reazione è la formazione di polimeri e pigmenti bruni insolubili (flobafeni).
In particolare:
1. I polimeri proantocianici, originati durante le diverse reazioni, ossidano altri costituenti del mezzo ed in particolare l’etanolo e l’etanale;
2. L’ossidazione dei flavonoli operata dall’ossigeno in presenza di catalizzatori (Fe++ e Cu+) si completa nel giro di 20-60 giorni, in mezzo EtOH 10% vol. e pH 3,2;
3. La velocità di reazione risulta essere influenzata dalla struttura molecolare del composto coinvolto: in particolare la (-)-epicatechina è più ossidabile della (+)-catechina;
4. Nel caso di procianidine dimere con un legame interflavanico C4-C8 (da B1 a B4), il grado di ossidazione dipende dalla natura dell’unità strutturale superiore. Di fronte ad un legame C4-C6 (da B5 a B8) responsabile dell’ossidazione è la struttura inferiore. La presenza della (+)-catechina (B3-B4 e B6-B7), rispetto alla (-)-epicatechina (B1, B6, B7, B8) conferisce alle molecole un maggiore grado di ossidabilità;
22 5. L’ossidazione aumenta con il grado di polimerizzazione, a parità di una stessa unità di base (-)-epicatechina. Infatti il trimero C1 risulta più ossidabile rispetto al dimero B2 e al monomero, e ciò è dovuto alla presenza di un maggior numero di siti ossidabili. 6. Il carattere di ossidabilità è influenzato anche dalla natura dell’unità di base: un fattore
importante è rappresentato dall’esterificazione del residuo -OH in posizione tre ad opera dell’acido gallico che comporta un aumento dell’ossidabilità dell’epicatechina ed una diminuzione dello stesso carattere per quanto riguarda le procianidine.
Riassumendo i flavanoli, le procianidine, i tannini condensati reagiscono con i radicali liberi con una maggiore o minore facilità a seconda della loro configurazione. Qualora queste reazioni avvengano in contenitori di legno di quercia, esse conducono alla formazione di polimeri bruni a struttura variabile destinati poi a precipitare.
23
2.3 Vinificazione in Rosso
Nella produzione di vini rossi la fermentazione alcolica è sempre accompagnata da una dissoluzione dei costituenti pregiati (fenoli e sostanze aromatiche) dalle parti solide (bucce e/o vinaccioli) dell’uva che si realizza nel corso della macerazione.
Questo processo è responsabile di tutte le caratteristiche visive, olfattive e gustative che differenziano i vini rossi da quelli bianchi. Essa apporta composti fenolici che partecipano alla struttura e al colore, oltre a sostanze aromatiche, sostanze azotate, polisaccaridi, sostanze minerali ecc. Le sostanze chimiche corrispondenti provengono dalle bucce, dai vinaccioli ed eventualmente dai raspi. (Malien-Aubert et al., 2001)
Al fine di evitare l'estrazione di componenti aromatici indesiderati, che conferirebbero sapori e odori sgradevoli al prodotto finito, è assolutamente necessario impiegare uve caratterizzate da un ottimo grado di maturazione e da un eccellente stato fitosanitario. Infatti, in particolare la presenza di vinaccioli non perfettamente maturi, comporterebbe la dissoluzione nel vino di sapori ed aromi di tipo vegetali e/o astringenti (Saint-Cricq et al., 1998).
La fase di macerazione, quindi, rappresenta una fase fondamentale e fortemente caratterizzante il processo di vinificazione in rosso. Per questo motivo, in funzione della tipologia di vino che si intende produrre, vengono impiegati diversi metodi di estrazione:
- nelle vinificazioni con macerazioni brevi, limitate a pochi giorni di contatto tra parti solide e succo, si ottiene solo una parziale estrazione delle componenti fenoliche riducendo al minimo soprattutto la frazione di tannini parzialmente polimerizzati, al fine di produrre vini poco strutturati, di pronta beva, che non sono in grado, quindi, di sostenere periodi di affinamento;
- la produzione di vini da destinare a periodi più o meno lunghi di affinamento in legno, richiede, al contrario, l'estrazione di tannini polimerizzati dai vinaccioli per favorire la stabilizzazione del colore grazie a processi di polimerizzazione tra antociani e tannini e, di conseguenza, diviene necessario un prolungamento del contatto tra parti solide e succo del mosto/vino. (Ribèreau-Gayon et al., 2003 A).
In generale, le fasi di una classica vinificazione in rosso possono essere semplificate in una serie di passaggi principali (Ribèreau-Gayon et al., 2003 A):
- operazioni meccaniche sulle uve come diraspatura, pigiatura e riempimento della vasca di fermentazione;
24 - macerazione e contemporaneo svolgimento della fermentazione alcolica;
- svinatura, e successive operazioni di sgrondatura e pressatura;
- eventuali fermentazioni di completamento e/o fermentazione malolattica;
2.3.1 Operazioni preliminari
Al fine di evitare l'insorgenza di fermentazioni precoci del mosto a carico dei lieviti indigeni presenti sulle bucce delle uve, che, essendo processi biochimici totalmente incontrollati possono portare alla produzione di composti caratterizzati da aromi e/o profumi sgradevoli difficilmente eliminabili in seguito, è necessario procedere alla raccolta delle uve mantenendo il più possibile l'integrità degli acini limitando, di conseguenza, al massimo la possibilità di fuoriuscita di succo. Una volta arrivate in cantina, possibilmente impiegando mezzi di trasporto rapidi e forniti di sistemi per il controllo della temperatura, le uve subiscono una ulteriore cernita, al fine di escludere i grappoli o parte di essi eventualmente danneggiati, affetti da patologie o non sufficientemente maturi.
2.3.2 Diraspatura e Pigiatura
Nella vinificazione in rosso, la diraspatura, cioè l'operazione che consente di separare i raspi dagli acini, generalmente precede la fase di pigiatura. Questa operazione, infatti, presenta senza dubbio dei vantaggi:
- diminuzione di circa il 30% del volume delle vasche, con un conseguente risparmio economico nell’utilizzo di queste;
- cessione limitata di composti indesiderati, soprattutto responsabili dell'insorgenza di sentori vegetali ed erbacei;
- riduzione della quantità di antociani adsorbiti sulle parti solide dell’uva;
In taluni casi, però, una precoce separazione degli acini dal raspo può portare delle conseguenze negative:
25 - la presenza dei raspi infatti favorisce l’avvio della fermentazione poiché nel mosto si creano spazi vuoti che possono essere occupati dall’aria che apporta quindi benefici per la moltiplicazione dei lieviti;
- il calore prodotto nel corso della fermentazione alcolica viene dissipato maggiormente grazie a una minor compattezza della massa;
- i vini prodotti in presenza di raspi perfettamente maturi presentano delle colorazioni che risultano più stabili nel tempo, grazie all'estrazione di tannini polimerizzati dalle parti lignificate;
- nel caso di utilizzo di una percentuale di uve ammuffite, i raspi possono intervenire nel ridurre l'incidenza della cromoclasi ossidasica.
La pigiatura è l’operazione che prevede lo schiacciamento degli acini in modo da rompere la buccia per liberare la polpa ed il succo. Si cerca con questo trattamento di preservare il più possibile l’integrità delle bucce. Di conseguenza questa operazione deve essere eseguita in modo leggero, per rompere gli acini evitando una frantumazione eccessiva delle stesse bucce che causerebbe un forte intorbidimento del mezzo e una maggiore produzione di fecce e, soprattutto, dei vinaccioli che potrebbero cedere componenti sgradevoli al mosto.
Il grado della pigiatura varia in funzione sia della tipologia di vino che si intende produrre, divenendo più marcato per i vini da affinamento, sia della varietà e del grado di maturazione delle uve impiegate, variando in modo inversamente proporzionale alla tendenza a cedere colore da parte delle bucce impiegate.
Riempimento delle vasche
Generalmente, il trasferimento del pigiato nelle vasche di fermentazione viene effettuato per mezzo di pompe, rispettando il più possibile l'integrità dei tessuti. A questo scopo le operazioni sono volte a ridurre al minimo il tragitto tra la pigiatrice e i serbatoi e vengono impiegate preferibilmente pompe peristaltiche, in quanto esercitano un'azione meccanica meno invasiva ai danni dei tessuti rispetto alle pompe giranti.
In alternativa, se la struttura della cantina lo consente, il riempimento delle vasche può essere effettuato per caduta sfruttando la forza di gravità, con notevole risparmio energetico e massimo rispetto per la qualità del pigiato. In ogni caso, durante questa fase, possono essere eseguite operazioni come la solfitazione e l’eventuale inoculo di lieviti selezionati.
26 Le vasche devono essere riempite per l’80% per lasciare spazio all’aumento di volume che si verifica durante la fermentazione.
2.3.3 Fermentazione
In un organismo vivente l'energia prodotta nel catabolismo viene utilizzata nelle reazioni di sintesi. D'accordo con le leggi della termodinamica solo una parte dell'energia prodotta viene trasformata in lavoro (energia libera) e la restante viene dissipata in forma di calore.
Nella maggior parte dei casi il trasportatore di energia libera nei sistemi biologici è l'adenosina trifosfato (ATP). Questa molecola è ricca di energia, in quanto la sua unità trifosfato contiene due legami fosfoanidrilici e la rottura di uno di essi con il conseguente passaggio ad adenosina difostato libera 7,3 chilocalorie per mole. Questa energia viene utilizzata per il trasporto attivo e la biosintesi; l'adenosina trifosfato è quindi considerata la “moneta universale di energia libera nei sistemi biologici”.
Nella cellula vivente i processi produttori di ATP sono di due tipi: la fosforilazione a livello di substrato e la fosforilazione ossidativa, le due vie sono entrambe presenti nei lieviti di vinificazione.
La fosforilazione a livello di substrato non richiede la presenza di ossigeno nel mezzo di reazione. Nel corso dell'ossidazione per perdita di protoni, si forma un legame fosfodiestere ricco di energia tra l'atomo di carbonio ossidato del substrato ed una molecola di fosfato inorganico; questo legame è quindi trasferito sul ADP per transfosforilazione, per formare ATP, tale processo avviene durante la glicolisi.
La fosforilazione ossidativa è un processo necessariamente aerobio, nel quale la produzione di ATP è legata al trasporto di elettroni lungo la catena respiratoria dei citocromi fino all'ossigeno, che ne è l'accettore finale. Queste reazioni avvengono nei mitocondri.
I composti glucidici presenti nel mezzo di reazione, dopo essere stati trasportati all’interno della cellula dei saccaromiceti, entrano in contatto con gli enzimi che ne catalizzano la metabolizzazione in funzione delle condizioni di aerobiosi (concentrazione di ossigeno) (Fig. 2.17). In presenza di una elevata concentrazione di ossigeno i lieviti adottano il metabolismo respiratorio e non promuovono la fermentazione, a causa della minor resa energetica che caratterizza la seconda via metabolica rispetto alla prima (Zambonelli, 2003).
27
Figura 2.17 Schema respirazione e fermentazione
I due processi utilizzano la via comune della glicolisi (Fig. 2.18), che porta alla produzione di un numero di moli di acido piruvico ed ATP pari al doppio di quelle di zucchero convertite (Doneche et al., 2003). La glicolisi può essere suddivisa in due stadi principali, ciascuno dei quali coinvolge una serie di reazioni enzimatiche consecutive.
28 Nel primo stadio il glucosio viene fosforilato dall’ATP producendo glucosio-6-fosfato, che viene subito convertito in fruttosio-6-fosfato, mentre una seconda fosforilazione porta alla produzione di fruttosio-1,6-difosfato. L’enzima aldolasi scinde il fruttosio-1,6-difosfato in due molecole a tre atomi di carbonio, la gliceraldeide-3-fosfato e il suo isomero, il diidrossiacetone fosfato.
La prima reazione di ossido-riduzione della glicolisi avviene nel secondo stadio, durante la conversione della gliceraldeide-3-fosfato in acido 1,3-difosfoglicerico. Nel corso di questa reazione avviene la conversione del NAD+ in NADH determinata dalla gliceraldeide-3-fosfato deidrogenasi. Simultaneamente ciascuna molecola di gliceraldeide-3-P viene ulteriormente fosforilata per aggiunta di una molecola di fosfato inorganico.
Questa reazione consente di immagazzinare l’energia chimica che verrà impiegata per la formazione dell’ATP nella reazione di conversione dell’acido 1,difosfoglicerico in acido 3-fosfoglicerico e, successivamente, durante la formazione dal fosfoenolpiruvato al piruvato (Fig. 2).
Complessivamente il bilancio energetico di questo biochimismo è la produzione di due molecole di ATP per ogni molecola di glucosio fermentato (Madigan, 2003 ).
Fermentazione alcolica
Durante la formazione delle due molecole dell’acido 1,3-difosfoglicerico, due molecole di NAD+ vengono ridotte a NADH. Tuttavia, una cellula contiene solo una piccola quantità di NAD+ , e se tutta questa venisse convertita in NADH, la metabolizzazione del glucosio si bloccherebbe; l’ossidazione della gliceraldeide-3-P, infatti, può proseguire solo se è presente un mediatore di potere riducente (NAD+).
In assenza di ossigeno, poiché non decorrere la respirazione aerobia l’ossidazione del NADH può avvenire grazie alla riduzione del piruvato (Fig. 2.19). Nel caso dei saccaromiceti, il piruvato viene ridotto a etanolo previa decarbossilazione ad acetaldeide.
29
Figura 2.19 Schema della fermentazione alcolica
Durante la fermentazione alcolica, oltre all’etanolo e l’anidride carbonica, il lievito produce in più piccole quantità di numerosi altri composti noti con il termine di sottoprodotti della fermentazione (Zambonelli, 2003). Tra questi il più importante è la glicerina la cui via di ottenimento è detta fermentazione glicero-piruvica.
La fermentazione glicero-piruvica
Nelle prime fasi della vinificazione, quando la concentrazione di acetaldeide è insufficiente, la riossidazione dei piridin nucleotidi ridotti avviene a spese del diidrossiacetone fosfato con conseguente formazione di un discreto numero di moli di glicerolo (circa l’8% di quelle degli esosi convertiti) secondo un biochimismo noto come fermentazione gliceropiruvica ( Fig. 2.20) (Zambonelli, 2003).
30
Figura 2.20 Schema della fermentazione Glicero-Piruvica
Sia il decorso della fermentazione alcolica che quello della gliceropiruvica risultano influenzati da numerosi fattori chimico-fisici, alcuni dei quali assumono particolare rilevanza ai fini pratico-applicativi, quali (Caroenchai et al., 1998):
La temperatura: il valore ottimale si colloca intorno ai 30°C. Temperature ridotte (12°C) non permettono che si instauri la fermentazione alcolica.
La concentrazione zuccherina del mosto: un contenuto elevato di glucidi (230g/L) può determinare rallentamenti sia nella partenza che nel completamento della fermentazione, (inizialmente a causa dell’elevata pressione osmotica del mezzo, nella fase finale per la presenza di una quantità rilevante di etanolo).
Ossigeno: favorisce la moltiplicazione dei lieviti consentendo il raggiungimento di una carica microbica sufficiente a garantire un regolare decorso della fermentazione. Pertanto nelle prime fasi della vinificazione è opportuno eseguire follature e rimontagli per arieggiare la massa in fermentazione.
L’acidità del mosto: se è troppo bassa (pH > 3.8) può favorire fenomeni di proliferazione batterica.
31 Il contenuto in fattori di crescita (vitamine del gruppo B) ed azoto assimilabile,
necessari per il metabolismo e la moltiplicazione microbica;
La presenza di composti ad azione tossica per i lieviti (anidride solforosa, residui di anticrittogamici, etanolo, metaboliti di origine fungina);
Un elevato contenuto in tannini, che possono legarsi alle proteine presenti nelle strutture di rivestimento della cellula di lievito, inibendone l’attività metabolica (Donèche et al., 2000).
2.3.4 Macerazione
Durante la fermentazione, le parti solide dell’acino tendono ad affiorare, anche per effetto della CO2 prodotta (flottazione), fino a formare uno strato superficiale compatto, denominato
“cappello di vinacce”. La diffusione in fase liquida dei composti provenienti dalle bucce, iniziata con la pigiatura, giunge a compimento nella fase di macerazione.
L’equazione generale del trasporto di materia per diffusione è la legge di Fick, che regola la diffusione tra fasi eterogenee assunte omogenee al loro interno, secondo la quale:
𝑑𝐶 𝑑𝑡 =
𝐷 ∙ 𝑆 ∙ (𝐶𝑆− 𝐸𝐸)
𝑥
dove: D è il coefficiente di diffusività materiale, specifico per il componente considerato nelle condizioni operative adottate (solvente, pressione, temperatura, dimensioni delle particelle, ecc.): il suo valore aumenta al crescere della temperatura del mezzo, che rappresenta un parametro operativo essenziale per la conduzione della macerazione; S è la superficie di scambio: un incremento del rapporto superficie/volume, conseguente ad es. allo sminuzzamento della matrice solida impiegata, favorisce il processo di estrazione; (CS – CE) è la differenza di concentrazione con cui il composto da estrarre è presente in fase solida e in fase liquida: tale parametro rappresenta la “driving force” dell’intero processo diffusivo, che si arresta nel momento in cui si raggiunge un equilibrio nella concentrazione di soluto tra la matrice e il solvente; x è lo spessore del materiale sottoposto ad estrazione: le cinetiche di estrazione incrementano notevolmente impiegando matrici disposte su strato sottile.
La scelta delle condizioni di macerazione è un passo fondamentale nella vinificazione in rosso e difficilmente generalizzabile, in quanto i diversi tipi di uva hanno diverse resistenze e, conseguentemente, sarà necessario applicare diverse soluzioni tecniche per ottenere i migliori
32 risultati possibili da questo fondamentale processo. Sono svariati i parametri e le tecniche su cui si può intervenire per modificare gli esiti della macerazione; tra questi i più importanti sono:
Il tempo:
Come mostrato in figura 2.21 l’evoluzione nel tempo della resa e della selettività del processo di estrazione varia con il componente fenolico analizzato. Infatti, la diversa natura chimica dei composti da estrarre e, nello specifico, la minor polarità dei tannini rispetto ai fenoli non flavonoidi e agli antociani, fa sì che l’estrazione dei fenoli di natura flavonoidica divenga apprezzabile solo con il procedere della fermentazione alcolica, in seguito alla produzione di alcol che comporta una progressiva riduzione della polarità del mezzo.
Figura 2.21 Andamento dell’estrazione delle diverse frazioni polifenoliche nel mosto/vino in funzione del tempo di estrazione
La Temperatura:
La temperatura influenza l'estraibilità dei fenoli perché correlata positivamente sia alla velocità della loro diffusione nel mosto che alla quantità massima estraibile. Tuttavia la temperatura tende, nel contempo, a incrementare la cinetica delle reazioni di degradazione dei composti fenolici presenti nel mosto/vino (ossidazione, condensazione, combinazione con proteine, polisaccaridi ecc.).
33 Ossigeno disciolto nella fase liquida:
L'ossigeno disciolto nella fase liquida ha una importanza fondamentale nel corso della macerazione e nella contemporanea fermentazione alcolica. Accanto agli effetti favorevoli dovuti alla sua presenza (riproduzione dei lieviti, evoluzione della componente fenolica, assenza di odori di ridotto) se ne hanno altri estremamente sfavorevoli per la qualità dei vini dovuti alla perdita dei componenti aromatici e all'ossidazione dei componenti fenolici più reattivi (fenoli non flavonoidi in prima istanza, seguiti dagli antociani liberi).
Composizione del sistema solvente (H2O/EtOH):
Nella prima fase della fermentazione, quando il rapporto acqua/alcol nel mosto è alto, l'elevata polarità del mezzo non permette l'estrazione dei composti fenolici presenti nei vinaccioli a causa della protezione lipidica di cui essi sono dotati. Nel corso della fermentazione alcolica, la diminuzione della polarità del mezzo solvente, induce la degradazione del rivestimento lipidico consentendo la dissoluzione dei tannini a più elevato grado di polimerizzazione, più affini al mezzo idroalcolico.
Impiego di coadiuvanti (enzimi, tannini, etc.): Fase di vinificazione e loro impiego:
◦ Enzimi pectolitici estrazione e macerazione
Gli enzimi di macerazione svolgono un'azione di disgregazione delle strutture cellulari dell'uva e interagiscono nella dinamica dell'estrazione. La disgregazione delle cellule vegetali dell'uva favorisce la liberazione degli antociani, dei tannini e dei polisaccaridi dalle bucce. L'effetto dell’enzima nelle uve rosse viene valutato in base all'intensità colorante e alla morbidezza e stabilità dei polifenoli.
◦ Glucosidasi liberazione dei componenti aromatici
Molte sostanze odorose, che compongono l'aroma del vino, sono presenti in soluzione sotto forma glicosidata, cioè legate alla molecola di zucchero, la cui presenza rende tali composti inodori. L'aggiunta di beta-glicosidasi, in grado di scindere i legami tra il composto odoroso e lo zucchero, permette di liberare il potenziale aromatico varietale del vino, che rimarrebbe altrimenti in buona parte nascosto.
◦ Glucanasi chiarificazione e agevolazione della filtrazione
L'azione degli enzimi ad attività glucanasica, che degradano la struttura del beta-glucano, è necessaria per una corretta chiarificazione del vino, la riuscita di questa fase agevola la filtrazione che risulta così non dannosa. L'utilizzo di preparati enzimatici provoca la flocculazione e permette la sedimentazione; le
34 macromolecole colloidali sono eliminate e i polisaccaridi residui inoltre intervengono positivamente sulle caratteristiche sensoriali dei vini.
OPERAZIONI MECCANICHE CHE FAVORISCONO L’ESTRAZIONE Rimontaggi
Il rimontaggio consiste nel prelevare una certa quantità di mosto dalla base del tino e di rimandarla nella parte superiore cercando di rompere il cappello in tutte le sue parti, al fine di incrementare la superficie di scambio tra parti solide e fase liquida, favorendo così il processo di estrazione (Fig. 2.22). Solitamente si considera opportuno assicurare la movimentazione di un volume di mosto pari a 1,5 volte quello contenuto all'interno del tino. Il rimescolamento della massa con questa tecnica porta alcuni vantaggi: oltre ad avere un ruolo positivo nella dissoluzione dell’ossigeno nel mosto, che nelle prime fasi della fermentazione favorisce la moltiplicazione dei lieviti, ha anche effetto altrettanto positivo sull’estrazione dei costituenti delle bucce. Il lieve effetto meccanico esercitato dalla movimentazione del mosto/vino, favorisce l’estrazione dei composti pregiati riducendo e/o evitando completamente l’insorgere di sensazioni sgradevoli.
.
35
Utilizzo di gas
Buoni risultati per favorire l’estrazione dei componenti pregiati dalle bucce e il rimescolamento della massa sono stati ottenuti con l’utilizzo di gas inerti. La tecnica consiste nell’iniettare un gas (anidride carbonica, azoto) nella parte inferiore del tino. La brusca risalita del gas provoca un completo rimescolamento della massa. Nel corso delle prime fasi della fermentazione alcolica la CO2 utilizzata per questo rimescolamento può essere la stessa che si
sviluppa durante il processo fermentativo.
Nelle fasi successive, quando la spinta della CO2 prodotta dai lieviti in fermentazione risulta
insufficiente per garantire il rimescolamento della massa, si possono impiegare gas inerti esogeni, che vengono somministrati con l’ausilio di bombole.
Follature
La follatura consiste in una pressione meccanica esercitata dall’alto con uno o più pistoni sul cappello fino a romperlo e farlo affondare nella massa sottostante (Fig. 2.23). In passato questa operazione veniva fatta manualmente con l’utilizzo di bastoni di legno specifici, mentre oggi essa è quasi totalmente meccanizzata, grazie a dispositivi automatici localizzati nella parte superiore del tino che, con un movimento alternato e programmato (in genere computerizzato), provocano l’affondamento e il rimescolamento delle vinacce.
36
Déléstage
Il déléstage consiste nello svuotamento completo della frazione liquida lasciando che il cappello di vinacce si adagi sul fondo (Fig. 2.24), per poi riempire nuovamente il tino dalla parte superiore (Fig. 2.25).
Durante il riempimento, il cappello viene attraversato lentamente e in modo omogeneo da tutta la frazione liquida; questa operazione quindi favorisce la diffusione di ulteriori composti dalle vinacce al mosto/vino. Non bisogna eccedere nella pratica di questa tecnica, soprattutto con il procedere della macerazione, a causa dell'elevato adsorbimento di ossigeno da parte della fase liquida, con conseguente rischio di ossidazione dei profumi e dei fenoli estratti.
Figura 2.24 Prima fase del déléstage
37
2.3.5 Svinatura
La svinatura consiste nel separare la fase liquida dalla fase solida. Il vino viene fatto sgrondare per gravità dal tino di fermentazione e trasferito in un altro contenitore, ottenendo il vino fiore. Le vinacce, invece, devono essere pressate per ottenere il vino di pressa. I due tipi di vino hanno delle caratteristiche diverse, in quanto il vino di pressa risulta, ovviamente, più concentrato di sostanze estratte dalle vinacce. La pressatura viene di norma eseguita in più ripetizioni: il vino di prima pressatura (10% del totale) in genere è di buona qualità perché ottenuto a basse pressioni, allo scopo di non provocare un’eccessiva rottura dei tessuti. Il vino di seconda ed eventualmente di successive pressature risulta di qualità inferiore per le eccessive pressioni a cui sono sottoposte le vinacce che provocano la fuoriuscita di molecole che possono apportare sensazioni organolettiche sgradevoli.
38
2.4 Utilizzo dell'acciaio e problematiche connesse
2.4.1 Caratteristiche dei serbatoi da vinificazione
E' ormai pratica comune ritenere l’acciaio inox il materiale da preferire per garantire il buon decorso del processo fermentativo. Questa preferenza deriva dal fatto che esso risponde a tutte le richieste che vengono formulate in merito a questo tipo di impiego. Tali richieste sono:
facilità di lavaggio; facilità di sanificazione;
facilità di rendere il serbatoio termocondizionabile; consentire in modo razionale i rimontaggi e le follature;
consentire un rapporto ridotto fra volume del contenitore ed area di base, al fine di garantire una ampia superficie di contatto con le vinacce per far sì che esse risultino sufficientemente bagnate ed evitare che il cappello di vinacce che si forma sia di difficile rottura (Nardin G. et al., 2006).
2.4.2 Caratteristiche generali dell’acciaio inox
Gli acciai impiegati generalmente nella realizzazione dei vasi vinari sono costituiti da leghe metalliche con un elevato tenore in ferro e, ad eccezione di alcuni acciai ad elevata percentuale di cromo (inox), da un contenuto in carbonio inferiore al 1,9%. Il ferro è l’elemento base della lega e varia (68% al 72%) in funzione della quantità degli altri costituenti. Il carbonio è presente in percentuali molto basse (0,08%) e risulta ulteriormente ridotto (0,03%) nei due tipi L (low carbon). Questi presentano il vantaggio di limitare, durante la saldatura (nella fase sigma), la formazione di carburi di cromo, cui seguirebbe un impoverimento localizzato del metallo nobile, con aumento della fragilità e successivi rischi di minore resistenza alla corrosione. Il cromo in percentuale di almeno l’11 % caratterizza gli acciai inossidabili in quanto consente la formazione di un sottilissimo strato superficiale di ossido di cromo (spessori molecolari), dotato di una notevole inerzia chimica e di aspetto gradevole. Negli acciai austenitici (AISI 304 e 316) l’impiego di cromo varia dal 16 al 20 %. Il nichel oltre a risultare indispensabile per stabilizzare la forma austenitica, aumenta l’inerzia chimica della lega, anche se è un metallo che incide molto sui costi complessivi. Il molibdeno, presente nei tipi 316 e 316 L anche se in percentuali modeste, aumenta considerevolmente la resistenza alla depassivazione (rimozione dello strato protettivo di ossido di cromo) ed in particolare la resistenza all’acido solforoso ed al salmastro. Sarà quindi opportuno ricorrere
39 agli acciai cromo-nichel-molibdeno quando si richiede una notevole resistenza all’anidride solforosa (fondi di serbatoi, recipienti destinati allo stoccaggio di mosti muti, piastre di pastorizzazioni parti a contatto delle linee di imbottigliamento, ecc.).
Per rendere praticamente inattaccabili dal vino le superfici degli acciai, si può ricorrere alla passivazione dell’acciaio mediante aggiunta consistente di cromo (Cr > 12%) da cui gli acciai inossidabili (inox); la resistenza alla corrosione è dovuta alla formazione di uno strato superficiale di ossido di cromo (CrO) inerte e particolarmente tenace che non viene alterato o disciolto anche operando in condizioni particolarmente drastiche. La passivazione si esegue su manufatti nuovi o che necessitano di una rigenerazione della pellicola protettiva trattando la superficie con una soluzione dal 25% al 50% di acido nitrico per trenta minuti a 50-60 °C, quindi sciacquando ed asciugando. Questo trattamento ha anche l’effetto di eliminare qualsiasi traccia di ferro per non inquinare l’acciaio nobile.
Nel corso dell’impiego dei vasi vinari in acciaio inox dovranno essere assolutamente evitate contaminazioni da ferro che costituirebbero centri attivi di corrosione. Se una superficie inox presenta punti di ruggine o zone depassivate si dovrà passare una tela smeriglio fine e nuova (non contaminata da ferro) e quindi applicare, con le precauzioni del caso, una soluzione calda di acido nitrico al 20%, facendo seguire abbondante risciacquo e asciugando.
La resistenza alla corrosione dipende anche dal ciclo di lavorazione adottato nella sua produzione ed in particolare dalla “tempra”, operazione adottata per evitare la cristallizzazione anomala e quindi una distribuzione disomogenea di alcuni dei suoi componenti.
La possibilità che si verifichi una distribuzione anomala dei componenti nell’acciaio inox aumenta, inoltre, con la saldatura: infatti le temperature elevate raggiunte in questa fase (500-900 °C) facilitano la migrazione dei carburi di Cr, che tendono a concentrarsi in alcune zone depauperandone altre, e a rendere così le saldature meno resistenti alle corrosioni. Per ovviare a questo fenomeno è possibile ricorrere all’aggiunta di altri elementi (titanio, niobio, alluminio), che contribuiscono però a far diventare sempre più complessa la matrice e più probabile una disomogenea distribuzione dei diversi componenti la lega metallica, favorendo così l’instaurarsi di microcorrenti elettrostatiche note come “effetto pila”.
Inoltre questo fenomeno tende ad incrementarsi se gli accessori (valvole, portelle, assaggia-vino, tubazioni di raccordo, etc.) vengono realizzati utilizzando una lega metallica più facilmente lavorabile ma di composizione diversa da quella impiegata nella costruzione del serbatoio. Queste parti del vaso vinario di composizione diversa darebbero origine alla formazione di microcorrenti e, nel punto di contatto tra i due materiali e quindi della
40 saldatura, si potrebbe instaurare un possibile trasferimento al vino dei metalli meno “nobili” presenti nella lega (es. Fe).
Questo fenomeno, nei casi più gravi, porterebbe alla formazione di un sito di “vaiolatura” ed, infine, alla perforazione della superficie metallica .
Normalmente per la realizzazione di vasi vinari vengono impiegati due tipi di acciai inox, definiti entrambi austenitici:
AISI 304, contenente un 18% di Cr ed un 8-10% di Ni;
AISI 316, contenente un 18% di Cr, un 12% di Ni ed un 2-3% di Mo;
L’AISI 304 risulta più che valido nelle seguenti condizioni: 1) contatto limitato nel tempo
(fermentino, rubinetterie e corpi pompanti, parti meccaniche a contatto con vino non ancora finiti; 2) rapporto superficie volume basso (serbatoi di dimensioni superiori a 200-300 hl); 3) dosi ridotte di SO2
L’AISI 316 è richiesto per parti a contatto con il vino in condizioni di maggiore aggressività
(piastre di pastorizzazione, concentratori, desolfitatori) o per contatti pre-imbottigliamento a seguito di interventi stabilizzanti, quando sono da evitare cessioni di ferro e di rame anche minime (filtri sterilizzanti, riempitrici, tubature). E ancora per superfici più esposte all’attacco dell’anidride solforosa (chiusini, duomi e boccaporti, parti più in alto dei serbatoi, recipienti adibiti al contenimento di mosti muti, ambienti salmastri ecc).
Contrariamente ai serbatoi realizzati in acciaio AISI 316 che risultano più resistenti (caratteristica conferitagli dalla presenza del molibdeno), quelli prodotti in acciaio AISI 304 possono essere soggetti a vaiolatura, particolarmente se posti a contatto con mosti ricchi di SO2, operando in condizioni aerobie e a temperature più elevate (35-45 °C), .
L’aggiunta di molibdeno nel 316, limitato a concentrazioni che non determinino il passaggio alla struttura ferritica diminuisce la vulnerabilità dell’acciaio in ambienti riducenti. Questo spiega anche perché, mentre i serbatoi in inox sempre colmi danno ottimi risultati indipendentemente dal contenuto in anidride solforosa, quelli che non sono sempre colmi vengono rapidamente attaccati dall’ossigeno dell’aria a meno che non contengano in lega del molibdeno; per questi è comunque sempre consigliabile attenuare l’aggressività dell’atmosfera con l’impiego di gas inerti.
Essendo zone particolarmente soggette ad attacchi di agenti corrosivi, è molto importante che le saldature si eseguano con lo stesso materiale con cui è costruito il serbatoio, in modo continuo e da parte di personale specializzato. Dopo la saldatura, oltre il trattamento termico
41 per risolubilizzare l’eccesso di cromo intercristallino, sarà necessario eliminare ogni traccia di scoria.
In conclusione viste le sue caratteristiche, l’impiego dell’acciaio inox appare ampiamente giustificato ed auspicabile durante le prime fasi della vinificazione ed in particolare nel corso della fermentazione primaria, quando la grande quantità di calore prodotta in tempi brevi deve essere smaltita al fine di evitare che un incremento della temperatura possa danneggiare la qualità del prodotto finito o addirittura indurre un “arresto fermentativo”.
Al contrario i serbatoi in acciaio inox non risultano particolarmente indicati allo svolgimento delle operazioni di chiarifica dal momento che, a causa della scarsa inerzia termica di tale materiale e della conseguente tendenza a generare gradienti di temperatura tra le sue diverse parti, si instaurano facilmente correnti ascendenti e discendenti (moti convettivi) che rendono più difficoltosa la sedimentazione delle particelle in sospensione. A ciò si somma l’azione dell’effetto pila che, responsabile della formazione delle correnti elettrostatiche, tende a perturbare il moto delle particelle colloidali cariche del vino complicandone ulteriormente l’illimpidimento (Andrich et al., 2004).
Il serbatoio in acciaio inox può essere impiegato come un’efficiente macchina da fermentazione o un serbatoio di transito particolarmente indicato per i trattamenti termici, ma non come dimora nella quale far sostare per un lungo periodo un vino.
Negli ultimi anni si è assistito ad in incremento notevole del costo degli acciai fino al 30%. Tale costo deve essere sostenuto dalle aziende che acquistano e lavorano questa lega e si riflette sui serbatoi, in una percentuale media che si aggira al 9 -10% in ragione dell'incidenza proprio della materia prima sul prodotto finito.
Questo aspetto, valutato in un contesto più generale che vede un incremento della domanda di acciaio dai paesi in via di sviluppo come Cina e India, comporta un'impennata dei prezzi che si è registrata a partire da un paio di anni fa e continua tuttora. Infatti, quel mercato di acquisto di acciaio che era appannaggio quasi esclusivamente europeo, si è improvvisamente allargato facendo di fatto lievitare il costo sia per le aziende che lavorano questa lega che, di conseguenza, per gli acquirenti del prodotto finito.
42
2.4.3 Varie tipologie di vinificatori
I vinificatori di ultima generazione possono essere raggruppati in tre diverse tipologie costruttive, caratterizzate ciascuna da soluzioni costruttive differenziate (Sportelli 2008):
Vinificatori cilindrici ad asse verticale dotati di sistema di rimontaggio e scarico automatico delle vinacce;
Vinificatori cilindrici rotanti ad asse orizzontale con rotazione lenta e programmabile con fondo bombato e struttura tronco-conica dal lato di scarico, dotati di una spirale interna che consente il rimescolamento delle vinacce e il loro scarico;
Vinificatori cilindrici rotanti ad asse orizzontale, costituiti da una vasca cilindrica e da un cestello grigliato motorizzato: il cestello permette la totale immersione delle vinacce in fermentazione e lo sgrondo in fase di svinatura;
Vinificatori ad asse verticale
I vinificatori ad asse verticale sono costituiti da una vasca cilindrica in acciaio inossidabile, con fondo inclinato, sorretta da gambe anch’esse in acciaio inossidabili, di altezza adeguata al fine di consentire lo scarico delle vinacce.
Normalmente questi serbatoi hanno un’altezza di poco superiore al loro diametro, in modo da offrire una superficie di contatto più estesa possibile, al fine di favorire gli scambi tra la fase liquida e quella solida. Per effettuare lo scarico delle vinacce essi sono in genere dotati di portelle applicate nella parte inferiore in prossimità della base. Quasi tutti questi vinificatori sono provvisti di un intercapedine che ricopre una o due fasce della parete del contenitore, per mantenere la temperatura di fermentazione ai valori richiesti mediante circolazione di un apposito liquido riscaldante/refrigerante.
Il rimescolamento delle vinacce viene effettuato con tecniche diverse, tecniche che poi andranno a diversificare e classificare i vari tipi di vinificatori ad asse orizzontale (De Vita 2007).
43
Vinificatori con rimontaggio
I vinificatori che attuano i processi di dissoluzione mediante il sistema del rimontaggio sono accompagnati da una tubazione esterna (sempre in acciaio inox), questa è collegata a una pompa fissa, posta nell’estremità inferiore, che preleva il mosto dalla parte basale e lo rimanda in quella superiore. Nella parte superiore è posto un diffusore rotante mosso da un motoriduttore, che con diverse velocità programmabili, assicura una distribuzione uniforme del mosto di rimontaggio su tutta la superficie del cappello. I moderni vinificatori sono in genere completamente automatici e programmabili; l’operatore quindi ha la possibilità di impostare il numero di cicli necessari e la loro durata. I vinificatori di piccole cantine possono invece essere sprovvisti di pompe fisse e, in questi casi, il rimontaggio viene effettuato con una pompa mobile della stessa cantina (De Vita 2007).
Figura 2.26 Vinificatore verticale Figura 2.27 Vinificatore con sistema a cascata
Un sistema efficace di irrorazione del cappello è quello chiamato “a cascata” (Figg. 2.26, 2.27). Questo sistema viene applicato mediante un serbatoio cilindrico verticale diviso in due comparti comunicanti attraverso una valvola pneumatica dotata di un’apertura avente un diametro elevato. Il comparto inferiore, all’interno del quale avviene la fermentazione, è di misura maggiore, e alla base di esso è presente una pompa che trasferisce una parte del mosto
44 nella vasca superiore, di dimensioni ridotte. Al termine del pompaggio si apre la valvola pneumatica e il mosto accumulatosi nel comparto superiore ricade sul cappello che viene quindi rotto e rimescolato. Il numero e la durata dei cicli possono essere programmati. Questo sistema presenta dei notevoli vantaggi per l’uniformità di bagnatura del cappello, con una conseguente dissoluzione ottimale delle componenti delle parti solide, è facile da programmare e offre un buon controllo della temperatura. Il difetto maggiore è rappresentato dalla difficoltà nell’eseguire operazioni di pulizia: la parte superiore soprattutto si presta male a quest’operazione.
Vinificatori con follatore
In questi vinificatori l’immersione del cappello è ottenuta tramite dei pistoni automatici posti sulla sommità degli stessi (Fig. 2.28). I pistoni sono costituiti da un asse al quale, nell’estremità inferiore, sono collegati degli appositi piatti conici o palette che agiscono appunto da follatori. Questi pistoni agiscono sul cappello con un movimento alternato dall’alto al basso che provoca la rottura del cappello e il rimescolamento della massa. Il sistema presenta dei vantaggi per il fatto che: si ha una buona dispersione del vino sul cappello, e alla svinatura questo risulta morbido; è semplice da pulire; si ha un controllo della temperatura abbastanza soddisfacente.
45
Vinificatori che utilizzano gas
Alcuni modelli di vinificatori effettuano il rimescolamento della massa utilizzando la pressione dell’anidride carbonica che si sviluppa all’interno dello stesso tino nel corso della fermentazione.
Questi vinificatori sono costituiti da un cilindro verticale diviso in due vani, tra i quali è posizionato un diaframma a forma di imbuto. I due vani sono messi in comunicazione tra loro da una valvola bypass posta alla sommità della parete del vano inferiore (Fig. 2.29).
Il riempimento del tino avviene dal basso con bypass chiuso. Nel corso del riempimento l’aria che si accumula tra la parte inferiore e il diaframma obbliga il mosto a salire nel vano superiore attraverso l’imboccatura del diaframma. Con l’avvio della fermentazione la vinaccia affiora in superficie e forma il classico cappello, mentre la CO2 che si sviluppa si accumula
nell’intercapedine piena d’aria. A questo punto le valvole bypass vengono aperte e la spinta dell’anidride carbonica che passa attraverso di esse rompe il cappello e effettua il rimescolamento della massa (De Vita).
Questo genere di fermentatori offre dei vantaggi per il fatto che le operazioni sono facilmente programmabili; di contro essi presentano però diversi difetti: la fermentazione è in genere troppo veloce; le valvole della CO2 sono difficili da pulire; si ha uno scarso controllo della
temperatura e alla fine della fermentazione il cappello risulta molto duro.
46
Vinificatori ad asse orizzontale
Questi vinificatori sono costituiti da un serbatoio cilindrico ad asse orizzontale, sempre in acciaio inox, rotante a velocità regolabile, con fondo bombato da un lato e tronco-conico dall’altro; quest’ultimo è chiuso da una portella scorrevole per lo scarico delle vinacce (Fig. 2.30).
Figura 2.30 Vinificatore orizzontale
La rotazione può avvenire in entrambi i sensi ed è ottenuta mediante motoriduttore e trasmissione a catena con controllo elettronico della velocità. All’interno, il tino è provvisto di canaline di sgrondo o falsi fondi forellati, collegati con una valvola esterna per lo svinamento del mosto, ed è dotato di una spirale elicoidale fissata alla parete. Questa spirale agisce sul rimescolamento delle vinacce durante la rotazione del tino. L’anidride carbonica che si forma viene eliminata attraverso una valvola che provoca l’apertura mediante un dispositivo di sicurezza (De Vita 2007).
Altri fermentatori con cilindro ad asse orizzontale sono muniti al loro interno di un’apparecchiatura che consente il rimescolamento delle vinacce; consiste in una pala che agisce da rimescolatore mobile, collegata a un motore elettrico che la pone in rotazione. La velocità di rimescolamento è regolabile ed un giro completo della pala richiede tra i 10 e i 20 minuti.