Capitolo 3
Risultati e discussione
3.1 Sintesi di nuovi liquidi ionici
Durante il corso di questa tesi, è stata preparata una serie di liquidi ionici a base imidazolica, con catene laterali mono- o di-idrossilate, che presentano un più basso impatto ambientale rispetto ai dialchil sostituiti, e per i quali non era stata ancora studiata l’applicazione nel processo di dissoluzione della cellulosa. Sulla base di quanto riportato in letteratura, i liquidi ionici migliori per questo tipo di applicazione, dovrebbero infatti essere quelli aventi un nucleo cationico di natura imidazolica, portanti una catena laterale C2-C4 e come controione l’anione cloruro o, comunque una specie basica, in grado di funzionare da accettore di legame ad idrogeno. Sebbene in letteratura non ci fossero indicazioni in proposito, a nostro avviso la funzionalizzazione della catena laterale con gruppi idrossilici avrebbe potuto favorire la dissoluzione del polimero quale conseguenze della aumentata capacità del solvente di formare legami ad idrogeno.
I sali di imidazolio sono considerati i solventi migliori in questo tipo di applicazione in quanto non solo sono in grado di sciogliere la cellulosa ma anche perché presentano proprietà chimico fisiche ottimali per questo tipo di applicazione, quali un’elevata stabilità termica, che è fondamentale per un processo che avviene a temperature prossime ai 100°C. La presenza dei gruppo ossidrili poteva influenzare tale parametro così come modificare altre proprietà chimico-fisiche che possono determinare l’applicabilità su scala industriale del processo in esame: quali la viscosità. I liquidi ionici idrossilati presentano un’elevata capacità di funzionare da donatori-accettori di legami ad idrogeno che determina un aumento della viscosità. Tuttavia, la viscosità è normalmente una funzione della temperatura e alle temperature di esercizio è possibile garantire un buon mescolamento tramite agitazione meccanica. Per quanto riguarda l’anione, la scelta è caduta sui migliori riportati in letteratura, ovvero cloruri e acetati; entrambi questi anioni possiedono una elevata capacità coordinante e di intercalazione nella struttura microfibrillare del biopolimero che avevamo intenzione di sciogliere, tenuta insieme da legami ad idrogeno [101].
61
3.1.1 Metodi di sintesi
I sali di imidazolio sintetizzati durante il corso della tesi, sono stati preparati utilizzando come composto base il N-metilimidazolo, un prodotto commerciale a basso costo. Le reazioni di alchilazione sono state eseguite come riportato in letteratura per il [BMIM]Cl e per il [EtOHMIM]Cl [177], utilizzando un leggero eccesso dei cloroalcani corrispondenti. L’unica differenza rispetto alla procedura di letteratura è stata l’utilizzo di acqua come solvente al posto del più comune acetonitrile; un fattore che dovrebbe accrescere il carattere green della reazione.
N N RCl N N
R
Cl H2O
100°C
Schema 1. Quaternarizzazione del N-metilimidazolo
Inoltre, per quanto riguarda la quaternarizzazione dell’imidazolo con 3-cloro-1,2-propandiolo, si è preferito operare in leggero eccesso di base a causa delle difficoltà riscontrate nell’allontanare al termine della reazione il cloroalcano funzionalizzato, che ha una temperatura di ebollizione elevata (213°C), e lavorare in atmosfera inerte (Ar), per evitare fenomeni di ossidazione che portano a prodotti colorati.
Le reazioni sono state portate avanti per quattro giorni a alla temperatura di riflusso, ottenendo una completa conversione dei precursori, confermata dalle analisi 1H NMR. I prodotti ottenuti sono stati isolati per distillazione a pressione ridotta del reagente in eccesso, mediante l’utilizzo di un evaporatore rotante: i liquidi ionici, così isolati, si presentavano come solidi cristallini bianchi ([BMIM]Cl e [EtOHMIM]Cl), o come liquidi estremamente viscosi ([GlyMIM]Cl); in questo ultimo caso era presente anche una leggera colorazione gialla, dovuta ai prodotti di ossidazione all’aria.
3.1.2 Reazioni di metatesi
I sali di cloruro ottenuti dalle reazioni di quaternarizzazione precedenti, sono stati poi sottoposti a reazioni di metatesi, in modo da ottenere i corrispondenti acetati. Durante questa fase, sono state analizzate tre metodologie, per poi scegliere la migliore al termine.
62 La prima reazione analizzata è stata la metatesi mediante l’utilizzo di argento acetato (AgOAc) [178], in acqua, processo che doveva portare al corrispondente liquido ionico con contro ione acetato e ad argento cloruro, insolubile in acqua ed eliminabile per semplice filtrazione.
N N R Cl N N R AgOAc OAc H2O AgCl
Schema 2. Metatesi con AgOAc
Sebbene questa reazione sia ottima dal punto di vista della resa e del semplicissimo work-up (filtrazione su celite), introduce alcune problematiche. Innanzi tutto, l’utilizzo dell’acetato di argento non è consigliabile, a causa del prezzo elevato dei sali di argento (circa 10 € al grammo), e della sua tossicità; inoltre, il processo produce una quantità di materiale di scarto notevole, l’argento cloruro, da cui è necessario, o auspicabile, recuperare l’argento, e infine è possibile la contaminazione del prodotto finale con ioni Ag+ che può compromettere l’utilizzo del solvente ottenuto: per alcune reazioni il solvente non deve contenere metalli, nemmeno in quantità di parti per milione (ppm). Nel nostro caso specifico, in più, all’analisi 1H NMR, si presentavano picchi incogniti non trascurabili, che ci hanno portato ad abbandonare questa strada.
La seconda metodica da noi considerata è stata la deprotonazione del cloruro imidazolico con idrossido di sodio (NaOH) [179], via liquido ionico idrossilico, e una successiva acidificazione con acido acetico (AcOH). Questa procedura è, tuttavia, estremamente dispendiosa,
N N R Cl N N R NaOH OH EtOH, rt NaCl N N R OH N N R AcOH OAc H2O, rt H2O
Schema 3. . Metatesi con NaOH/AcOH
sia dal punto di vista del tempo, sia dal punto di vista dei materiali. L’idrossido è stato preparato secondo la procedura di letteratura, alla quale sono state apportate alcune modifiche. In particolare, al posto del dispendioso tetraidrofurano (THF) è stato utilizzato il più economico etanolo assoluto
63 (EtOH), al quale è stato aggiunto l’idrossido di sodio; a dissoluzione completata, alla miscela è stata aggiunta una soluzione concentrata (circa 1:1), di liquido ionico in etanolo. Dopo allontanamento per filtrazione del cloruro di sodio (NaCl), insolubile nel solvente, e successiva evaporazione del solvente a pressione ridotta, il prodotto ripreso con acqua è stato cromatografato su resina Amberlite-IRA-404 (OH-) (previamente preparata lavando la corrispondente resina a controione cloruro, con una soluzione di NaOH al 10% in peso), in modo da massimizzare la formazione del liquido ionico con controione OH-; questa operazione è stata effettuata tre volte. Il sale idrossido è stato trasformato nel corrispondente acetato mediante aggiunta di una soluzione acquosa concentrata di acido acetico. Per quanto riguarda questo tipo di metatesi va evidenziato che il processo, che prevede diversi step è sicuramente maggiormente time-consuming rispetto alle procedure che prevedono un sola reazione. Tuttavia, il problema principale è la presenza di cloruri, che non si riescono ad allontanare completamente dal prodotto desiderato: il test per l’identificazione di questi anioni, che prevede l’utilizzo di una soluzione di nitrato d’argento (AgNO3), in seguito ad acidificazione con una soluzione di HNO3 al 5%, risulta positivo sia prima del passaggio del liquido ionico sulla resina, sia dopo i tre lavaggi. Infine, l’idrossido che si forma è un sale instabile, che necessariamente deve essere trasformato immediatamente nel prodotto desiderato. L’utilizzo di un eccesso di acido acetico determina, inoltre, la precipitazione di un solido bianco, l’acetato di sodio, derivante, probabilmente, da un allontanamento incompleto dell’idrossido di sodio nel passaggio precedente: ciò comporta ulteriori lavaggi (con acetone), per allontanare di nuovo il solido e l’ottenimento di un composto con molte impurezze, come confermano le analisi 1
H NMR.
L’ultima strada da noi considerata prevedeva l’utilizzo, come agente di metatesi, dell’acetato di potassio, un sale economico, non tossico e non inquinante. La procedura prevede il
N N R Cl N N R AcOK OAc EtOH, 60°C KCl
Schema 4. Metatesi con AcOK
gocciolamento di una soluzione concentrata di liquido ionico in etanolo, ad una soluzione di acetato di potassio nello stesso solvente, la successiva separazione del precipitato bianco (KCl) e la distillazione dell’etanolo a pressione ridotta. Data la semplicità di quest’ultima procedura e la qualità dei prodotti ottenuti, questo metodo è stato prescelto per la sintesi su larga scala dei composti da utilizzare per la dissoluzione della cellulosa. Inoltre, questa metodica presenta altri
64 vantaggi, fra cui la scarsa tossicità di reagenti e prodotti di scarto. Di contro, c’è da dire che lavorando in leggero eccesso di sale (1,05 equivalenti di acetato di potassio), è pressoché inevitabile che nel prodotto finale si ritrovino tracce di acetato di potassio, che normalmente precipita durante la fase di stoccaggio.
3.1.3 Reazioni di acetilazione dei liquidi ionici idrossilati
Una volta ottenuti, i liquidi ionici di cui sopra sono stati utilizzati per la dissoluzione della cellulosa. Durante questa fase ci siamo accorti che, sebbene i liquidi ionici idrossilati fossero in grado di portare in soluzione la cellulosa, l’elevata viscosità del sistema (la viscosità del liquido ionico, già notevole di per sé stessa, viene ulteriormente incrementata al momento del passaggio in soluzione del polimero), poteva rappresentare un problema, almeno per alcune applicazioni industriali. Per cercare di ridurre la viscosità, mantenendo la presenza di atomi di ossigeno sul liquido ionico, che meglio di altri gruppi funzionali possono incrementare la sostenibilità del mezzo, abbiamo deciso di “proteggere” i gruppi ossidrilici. Le modificazioni inizialmente prese in considerazione sono state la metilazione ed acetilazione: tuttavia, abbiamo poi optato per quest’ultima, a causa del basso costo del reagente acetilante, l’anidride acetica, per la velocità, le rese elevate e la minor tossicità del processo. La sintesi è stata effettuata utilizzando un eccesso 4:1 di anidride acetica, che è stata
gocciolata rapidamente in un pallone contenente il
N N O O N N OH OH X O O X Ac2O, 100°C 2 h X = Cl, CH3COO X = Cl, CH3COO
Schema 5. Acetilazione degli IL
liquido ionico, sotto atmosfera di Ar, immerso in un bagno a 100°C: la reazione è andata a completezza in due ore. Si è effettuato poi una distillazione a pressione ridotta, in modo da eliminare l’anidride acetica in eccesso e l’acido acetico formatosi durante la reazione, e i liquidi ionici ottenuti sono stati caratterizzati mediante analisi 1H NMR e 13C NMR.
65 Le prove di acetilazione sono state effettuate anche su una soluzione di cellulosa al 5% in peso nel liquido ionico ma, già alla prima aggiunta di anidride acetica, si notava la comparsa di un precipitato bianco, corrispondente alla cellulosa, che è risultata quindi insolubile nelle nuove condizioni di reazione. Malgrado questo inconveniente, abbiamo potuto apprezzare gli effettivi vantaggi di questa via sintetica: innanzi tutto, non si è reso necessario l’utilizzo né di una base, né di un acido [180], né di un acido di Lewis [181], né di una resina per catalizzare la reazione, come era, invece, riportato in letteratura [182]. Tuttavia, i tentativi di scambio anionico (cloruro-acetato), effettuati sul liquido ionico acetilato, portavano alla parziale saponificazione dell’estere, come dimostrato dall’analisi 1H NMR. È stato dunque osservato che in condizioni estremamente blande, ovvero a 60°C in etanolo e utilizzando acetato di potassio come base, si è potuta effettuare l’idrolisi di un estere, invece che nelle condizioni classiche riportate in letteratura, ovvero a riflusso del solvente con idrossido di sodio per diverse ore.
3.1.4 Reazioni di butilazione di ammine cicliche
Durante questa tesi ci siamo anche occupati dell’alchilazione di ammine cicliche, da usare come precursori di liquidi ionici. In particolare, abbiamo sintetizzato ammine terziarie cicliche seguendo una procedura riportata in letteratura, che prevede l’utilizzo di un largo eccesso di base, carbonato di potassio (K2CO3), e butilbromuro come agente alchilante [183].
N H n n = 1,2 Br N n n = 1,2 K2CO3, MeCN 3 h, 90°C KBr
Schema 6. Butilazione delle ammine
Le reazioni sono state effettuate in acetonitrile, sotto agitazione meccanica e sono state seguite mediante prelievi ad intervalli regolari ed analisi gas cromatografica (GC). La reazione andava a completezza in tre ore. Dopo separazione del precipitato per filtrazione, l’ammina è stata
66 isolata come cloridrato, e da questo, ridisciolto nella minima quantità di acqua, l’attesa ammina è stato ottenuta dopo alcalinizzazione della fase acquosa con una soluzione diluita di idrossido di sodio al 10%, per estrazione con etere etilico (tre volte). I prodotti ottenuti sono liquidi incolori poco viscosi, che sono stati identificati sulla base degli spettri 1H NMR e mediante analisi gas massa.
3.1.5 Reazioni di quaternarizzazione con DMC
Dall’analisi della letteratura riguardante la dissoluzione della cellulosa nei liquidi ionici, è emerso che la loro dissoluzione (ed eventuale degradazione), è dipendente dalla presenza di un anione basico. Considerando quindi che i liquidi ionici con anione metilcarbonato sembravano essere estremamente basici, come dimostrato dal loro impiego come catalizzatori per varie reazioni [184], abbiamo deciso di testare questa classe di liquidi ionici nel processo di dissoluzione della cellulosa.
Sebbene, la metilazione del sistema NR3 (ammine aromatiche, cicliche, alifatiche, ecc.), costituisca, in genere, il primo stadio nel processo di trasformazione di questi composti in liquidi ionici, l’utilizzo di reagenti relativamente tossici, come il metilioduro, viene spesso considerato, a giusta ragione, un fattore che va a detrimento della sostenibilità del prodotto finale, il liquido ionico. Un solvente green, non solo deve essere eco-compatibile, ma la sua sintesi deve essere basata sull’utilizzo di reagenti quanto più possibile non tossici e deve essere effettuata in condizioni di massima sostenibilità. Poiché tra gli agenti metilanti, negli ultimi anni, il dimetilcarbonato (DMC) ha attirato un notevole interesse per la sua non tossicità, abbiamo deciso di testare la possibilità di utilizzare questo composto nel processo di N-metilazione, per la quaternarizzazione delle ammine che avevamo precedentemente sintetizzato.
Gli alogenuri metilici (alogeno: I, Br, Cl) e il dimetilsolfato (Me2SO4), sono sicuramente gli agenti metilanti più noti e più spesso utilizzati. Purtroppo, questi reagenti altamente efficaci sono anche altamente tossici e spesso corrosivi. Il DMC è attualmente considerato una valida alternativa, eco-sostenibile, agli agenti metilanti sopra menzionati, dal momento che non è tossico e le reazioni di metilazione con esso condotte non producono sali inorganici. Il gruppo uscente, carbonato di metile, si decompone facilmente nella stessa miscela di reazione, dando come unici sottoprodotti MeOH e CO2. Il DMC è classificato come un liquido infiammabile, che non ha tuttavia effetti mutageni o irritanti per contatto o inalazione; inoltre è una sostanza biodegradabile. Pertanto la reazione di metilazione condotta con questo reagente non richiede le attenzioni
67 particolari che sono necessarie per maneggiare lo ioduro di metile o il dimetilsolfato, entrambi tossici e mutageni.
Il DMC è un prodotto chimico a basso costo, in quanto viene utilizzato, in miscela con carbonato di etile (DEC), come soluzione non ionica nelle batterie al litio; viene inoltre utilizzato come additivo ai combustibili, in quanto è in grado di promuovere la combustione. Benché originariamente venisse prodotto a partire da fosgene (COCl2), oggi la sintesi industriale prevede la carbonilazione ossidativa del metanolo (processo Enichem), catalizzata da sali di rame
2 CH3OH 1/2 O2 CO CuCl O O
O
Schema 7. Sintesi industriale del DMC
(I), una versione decisamente più ecocompatibile, che utilizza reagenti economici e non inquinanti. Il processo è, inoltre, molto veloce e i sottoprodotti che si formano (H2O e CO2), sono facilmente eliminabili.
Il DMC possiede due centri attivi: la porzione alchilica e il gruppo carbonilico e la reattività dell’uno o dell’altro può essere modulata variando la temperatura di reazione. Un generico nucleofilo Nu- può, quindi, interagire con l’uno o l’altro centro, come sotto riportato, dando un
68 O O O Me Me Nu -NuMe + MeO- + CO2 O O O Me Me Nu -NuCOOMe + MeO
-Schema 8. Reattività del DMC
La reazione dei sistemi amminici, contenenti gruppi NH, in presenza di una base (organica o inorganica), segue la prima via descritta in Figura 8 e porta ad un prodotto di metilazione. In letteratura, le reazioni di metilazione sono in genere condotte a temperature elevate, > 100 °C; dato che la temperatura di ebollizione del DMC è di 90°C, si va a riflusso del solvente.
La scelta del catione, ammine cicliche non aromatiche, per questa reazione è correlata al fatto che il sistema imidazolico viene attaccato dallo ione metilcarbonato, per dare il corrispondente prodotto di carbonatazione sulla posizione C2 dell’anello, corrispondente all’idrogeno acido; un comportamento analogo si può osservare anche con imidazoli sostituiti in posizione due, in quanto l’anione attacca e carbonata il sostituente alchilico. Per questo motivo i liquidi ionici con catione imidazolio ed anione metilcarbonato, vengono venduti in soluzione metanolica; ciò li rendeva, di fatto, inservibili per il nostro scopo ultimo, ovvero la dissoluzione della cellulosa perché, come dimostrato, anche minime quantità di solvente contaminante vanno ad inficiare la capacità del liquido ionico di dissoluzione nei confronti del biopolimero [7,92,110,113]. Le prime due ammine prese in considerazione, metilpirrolidina e N-metilpiperidina, sono state ottenute, con rese quantitative, facendole reagire con 5 equivalenti di DMC che, a reazione completata (a riflusso dell’agente metilante per 3 giorni), viene allontanato
69 N n n = 1,2 N n n = 1,2 R R O O O O O O
R = Me, n-Bu R = Me, n-Bu
100°C
Schema 9. Alchilazione delle ammine cicliche con DMC
mediante distillazione a pressione ridotta. I solidi isolati, aventi una colorazione giallastra, sono stati isolati e caratterizzati sulla base di analisi 1H NMR e 13C NMR.
Prove preliminari effettuate su questi liquidi ionici per testare la loro capacità solvente nei confronti della cellulosa, dimostravano che questi liquidi ionici hanno un’elevata capacità di dissoluzione del biopolimero (cellulosa microcristallina), tuttavia i loro punti di fusione elevati (intorno ai 100°C), ne limitano le possibilità di utilizzo, in quanto la cellulosa inizia a decomporre intorno ai 110°C.
Considerando che l’asimmetria del catione normalmente riduce la temperatura di fusione dei liquidi ionici, abbiamo così deciso di utilizzare ammine asimmetriche. Seguendo la procedura di Roger e coll. [185], sono stati sintetizzati i liquidi ionici asimmetrici con anione metilcarbonato. Le reazioni sono state effettuate mediante l’utilizzo di un eccesso di DMC a 100°C; tuttavia, per evitare la formazione di eventuali prodotti di ossidazione e per impedire all’umidità dell’aria di decomporre l’anione del liquido ionico formato (producendo metanolo ed anidride carbonica), abbiamo operato in atmosfera inerte di Ar, ottenendo due solidi bianchi. Per quanto riguarda il liquido ionico con catione pirrolidinio, esso ha iniziato a cristallizzare nella stessa miscela di reazione; tuttavia, successive prove hanno dimostrato che la miscela metanolo/acetato di etile (MeOH/AcOEt), in rapporto 2/49, rappresenta il mezzo più efficace per cristallizzare questo sale. Inoltre, a differenza di quanto riportato in letteratura, la quaternarizzazione delle ammine cicliche è stata effettuata con normali apparecchiature di laboratorio, senza dover ricorrere all’utilizzo di un’autoclave. Va infine aggiunto che il riscaldamento di questi sali in alto vuoto porta alla parziale decomposizione degli stessi, probabilmente mediante meccanismi di eliminazione dei sostituenti presenti sull’azoto.
70
3.1.6 Viscosità dei nuovi liquidi ionici a nucleo imidazolico
Per tutti i nuovi liquidi ionici a base imidazolica, la viscosità (η), è stata misurata nell’intervallo di temperature compreso tra 40 e 80 °C, dopo accurato essiccamento, evitando quanto più possibile il contatto con l’aria durante il trasferimento e le misure. I valori di viscosità alle diverse temperature sono riportati in Tabella 1.
Tabella 1. Viscosità dei nuovi liquidi ionici a core imidazolico
Liquido ionico 40°C cP 50°C cP 60°C cP 65°C cP 70°C cP 75°C cP 80°C cP [EtOHMIM]Cl [EtOHMIM]Ac [GlyMIM]Cl - - 2831 1924 1288 980,8 687,2 [GlyMIM]Ac - - - - 1241 971,6 682,3
Figura 1. Viscosità dei nuovi IL
A parità di anione, i sali di imidazolio sintetizzati sono caratterizzati da valori di viscosità molto maggiori rispetto ai liquidi ionici più comuni, come il [BMIM]Cl.
L’elevata viscosità è da ascriversi alla presenza di gruppi in grado di effettuare da donatori/accettori di legami ad idrogeno (cloruri, acetati, oltre agli ossidrili presenti in catena laterale), che formano un network di interazioni fra i vari componenti delle sostanze e che si traduce in una ridotta capacità di scorrevolezza degli elementi gli uni sugli altri.
71 La viscosità di liquidi ionici con cationi asimmetrici, può essere descritta dall’equazione di Arrhenius:
log η = log η∞ + Eη/RT
dove Eηè l’energia di attivazione per un flusso viscoso, mentre η∞ rappresenta la viscosità ad una
temperatura infinita.
Per questi composti, considerando le forti interazioni elettrostatiche tra anione e catione, le energie di attivazione Eη, possono essere considerate come le barriere energetiche da
superare per permettere agli ioni di muoversi uno rispetto all’altro e quindi possono dare informazioni sulle interazioni catione-anione.
3.2 Dissoluzione della cellulosa
La deplezione delle riserve di combustibili fossili ha spinto l’uomo alla ricerca di nuove materie prime da poter utilizzare per sopperire a questa mancanza. Per questo motivo l’estrazione e il processamento della cellulosa, il biopolimero più presente sul pianeta, con oltre 9 x 109 tonnellate prodotte dalla biosfera ogni anno, è diventata una sfida sempre più necessaria.
La cellulosa, come la maggior parte dei polimeri, presenta zone cristalline e zone amorfe, oltre ad una vasta gamma di gradi di polimerizzazione (DP), a seconda che essa sia stata sintetizzata artificialmente, o che sia stata estratta dalle piante (processo di pulping): in questo caso, la cellulosa è un polimero monodisperso, con un DP di circa 10000. L’incredibile stabilità di questo biopolimero è da ascriversi alla elevata stabilità, chimica, fisica e termica, dei legami β-(1→4) glicosidico (C-O-C); questo legame è ulteriormente rinforzato dal fitto intreccio inter- ed intramolecolare di legami ad idrogeno, che rende la struttura micro fibrillare della cellulosa estremamente compatta e difficilmente penetrabile.
72 O HO OH OH O O O O HO OH OH O O HO OH OH OH HO OH O HO OH OH O O O O HO OH OH O O HO OH OH OH HO OH O O O O n n
Figura 2. Struttura microfibrillare della cellulosa
In genere, le condizioni operative per la dissoluzione della cellulosa sono drastiche e i solventi utilizzati di elevato costo e non riutilizzabili, fattori che aumentano i costi di produzione in maniera considerevole.
La Figura 2 riporta una panoramica dei metodi convenzionali di dissoluzione della cellulosa. A seconda dell’interazione del solvente con il polisaccaride, essi vengono distinti in derivatizzanti o non derivatizzanti. I solventi derivatizzanti interagiscono chimicamente con i gruppi
N O Li Cl DMA/LiCl N O N N O O O O N2O4/DMF N O O NMMO O S O O O H H Acidi minerali N S O F DMSO/TBAF Cl Li HO N H N Dimetilimidazolone/LiCl OH Na Idrossido di sodio ClO4 Li SCN Cl Zn Li Cl
Sali idrati fusi Figura 3. Solventi usati tradizionalmente per disciogliere la cellulosa
73 idrossilici della cellulosa e formano intermedi, mentre i solventi non derivatizzanti non lo fanno. Esempi di solventi commerciali derivatizzanti sono l’idrossido di sodio/disolfuro di carbonio che porta alla Viscosa, oppure miscele di idrossido di sodio/urea che portano al CarbaCell. La N-metilmorfolina-N-ossido monoidrato (NMMO), viene invece usata come un solvente non derivatizzante per la dissoluzione diretta della cellulosa nella produzione industriale di fibre (processo Lyocell).
La cosa più ovvia che si evince dall’osservazione della Figura 2 è che l’elevata polarità dei liquidi ionici, se non il loro carattere ionico, possono favorire la distruzione della rete di legami ad idrogeno della cellulosa. Inoltre, lo ione cloruro, che sembra essere uno dei migliori anioni per dissolvere la cellulosa, può effettuare vari meccanismi di interazione con il polisaccaride, sebbene non ci siano dati specifici che supportino una tesi particolare.
Come già in parte discusso nell’introduzione, i cationi migliori per il processo di dissoluzione della cellulosa sono basati su cores di natura metilimidazolica e metilpiridinica, con catene allilica, etilica o butilica: la catena allilica determina una diminuzione della capacità di impaccamento del sale, per cui sali con questa catena hanno punti di fusione decisamente minori (17°C per [AMIM]Cl, contro i 65°C di [BMIM]Cl) e, soprattutto, una viscosità molto minore (685 MPa.s del [AMIM]Cl, contro gli 11000 MPa.s del [BMIM]Cl a 30°C). Inoltre, è importante il numero di atomi di carbonio della catena laterale, i Sali della serie da C2 a C20, danno risultati migliori, rispetto a catene decisamente maggiori. Il potere di dissoluzione massimo si raggiunge con una catena laterale butilica (C4); inoltre, sembra che una funzione idrossilica sulla stessa catena aumenti la solubilità: ciò può essere dovuto alla aumentata polarità dell’anello etero aromatico. I doppi legami sulla catena laterale diminuiscono la viscosità del liquido ionico e lo stesso effetto è osservato se uno degli atomi di carbonio della catena laterale viene rimpiazzato da un atomo di ossigeno, benché questi IL tendono, in genere, a non dissolvere la cellulosa.
Il miglior anione in assoluto per la dissoluzione è il cloruro ([Cl]-), sebbene l’acetato ([CH3CO2]-), che è in grado di sciogliere fino al 4% in peso di cellulosa ad 80°C, sia abbastanza efficiente. Tra gli altri anioni testati il formiato ([HCOO]-), si è dimostrato in grado di dare non solo liquidi ionici considerevolmente meno viscosi dei corrispondenti sali con anione cloruro (≈66 cP a 25°C per [AMIM]Fmt), ma addirittura avere una maggiore capacità solvente per la cellulosa, a causa della sua maggiore capacità di accettare legami ad idrogeno. Sono stati preparati anche liquidi ionici di natura imidazolica aventi come anioni dimetilfosfati ([Me2PO4]-), metilfosfonati ([MePO2(OMe)]-) e metil metilfosfonati ([MePO3)]-): in particolare [EMIM] [MePO3)]- ha permesso di preparare soluzioni di cellulosa al 10%, riscaldando a 45°C per 30 minuti o, addirittura, soluzioni al 2-4% senza alcun riscaldamento preventivo; nel caso di questo anione, i
74 problemi maggiori sono correlati alla tossicità. gli anioni cloruro e i gruppi idrossilici della cellulosa.
Per quanto concerne il potere solvente si ritiene che sia il catione che l’anione siano coinvolti nel meccanismo di dissoluzione della cellulosa. Lo Schema 2 mostra il probabile meccanismo di dissoluzione del
OH OH OH Cellulosa Cellulosa [BMIM]Cl O O Cellulosa Cellulosa [BMIM] H Cl H Cl [BMIM]
Schema 10. Meccanismo proposto per la dissoluzione della cellulosa in [BMIM]Cl
polimero nei liquidi ionici: l’atomo di ossigeno e quello di idrogeno della cellulosa formano un complesso elettron-accettore-donatore (EDA, electron donor-electron acceptor), con le specie cariche che costituiscono il liquido ionico; è stato suggerito che ciò accada principalmente fra gruppi idrossilici in C6 e in C3 delle catene di cellulosa vicine. Questa interazione ha come effetto la separazione dei gruppi idrossilici appartenenti a catene differenti, portando alla dissoluzione della cellulosa nel liquido ionico.
3.2.1 Dissoluzione della cellulosa nei liquidi ionici
Durante il corso di questa tesi abbiamo verificato la possibilità di utilizzare i liquidi ionici funzionalizzati per la dissoluzione della cellulosa, a vari gradi di polimerizzazione (DP). Le prove sono state condotte in parallelo per i singoli liquidi ionici, con i diversi tipi di cellulosa, in maniera da poter ottenere un risultato oggettivo immediato.
Le prove di dissoluzione nei liquidi ionici a base imidazolio sono state effettuate in provette da 10 mL, all’interno delle quali era stata messa l’adeguata quantità di liquido ionico, previamente seccato alla pompa meccanica a pressione ridotta e conservato in un essiccatore a P2O5 fino al momento dell’utilizzo, utilizzando un agitatore magnetico. Le provette contenenti i solventi venivano previamente portate alla temperatura di 100°C, in modo da rendere più fluido il sistema prima dell’aggiunta della cellulosa. La cellulosa, sia quella microcristallina Avicel®, sia quella industriale, è stata a sua volta conservata all’interno di un essiccatore prima dell’utilizzo; per quanto riguarda quella industriale, essa era stata previamente suddivisa in piccoli frammenti, in quanto ci
75 era stata fornita sotto forma di grandi fogli pressati, difficilmente penetrabili da sistemi solventi. Il rapporto liquido ionico/polimero è stato fissato al 15% in peso per la cellulosa microcristallina Avicel® e al 8% per quella industriale, sebbene in letteratura fossero riportate percentuali maggiori, addirittura fino al 25%: questo perché il nostro obiettivo primario era testare l’effettiva capacità del liquido ionico di sciogliere il polimero e di analizzare le eventuali modificazioni apportate.
Il riscaldamento è stato protratto per 8 ore, fino a che si notava la formazione di un blob trasparente (Figure 4, 5, 6), pressoché incapace di essere agitato dall’ancoretta, che risultava in esso inglobata. In realtà l’agitazione risultava estremamente diminuita non appena le prime particelle di cellulosa iniziavano ad essere inglobate all’interno del solvente, confermando quanto riportato in letteratura, ovvero il consistente aumento di viscosità. Una volta riportato il sistema a temperatura ambiente e avere spezzettato il blob, la cellulosa è stata precipitata con un eccesso di acqua e si è lasciato ad agitare tutta la notte, in modo da far passare in soluzione la maggior quantità possibile del liquido ionico e di lavare la cellulosa dallo stesso. Al termine di questa operazione, si è provveduto a filtrare la cellulosa su vetro sinterizzato ed effettuare vari lavaggi con solventi a polarità decrescente (acqua, acetone, etere), in modo da eliminare il liquido ionico residuo. La cellulosa, recuperata in maniera quantitativa, veniva poi posta in opportune provette che venivano essiccate a pressione ridotta e conservate in essiccatore fino a che non sono state effettuate le prove per il calcolo della viscosità limite.
Figura 4. Dissoluzione in [BMIM]Ac di cellulosa microcristallina, carta Bahia, carta Rosenthal, rispettivamente
76 Figura 6. Dissoluzione in [GlyMIM]Ac di cellulosa microcristallina, carta Bahia, carta Rosenthal, rispettivamente
Le prove con i liquidi ionici aventi come controione metilcarbonato (MeOCO2-), sono state effettuate nella solita maniera, ma i risultati sono stati decisamente differenti. Innanzi tutto questi liquidi ionici, sebbene garantiscano migliori agitazioni, dovute a viscosità considerevolmente più basse, non sono stati in grado di sciogliere la cellulosa compressa di origine industriale (che è stata ritrovata esattamente uguale a come era stata messa, al termine della reazione), ma solamente quella microcristallina Avicel® (nel caso del N-metil-N-butilpiperidinio nemmeno questa). Inoltre, il sistema ha rapidamente assunto una colorazione nero-brunastra. La cellulosa recuperata da questi sistemi aveva peraltro perso completamente l’aspetto cristallino: per aggiunta di acqua il materiale disciolto tendeva a formare un film trasparente, simile per aspetto a quello che si forma in seguito alla dissoluzione della cellulosa nel [BMIM]Cl, identificato per IR come cellulosa amorfa. L’analisi 1H NMR del liquido ionico recuperato dopo aggiunta di acqua, recupero della cellulosa ed eliminazione del solvente per distillazione a pressione ridotta, evidenziava la scomparsa del metile relativo al gruppo metilcarbonato, attribuibile alla trasformazione del metilcarbonato in bicarbonato o ione ossidrile.
3.2.2 Calcolo della viscosità limite della cellulosa recuperata
Il calcolo dell’indice di viscosità limite per i campioni di cellulosa recuperata dalle prove di dissoluzione è stato effettuato per valutare il grado di interazione che si è avuto fra il polimero e il liquido ionico utilizzato per discioglierlo. Il procedimento e il successivo calcolo sono stati effettuati seguendo la Norma Italiana UNI 8282.
Scopo. La norma stabilisce un metodo per la determinazione dell’indice di
viscosità limite della cellulosa in una soluzione diluita di cuprietilendiammina (CED); questo metodo è applicabile ai campioni di cellulosa solubili nella CED, come per esempio le paste per carta e i tessili. Il controllo della viscosità ha lo scopo di determinare l’entità della degradazione della cellulosa provocata in fase di cottura o di sbianca. L’entità di degradazione ha effetti
77 importanti sulle proprietà del materiale e sulle possibilità di utilizzo delle paste nella fabbricazione di carta o per le trasformazioni chimiche.
Premessa. La viscosità, o viscosità dinamica, simbolo η, di un fluido è definita
dall’equazione newtoniana:
τ = η·γ
dove
τ = sforzo di taglio; η = viscosità;
γ = gradiente di velocità (v è la velocità di un piano in rapporto ad un altro e z è la perpendicolare comune ai due piani).
Un comportamento non newtoniano, che si verifica generalmente nelle soluzioni di materiali polimerici ad elevato grado di polimerizzazione come la cellulosa, è caratterizzato da un rapporto dello sforzo di taglio rispetto al gradiente di velocità che varia con il variare dello sforzo di taglio. I dati necessari per valutare l’indice di viscosità della cellulosa in soluzioni diluite, sono ottenute per mezzo di un viscosimetro fornito di un tubo capillare, o viscosimetro di Ostwald.
I risultati di queste misure sono notevolmente influenzati dal gradiente di velocità di scorrimento. per risolvere questo problema, si può o determinare le proprietà viscosimetriche impiegando concentrazioni molto basse di cellulosa, in modo che l’effetto del gradiente di velocità di scorrimento sia debole, oppure effettuare la prova con un gradiente di scorrimento esattamente riproducibile nei differenti laboratori. Nella norma presa in considerazione, sono previste entrambe le possibilità, perché è stato dimostrato che si ottengono gli stessi risultati anche quando l’indice di viscosità è inferiore a 1000 mL/g.
L’alternativa A, da noi scelta, prevede la scelta della concentrazione c della cellulosa, in modo che quando essa è moltiplicata per l’indice di viscosità limite, il prodotto [η]·c sia compreso fra 1 e 1,5, corrispondente ad un rapporto di viscosità η/η0 compreso fra 2,3 e 3,4. A queste basse concentrazioni, l’effetto del gradiente di velocità di scorrimento può essere trascurato e le determinazioni dei tempi di scolamento della soluzione di cuprietilendiammina e della soluzione diluita della cellulosa possono essere effettuate col medesimo viscosimetro.
Qualora si scelga l’alternativa B, la concentrazione c della cellulosa dovrà essere scelta in modo che quando essa è moltiplicata per l’indice di viscosità limite, il prodotto [η]·c sia
78 uguale a 3,0 ± 0,4, corrispondente ad un rapporto di viscosità η/η0 compreso fra 6 e 10. in questo caso la determinazione deve essere effettuata ad un gradiente di velocità di scorrimento riproducibile di 200 ± 30 s-1; ciò comporta l’impiego di due viscosimetri, uno per la soluzione di cuprietilendiammina e l’altro per la soluzione diluita di cellulosa. Questa alternativa dovrebbe essere usata quando si ha ragione di ritenere che il capillare stretto previsto dall’alternativa A possa essere ostruito da particelle non disciolte, oppure quando, in certi casi, si riscontrano difficoltà nella precisione della pesata di piccole quantità della provetta, come prescritto dall’alternativa A.
Preparazione del campione. La preparazione del campione è stata effettuata
pesando l’esatta quantità di cellulosa e sospendendola nell’adeguata quantità di acqua prescritta dalla norma all’interno di uno Schlenk da 100 mL ,sotto flusso di azoto, in modo da eliminare l’aria residua presente nel contenitore; poi è stata aggiunta la soluzione di cuprietilendiammina (CED), in piccole aliquote, in modo da favorire la dissoluzione della cellulosa. Il flusso di azoto è stato mantenuto, non solo perché in tal modo si è mantenuta la miscela in agitazione costante, ma anche per evitare che l’aria ossidasse il reattivo; gli Schlenk sono stati oscurati con carta d’alluminio, perché la soluzione è fotosensibile, ossidandosi alla luce. Allo scadere del tempo previsto per la dissoluzione dei campioni, si è proceduto alle prove con il viscosimetro.
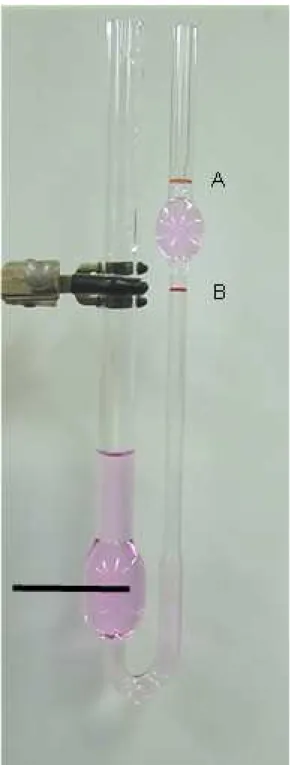
Determinazione dei tempi di scolamento. Si introduce nel viscosimetro,
mediante aspirazione, una aliquota della soluzione diluita di CED, per la prova in bianco, o di CED e cellulosa, per la prova di viscosità della cellulosa, in un bagno termostatato a 25 ± 0,1 °C. Si lascia scolare il liquido e quando il menisco ha raggiunto la tacca superiore, far scattare il cronometro e misurare ± 0,2 s il tempo di scolamento del liquido fino alla tacca inferiore. Si effettuano tre misurazioni, che devono avere valori compatibili, e si fa una media dei tempi ottenuti.
79 Figura 7. Viscosimetro di Ostwald, con evidenziate le due tacche necessarie alla misurazione
Calcolo. Il rapporto di viscosità η/η0 è dato dalla formula:
dove:
80 t0 = tempo di scolamento della soluzione diluita di CED, in secondi.
In base al rapporto di viscosità ottenuto secondo l’equazione precedente, si riprende dal prospetto dell’appendice B della norma i valori di [η]·c. Si calcola [η] e si esprime l’indice di viscosità limite con l’approssimazione all’unità. I valori riportati nell’appendice B sono stati calcolati con la formula di Martin:
log(IVL) = log[η] = log
dove:
k = costante empirica, pari a 0,13 per il sistema cellulosa-CED;
c = concentrazione (calcolata sulla cellulosa essiccata), in grammi per millilitro, nella soluzione diluita.
Calcolo del grado di polimerizzazione medio (DP). Dall’indice di viscosità
limite [η], si calcola usualmente il grado di polimerizzazione medio (DP), mediante la relazione:
(DP) = 1,5 [η]
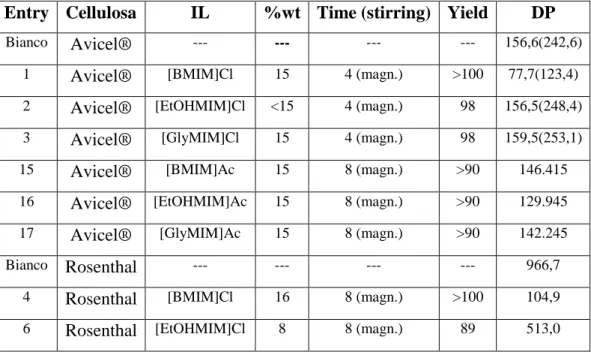
Tabella 2. Tabella follow-up cellulosa
Entry Cellulosa IL %wt Time (stirring) Yield DP Bianco Avicel® --- --- --- --- 156,6(242,6)
1 Avicel® [BMIM]Cl 15 4 (magn.) >100 77,7(123,4) 2 Avicel® [EtOHMIM]Cl <15 4 (magn.) 98 156,5(248,4) 3 Avicel® [GlyMIM]Cl 15 4 (magn.) 98 159,5(253,1) 15 Avicel® [BMIM]Ac 15 8 (magn.) >90 146.415 16 Avicel® [EtOHMIM]Ac 15 8 (magn.) >90 129.945 17 Avicel® [GlyMIM]Ac 15 8 (magn.) >90 142.245 Bianco Rosenthal --- --- --- --- 966,7
4 Rosenthal [BMIM]Cl 16 8 (magn.) >100 104,9
81
Entry Cellulosa IL %wt Time (stirring) Yield DP
10 Rosenthal [GlyMIM]Cl 8 8 (magn.) 91 991,9
5 Rosenthal [BMIM]Cl 10 5 (mecc.) >100 102,8(163,2) 7 Rosenthal [EtOHMIM]Cl 10 2,5 (mecc.) >90 715,9 --- Rosenthal [GlyMIM]Cl 10 2,5 (mecc.) >100 914,2 15 Rosenthal [BMIM]Ac 8 8 (magn.) >90 471.87 16 Rosenthal [EtOHMIM]Ac 8 8 (magn.) >90 291.21 17 Rosenthal [GlyMIM]Ac 8 8 (magn.) >90 860.535 Bianco Bahia --- --- --- --- 1046,1
11 Bahia [BMIM]Cl 12 8 (magn.) >100 93,6(148,6)
12 Bahia [EtOHMIM]Cl 8 8 (magn.) 93 643,1.
14 Bahia [GlyMIM]Cl 8 8 (magn.) 97 1080,2
15 Bahia [BMIM]Ac 8 8 (magn.) >90 282.24
16 Bahia [EtOHMIM]Ac 8 8 (magn.) >90 253.725 17 Bahia [GlyMIM]Ac 8 8 (magn.) >90 1033.23
Dall’analisi della tabella si può immediatamente notare come, all’aumentare dei gruppi ossidrilici nella catena laterale, il grado di polimerizzazione (DP), della cellulosa recuperata, tenda a restare pressoché identico a quello di partenza: ciò implica che questi liquidi ionici sono in grado di sciogliere la cellulosa evitandone la degradazione, cosa che non avviene se si utilizzano solventi portanti il catione 1-butil-3-metilimidazolico. Inoltre, a parità di catione, l’anione sembra giocare un ruolo importante nella depolimerizzazione della cellulosa: infatti, l’anione cloruro ([Cl -]), porta a gradi di polimerizzazione minori, in confronto all’anione acetato ([CH3COO-]). Tempi lunghi e alte temperature hanno confermato, comunque, un aumento della tendenza all’abbattimento del grado di polimerizzazione del biopolimero.
Questi liquidi ionici si sono, dunque, mostrati adatti ad una dissoluzione della cellulosa, qualora si voglia provvedere ad una semplice dissoluzione della stessa per poterla elaborare in quanto fibra, ad esempio nei processi di produzione di beads per incorporare eventuali catalizzatori solidi, nei processi in cui la cellulosa debba essere utilizzata per la produzione di polimeri derivati (Rayon), destinati alla produzione di materiali industriale. Un’applicazione che è stata considerata, è stato il processo di de-inking della carta di giornale. In genere, questa operazione viene effettuata mediante froth-flotation, ovvero separazione dei costituenti idrofobici da quelli idrofili, ottenuta mediante impatto e macinazione (per aumentare la superficie specifica del materiale); dopodiché si aggiungono acqua e tensioattivi e si inizia ad insufflare aria nel sistema in
82 modo da formare schiume e bolle. Il materiale di natura idrofoba (coloranti ed inchiostri), tenderà a spostarsi verso la superficie e verrà eliminato, lasciando un impasto di cellulosa che verrà poi processato di nuovo, fino all’ottenimento della carta riciclata; in più, per eliminare particelle di dimensioni inferiori ai 30 µm viene associato un processo di wash-deinking, che consiste nell’aggiunta di colloidi disperdenti, in modo da impedire l’aggregazione e la decantazione delle particelle. In genere questi processi sono associati per ottenere prodotti migliori.
Le prove da noi effettuate, sono state fatte utilizzando il 5% in peso di carta di giornale nel liquido ionico scelto, previamente inserito in un bagno ad olio termostatato a 100°C, per 8 ore. Al termine, la cellulosa è stata precipitata con metanolo (MeOH), filtrata su vetro sinterizzato e lavata con solventi a grado di polarità discendente (metanolo, acetone, etere); il prodotto raccolto appariva ancora di natura fibrosa. Va però detto che non sono stati effettuate prove per il calcolo del grado di polimerizzazione (DP), della carta riprecipitata e che il liquido ionico utilizzato non è stato usato per ulteriori prove di riciclo: per abbattere i costi di sintesi del solvente, infatti, esso deve poter essere riutilizzabile in cicli successivi di de-inking; un ulteriore aspetto che non è stato analizzato è stata l’estrazione dei coloranti lipofili dal liquido ionico.
Figura 8. De-inking di carta di giornale in [GlyMIM]Ac e riprecipitazione della cellulosa con MeOH
3.3 Conclusioni
In conclusione, abbiamo sintetizzato e caratterizzato nuovi liquidi ionici funzionalizzati sulla catena laterale con gruppi idrossilici, mediante l’utilizzo di reagenti derivanti da sottoprodotti industriali (etanolo e glicerolo), e utilizzando reazioni di metatesi non convenzionali. Questi liquidi ionici si sono dimostrati adatti alla dissoluzione della cellulosa, evitandone l’abbattimento del grado di polimerizzazione. Essi sono quindi potenzialmente utilizzabili in processi industriali che non richiedano una diminuzione della lunghezza delle catene del polimero, come la produzione di fibre tessili ed industriali (Rayon), o in processi di de-inking. È stato dimostrato, inoltre, il ruolo fondamentale che espleta il catione nella dissoluzione del
83 biopolimero e di quanto sia questo, a parità di anione, a determinare l’effettivo grado di polimerizzazione del polimero che si recupera al termine del processo; l’effetto dei gruppi ossidrilici sembra essere determinante, probabilmente a causa di una ipotetica chelazione degli anioni stessi. Il più grande ostacolo nei confronti dell’utilizzo di questi liquidi ionici è, però, la loro elevata viscosità, che rende difficile l’agitazione del sistema e la conseguente possibilità di utilizzare quantitativi maggiori di cellulosa da disciogliere.
Abbiamo sintetizzato e caratterizzato nuovi liquidi ionici funzionalizzati sulla catena laterale con gruppi acetossi (-OCOCH3), mediante l’utilizzo di anidride acetica come agente acetilante in totale assenza di catalizzatori, sia basici, che acidi.
Abbiamo sintetizzato e caratterizzato nuovi liquidi ionici con controione metilcarbonato ([MeOCOO-]), dimostrando un loro possibile utilizzo nella dissoluzione della cellulosa, in particolare per processi di dissoluzione-degradazione, atti ad ottenere prodotti finali più semplici e a più bassa massa molecolare.

![Figura 5. Dissoluzione in [EtOHMIM]Ac di cellulosa microcristallina, carta Bahia, carta Rosenthal, rispettivamente](https://thumb-eu.123doks.com/thumbv2/123dokorg/7546130.108772/16.892.190.705.895.1022/figura-dissoluzione-etohmim-cellulosa-microcristallina-bahia-rosenthal-rispettivamente.webp)
![Figura 6. Dissoluzione in [GlyMIM]Ac di cellulosa microcristallina, carta Bahia, carta Rosenthal, rispettivamente](https://thumb-eu.123doks.com/thumbv2/123dokorg/7546130.108772/17.892.189.710.108.231/figura-dissoluzione-glymim-cellulosa-microcristallina-bahia-rosenthal-rispettivamente.webp)
![Figura 8. De-inking di carta di giornale in [GlyMIM]Ac e riprecipitazione della cellulosa con MeOH](https://thumb-eu.123doks.com/thumbv2/123dokorg/7546130.108772/23.892.339.552.599.765/figura-inking-carta-giornale-glymim-riprecipitazione-cellulosa-meoh.webp)
