5 PREPARAZIONE DELLE PROVETTE E PROCEDURA
GENERALE PER I TEST DI FATICA
Nel seguente capitolo si riportano le procedure seguite per la preparazione delle diverse tipologie di provette utilizzate per i test di fatica, e le considerazioni fatte per il calcolo delle sezioni resistenti. I valori delle misurazioni previste dalle procedure e necessarie per la successiva fase esecutiva dei test sono riportati in Appendice A.
Infine si è riassunta la procedura generale di allestimento di una prova.
5.1 Procedura generale di preparazione del provino
Nella campagna di prove di fatica precedente, è stata rilevata la scarsa efficacia della pallinatura dei fianchi dei provini al fine di evitare nucleazioni di fessure fuori della zona lavorata di tornio. Si è, per questo, riusciti ad adottare una soluzione alternativa, che è risultata essere estremamente idonea: essa prevede la pulitura manuale dei fianchi dei provini mediante carte abrasive a secco; tale procedura è stata standardizzata, al fine di renderla ripetibile su ogni provino con la massima precisione possibile. Tale fase di lucidatura dei fianchi è preceduta da una fase di smussatura degli spigoli delle mazzette e seguita da una fase di eliminazione delle impurità mediante trielina.
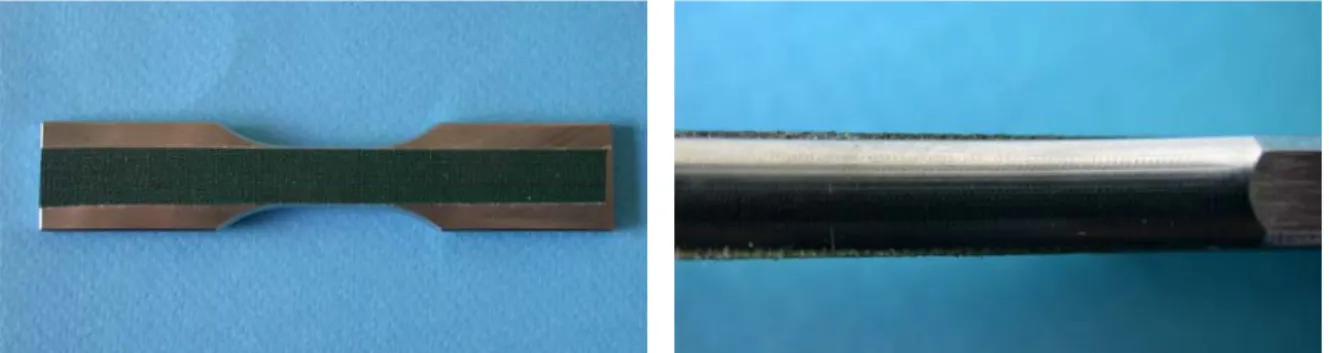
Il provino (figura 5.1) si presenta inizialmente protetto con un nastro telato applicato sulle facce tornite; la lavorazione sui fianchi appare visivamente di scarsa finitura; inoltre il filo degli spigoli a 90° delle mazzette di afferraggio si presenta molto netto
Le fasi che riguardano la preparazione della provetta, e che sono state seguite durante le prove di fatica riguardanti i provini con intagli e con intagli asportati sono di seguito descritte:
1 – Rilevamento delle dimensioni dei provini:
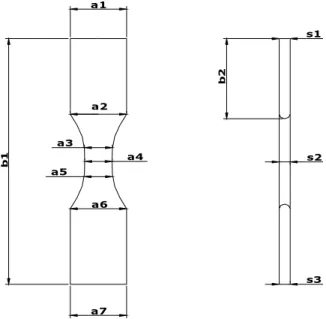
Tramite calibro digitale e micrometro (risoluzione 0.01 mm), si rilevano le principali dimensioni dei provini, ovvero, in questa fase, con riferimento alla figura 5.2, misure di larghezza: larghezza alle basi (a1 e a2), larghezza nel tratto utile centrale (a3, a4 e a5), larghezza nel punto di inizio del raggio di raccordo (a6 e a7); misure di lunghezza: lunghezza totale (b1), lunghezza della mazzetta superiore (b2). I valori numerici sono riportati in appendice A
a7 a6 a2 a1 a3 b1 a5 a4 s3 s2 b2 s1
Figura 5.2 – Principali dimensioni rilevate sui provini
2 – Smussatura degli spigoli delle mazzette di afferraggio (questa procedura si rende necessaria al fine di evitare possibili improntature delle piastrine di serraggio nei punti di contatto con lo spigolo stesso):
a) Con il provino serrato in una morsa da officina, si esegue uno smusso a 45° per ognuno dei quattro spigoli di ogni mazzetta, mediante una lima opportunamente inclinata.
b) Gli smussi così eseguiti sono rifiniti con leggere passate della lima. c) Si carteggiano gli smussi con carta abrasiva di grana 800.
3 – Lucidatura del fianco bombato del provino:
a) Si predispongono una serie di pezzetti di carta abrasiva, di forma quadrata, di circa 4 cm di lato; si utilizzano carte abrasive con due diverse grane, preparando 12 quadratini con carta 400 e 8 con carta 800. Il provino viene serrato in una morsa di officina, con il fianco rivolto verso l’alto (sarà ruotato di 180° al termine della lucidatura dello stesso, per proseguire sul fianco opposto); viene mantenuto aderente il nastro protettivo presente sulle facce lavorate di tornio, per evitare qualsiasi accidentale improntatura su tali superfici.
b) Passate con carta 400: ogni quadratino di carta viene piegato in due, e per ogni lato si eseguono tre passate, premendo manualmente la carta su tre zone distinte, sinistra, centro e destra, rispetto alla mezzeria del fianco; per ogni zona si eseguono circa 25 passate; si utilizzano tre quadratini per ognuno dei due raccordi di ogni fianco del provino, per un totale di 450 passate per raccordo, ovvero 900 passate per fianco.
c) Passate con carta 800: i quadratini vengono piegati in due, ed ogni lato utilizzato per tre passate, esattamente come per la carta 400; però, in questo caso, si utilizzano solamente due quadratini per ogni raccordo, eseguendo solo circa 20 passate per ogni zona, per un totale di 240 passate per ogni raccordo, ovvero 480 passate per ogni fianco.
4 – Pulitura del provino:
Dopo aver svincolato il provino dalla morsa, esso viene liberato dal nastro di protezione (da questo momento si presta particolare attenzione nel maneggiare la provetta). L’intera superficie viene quindi ripulita da qualsiasi residuo o impurità, utilizzando un pennello morbido imbevuto di trielina.
5 – Rilevamento dimensioni dopo la lucidatura del provino:
Vengono rilevate le nuove misure di larghezza per il tratto utile (denominate a3’, a4’ e a5’), ed inoltre le misure di spessore, quali (con riferimento alla figura 4.3) s1 e s3. Si è ritenuto inopportuno misurare lo spessore nel tratto centrale, poiché l’utilizzo del micrometro avrebbe potuto improntare la superficie lavorata al tornio.
Le misure rilevate prima e dopo la preparazione dei provini, così come denominate precedentemente, sono riportate in appendice “A” dove sono stati calcolati anche i valori della larghezza media e dello spessore medio del tratto utile che saranno utilizzati per il calcolo esatto della sezione resistente.
5.2 Procedura di preparazione del provino lucidato
La preparazione di questo tipo di provette ha comportato la lucidatura, sempre manuale e con l’uso di carte abrasive, di tutto il tratto utile di prova.
In pratica, per la preparazione delle provette lucidate si è seguita la procedura generale vista in precedenza fino al secondo punto, dopo di che si è applicata la seguente lavorazione:
Lucidatura della superficie utile del provino:
a) Si predispongono una serie di pezzetti di carta abrasiva, di forma quadrata, di circa 6 cm di lato; si utilizzano carte abrasive con due diverse grane, preparando 6 quadratini con carta 400 e 4 con carta 800. Il provino viene serrato in una morsa di officina, con la superficie di prova rivolta verso l’alto (sarà ruotato di 180° al termine della lucidatura dello stessa, per proseguire sulla superficie opposta); il nastro protettivo viene avvolto sulle mazzette perpendicolarmente al tratto utile, a partire dalla fine dei raccordi, per evitare di lucidare la zona di afferraggio del provino.
b) Passate con carta 400: ogni quadratino di carta viene piegato in quattro, e per ogni lato si eseguono tre passate, premendo manualmente la carta su tre zone distinte, sinistra, centro e destra; per ogni zona si eseguono circa 25 passate; si utilizzano tre quadratini per ogni superficie di prova, per un totale di 225 passate
c) Passate con carta 800: i quadratini vengono piegati in quattro, ed ogni lato utilizzato per tre passate, esattamente come per la carta 400; però, in questo caso, si utilizzano solamente due quadratini per ogni superficie di prova, eseguendo solo circa 20 passate per ogni zona, per un totale di 120 passate per ogni superficie.
La figura di seguito mostra come appare il tratto utile del provino alla fine della lucidatura.
Figura 5.3 - Tratto utile del provino dopo la lucidatura
Dopo la fase vista, è stata seguita nuovamente, a partire dal punto tre la procedura generale fino alla fine.
5.3 Calcolo della sezione resistente
Al fine di calcolare e quindi applicare un valore del carico durante la prova che fosse tale da produrre una tensione nella sezione centrale il più vicino possibile alla tensione nominale imposta, è stata calcolata l’area effettiva di tale sezione per le varie tipologie di provette.
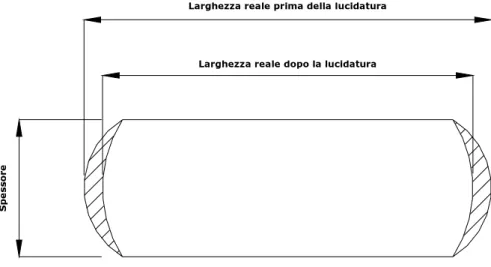
Nel calcolo dell’area effettiva, eseguito con l’ausilio di software CAD, si è tenuto conto, oltre che delle misure effettive del provino, anche del materiale asportato durante la fase di lucidatura del fianco bombato; viste le modalità di esecuzione di tale operazione, si è ipotizzato che il materiale asportato, evidenziato con la zona a tratteggio nella seguente figura fosse essenzialmente concentrato nella zona centrale del fianco. Dunque, per il calcolo della
sezione resistente, partendo dalla geometria della sezione nominale del provino, con l’uso di Autocad, si è modificato di volta in volta il profilo di tale sezione in base alle dimensioni misurate e con le considerazioni dette. In questo modo si è ottenuta l’area della sezione resistente per i provini lucidati.
Figura 5.4 - Sezione del provino. Tratteggio = materiale asportato con la lucidatura
Nel calcolo della sezione resistente dei provini con intagli e con intagli asportati, è stato anche tenuto conto del fatto che la rilevazione dello spessore tramite micrometro era falsata dai testimoni di lavorazione presenti sulle facce del provino; infatti, la misura rilevata andava da cresta a cresta di tali testimoni; nel calcolo dell’area effettiva ci siamo quindi preoccupati di eliminare il materiale eccedente dovuto alla presenza delle gole dei testimoni di lavorazione (tratteggio rosso in figura 5.5). Per i provini con intagli, dunque, la sezione resistente è stata calcolata come per i provini lucidati ed in più si è sottratto al profilo nominale della sezione il contributo di area dovuto alle gole dei testimoni di lavorazione.
Sp
esso
re
Larghezza reale dopo la lucidatura Larghezza reale prima della lucidatura
Pr of o n d ità di t agl io (0 .3 o 0.03 mm) Passo = 0.2 mm
Materiale sottratto nel calcolo area effettiva
Profilo dell'utensile
Figura 5.5 - Schema lavorazione e materiale asportato
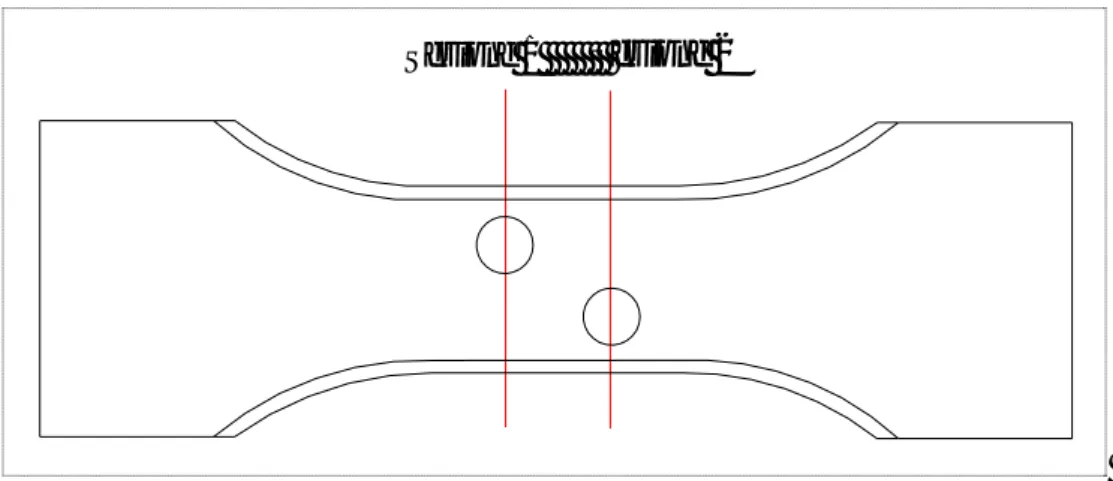
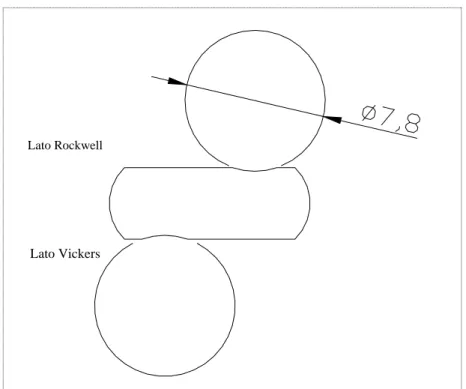
Una ulteriore considerazione che è stata fatta riguarda i provini con intagli asportati. Nel calcolo dell’area della sezione resistente in tali provini sono state considerate le due sezioni (vedi figura 5.6) in corrispondenza delle massime profondità delle impronte create dall’asportazione dei difetti. Si è visto in precedenza, dall’esame dei profili che i raggi di curvatura delle impronte erano di 3.9 mm. Quindi noto il raggio di curvatura e la profondità delle impronte, si è tracciato il profilo effettivo di ogni sezione (vedi figura 5.7). Una volta determinati i profili delle due sezioni dette, tramite Autocad, sono state calcolate le aree e si è fatta la media. Tale risultato costituisce il valore dell’area della sezione resistente.
Sezione 1 Sezione 2
Lato Vickers Lato Rockwell
Figura 5.7 - Sezione con impronte
5.4 Procedura generale di allestimento della prova
Una volta conclusa la fase di preparazione del provino, si può passare alla fase di allestimento della prova vera e propria. I passaggi che portano all’avvio di una generica prova; la loro successione, descritta in Appendice B, deve essere attentamente rispettata, pena il rischio di non ottenere risultati accettabili, o, peggio ancora, di andare incontro a pericolosi danneggiamenti del sistema di prova.