2. Studio e sviluppo di un dispositivo di presa a depressione
2.1 Ventose sviluppate presso Il DIMNP
All’interno del settore Produzione del Dipartimento di Ingegneria Meccanica, Nucleare e della Produzione dell’Università di Pisa sono stati sviluppati diversi prototipi di ventose per la manipolazione delle pelli. I più recenti sono la ventosa R1 (figure 2.1 e 2.2) e la ventosa “ a petali” (figure 2.3 e 2.4).
Figura 2. 1: Superficie inferiore della ventosa R1 Figura 2. 2: Realizzazione della presa della ventosa R1
Entrambe le ventose sono state realizzate con materiale siliconico che conferisce loro elevata flessibilità allo scopo di adattarsi alle deformazioni della pelle e le superfici inferiori sono caratterizzate dalla presenza di canali d’aspirazione attraverso cui la depressione si distribuisce dai fori centrali a tutta la superficie inferiore. L’area complessiva dei canali, ovvero la superficie d’aspirazione, influenza la forza di presa delle ventose ed è stata determinata in base ad uno studio di ottimizzazione di quest’ultima. La creazione della depressione fa sì che la pelle si deformi tendendo ad insinuandosi nei canali della ventosa, ciò porterebbe alla creazione di un’improntatura sulla superficie della pelle (figura 2.5). La larghezza dei canali è tale da garantire che la pelle non riesca ad incurvarsi verso essi e quindi non possa essere improntata.
Canale aspirazione aria
Pelle
Canale di dimensioni ridotte
Figura2. 5: Schema della deformazione della pelle al variare delle dimensioni dei canali di aspirazione
Dopo la presa con tali ventose la pelle presenta segni scuri della stessa forma dei canali d’aspirazione (figura 2.6). Dopo circa 48 ore tali segni non sono più visibili, dunque l’improntatura derivante dalla presa non è di tipo meccanico e permanente ma si può ipotizzare che sia dovuta all’umidità dell’aria.
La forma della ventosa “a petali” è frutto di un’evoluzione della forma di varie ventose sviluppate in precedenza presso il DIMNP, ed è stata determinata allo scopo di conferire maggiore flessibilità alla ventosa permettendole di mantenere la presa di una pelle molto deformata.
Tale caratteristica si è rilevata notevolmente importante dall’analisi di diversi tipi di ventose sviluppate presso il DIMNP e di ventose commerciali. Da sperimentazioni effettuate in precedenza su un gripper dotato di ventose R1, sono emersi problemi di distacco della pelle da parte delle ventose posizionate in prossimità degli angoli della pelle. In tali zone, i lembi di pelle ricadono verso il basso soggette al proprio peso, incurvandosi. Quindi le ventose R1 non sono state in grado di adattarsi alle pieghe della pelle perdendone la presa.
La presenza dei petali flessibili è stata ideata allo scopo di permettere un’elevata adattabilità della ventosa alle pieghe che assume la pelle durante la manipolazione.
Proprio a causa della sua flessibilità tale ventosa necessita di un sistema di sostegno dei petali in modo tale che questi non si pieghino su se stessi nella fase di avvicinamento alla pelle (figura 2.8). Il sostegno dei petali avviene inviando aria in canali presenti all’interno della ventosa, ciò fa sì, per il principio di azione e reazione che il flusso d’aria uscente dai petali ne provochi il sollevamento( figure 2.7 e 2.9).
Figura 2. 8: Petali piegati Figura 2. 9:Petali sollevati
2.2 Obiettivi del lavoro di tesi
Mentre la ventosa R1 è stata sottoposta ad una campagna di prove per verificarne la capacità e le caratteristiche di presa su vari campioni di pelle in varie condizioni di sollecitazione, sulla ventosa “a petali” non è stata condotta alcuna verifica sperimentale.
La ventosa “a petali” è stata costruita, in un precedente lavoro di tesi, in un unico esemplare e la realizzazione è risultata difficile e complicata, inoltre necessita di un elemento che possa collegarla stabilmente al polso del robot e di un sistema pneumatico che garantisca l’alimentazione dell’aria necessaria per la fase di sollevamento dei petali e per quella successiva della creazione della depressione.
Sulla base di tali considerazioni, il lavoro di tesi si propone di raggiungere i seguenti obiettivi:
• semplificazione della fase di realizzazione della ventosa;
• progettazione e realizzazione dell’interfaccia della ventosa con il robot;
• progettazione e realizzazione del sistema d’alimentazione pneumatico per il funzionamento della ventosa;
• definizione ed esecuzione di una campagna di prove atte a verificare le caratteristiche della ventosa e confrontale con quelle di altre ventose;
• individuazione ed attuazione di eventuali modifiche per il miglioramento della presa.
2.3 Ventosa “a petali”: analisi ed individuazione delle criticità
Il processo di realizzazione della ventosa si articola in quattro fasi:
• preparazione del materiale attraverso il miscelamento allo stato fluido di materiale siliconico ed indurente seguito da uno stadio di messa sotto vuoto per consentire l’eliminazione dell’aria presente all’interno del fluido;
• colata di materiale siliconico allo stato fluido entro due stampi contrapposti, che riproducono la forma della ventosa;
• fase di attesa, per un tempo non inferiore a 30 ore, per permettere la solidificazione del materiale;
• fase di estrazione della ventosa dagli stampi.
Lo stampo inferiore (figura 2.10) è realizzato con silicone da stampi, colando tale materiale in un controstampo di plexiglas (figura 2.11) le cui incisioni sono state ottenute attraverso lavorazioni di fresatura di una macchina a controllo numerico presente presso il dipartimento.
Lo stampo superiore è di alluminio (figura 2.12).
Figura 2. 10: Stampo inferiore in gomma siliconica
Figura 2.1: Vista della parte inferiore dello stampo superiore
Il silicone viene colato attraverso il foro centrale dello stampo superiore e successivamente viene inserita un’anima centrale per la realizzazione della parte superiore della ventosa in cui verrà inserito il collare metallico (figura 2.13). L’anima centrale è collegata ad un tappo, che si inserisce sulla base superiore dello stampo di alluminio, che le permette di essere sollevata rispetto alla superficie dello stampo inferiore.
Figura 2.13: Disegno CAD della ventosa con il relativo collare metallico
Per realizzare il sistema di sollevamento dei petali sono stati ricavati dei canali per il passaggio dell’aria interni alla ventosa (figura 2.7), questi iniziano nella parte superiore del collare per terminare sul bordo della base della ventosa in corrispondenza della parte centrale dei petali.
Ogni canale è stato ottenuto inserendo nello stampo un’anima metallica di diametro di 1mm, che una volta estratta, a solidificazione avvenuta, lascia nel silicone lo spazio necessario al passaggio dell’aria.
La singola anima viene montata sullo stampo inferiore inserendola in un foro ricavato in esso e fissata sulla parte superiore incollandola allo stampo di alluminio (figura 2.14).
La realizzazione di tali anime avviene inserendo il filo metallico all’interno di una cava, ricavata in una piastra di alluminio e avente larghezza e profondità pari al dimetro del filo, che presenta la forma che si desidera ottenere. Il filo viene man mano inserito nel profilo della cava usando un martello. Così sagomato il filo deve essere poi estratto dalla cava.
Parte da incollare allo
stampo superiore Parte inserita nel
foro
Figura 2.14: Anime montate sullo stampo inferiore
Tale realizzazione oltre ad essere lunga e complicata ha un elevato grado di imprecisione legato all’eccessiva manipolazione del filo e soprattutto alla fase di estrazione dalla cava che comporta inevitabilmente grosse deformazioni del filo che gli fanno perdere la forma desiderata. Tali deformazioni vanno compensate risagomando poi il filo con l’ausilio di strumenti quali pinze e martello.
Il profilo dell’anima deve avere caratteristiche geometriche estremamente precise, infatti essendo lo spessore del petalo molto sottile (2.5mm) una minima variazione di dimensione o una lieve inclinazione dei tratti rettilinei comporta la mancata realizzazione del canale all’interno del petalo.
All’interno degli stampi l’anima deve occupare una porzione di spazio che garantisca valori di distanza tra la sua superficie e quelle degli stampi, tali che consentano l’ingresso del materiale di colata in una quantità necessaria alla formazione delle pareti dei canali.
Con tale realizzazione risulta impossibile avere un controllo di tali distanze in quanto oltre allo scostamento della forma dell’anima dal profilo teorico esiste un elevato grado d’imprecisione legato al montaggio dell’anima nello stampo inferiore. Infatti, il foro entro cui viene inserita l’anima essendo praticato in un materiale deformabile quale la gomma siliconica, non ha una precisa quota di profondità ed inoltre questa viene alterata nel momento in cui si spinge l’anima a battuta contro il fondo del foro. Con ripetuti montaggi la superficie del foro si danneggia notevolmente non permettendo il bloccaggio dell’anima (figura 2.14). Tali fattori non consentono di montare l’anima rispettando una precisa distanza tra essa e la superficie dello stampo inferiore (e di conseguenza tra essa e lo stampo superiore).
Superficie del foro danneggiata
Figura 2.15: Danneggiamento del foro in cui si inserisce l’anima
Sono state realizzate tre esemplari di tali ventose seguendo questo tipo di realizzazione. In ognuna di esse non si è riusciti ad ottenere la formazione dei canali in corrispondenza di tutti e quattro i petali. Ciò è stato determinato da un posizionamento delle anime molto impreciso e difficile da controllare che non ha permesso il rispetto delle dimensioni dello spazio destinato ad accogliere il silicone. Nelle figure seguenti sono mostrati i difetti conseguenti presenti sulla superficie dei petali.
Figura 2.16: Vista inferiore della ventosa: mancata creazione del canale interno al petalo
Figura 2.2: Lacerazione delle pareti del canale dovuta all'errato posizionamento dell'anima che non si trova in corrispondenza della cava presente nello stampo superiore
Figura 2.3: Foro dovuto all'errato posizionamento dell'anima la quale ha occupato una porzione di spazio destinata ad accogliere il materiale di colata
2.4 Modifiche della fase di realizzazione della ventosa
Dall’analisi dei problemi riscontrati è emersa la necessità di realizzare i canali per il passaggio dell’aria attraverso i petali utilizzando un’anima di forma più semplice che potesse essere costruita e montata in modo più agevole. Ciò ha implicato cambiamenti della fase di realizzazione della ventosa.
2.4.1 Progettazione e realizzazione dei componenti necessari alla realizzazione della ventosa
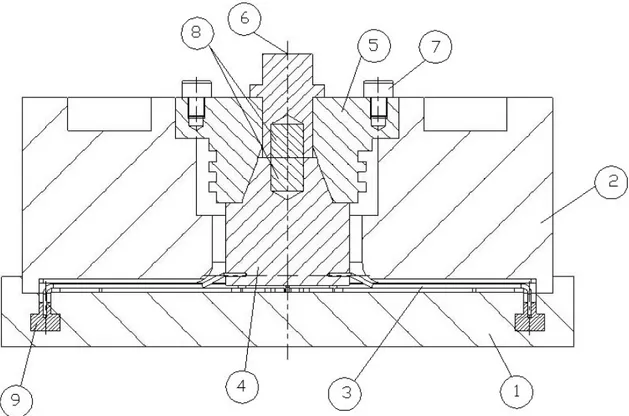
La figura 2.19 mostra una sezione dell’assieme dei componenti utilizzati per la realizzazione della ventosa.
Figura 2.4: Sezione dell'assieme degli elementi utilizzati per la realizzazione della ventosa: 1 stampo inferiore; 2 stampo superiore; 3 anima petali; 4 anima centrale; 5 tappo; 6 portacalamita; 7 vite; 8 calamita; 9 inserto.
Il montaggio dei vari elementi avviene seguendo la sequenza mostrata nel disegno 3D dell’esploso dell’assieme (figura 20).
L’anima centrale (4) viene posizionata inizialmente sulla superficie dello stampo inferiore (1) per poi essere sollevata, una volta montate le anime dei petali, dalla forza d’attrazione tra la calamita inserita al suo interno e quella del portacalamita (6). Ciò consente di ottenere un’intercapedine che sarà riempita dal silicone per la creazione della base della ventosa.
Le viti (7) rappresentano l’elemento di afferraggio per l’estrazione del tappo a solidificazione avvenuta.
In un primo momento è stato ipotizzato di realizzare il sollevamento dell’anima centrale rispetto al piano dello stampo inferiore tramite l’appoggio della stessa su tre cilindri realizzati sullo stampo inferiore (figura 2.21). Ciò presenta due vantaggi: creazione nella ventosa di fori in corrispondenza dei cilindri, sfruttabili per la fase d’aspirazione; maggiore precisione nel posizionamento delle anime dei petali.
Tuttavia, le dimensioni dei cilindri (diametro 2mm, altezza 0.7mm) li rendono molto delicati e ciò ha portato a ritenere elevato il rischio che questi potessero essere facilmente danneggiati o staccati durante la fase di estrazione dello stampo inferiore dal controstampo di plexiglas, per cui tale ipotesi è stata abbandonata.
Figura 2.6: Disegno della parte centrale dello stampo inferiore con i cilindri d'appoggio dell'anima centrale
Come si nota dal montaggio delle anime dei petali in figura 20, sono stati modificati i canali interni alla ventosa per il passaggio dell’aria necessaria al sollevamento dei petali.
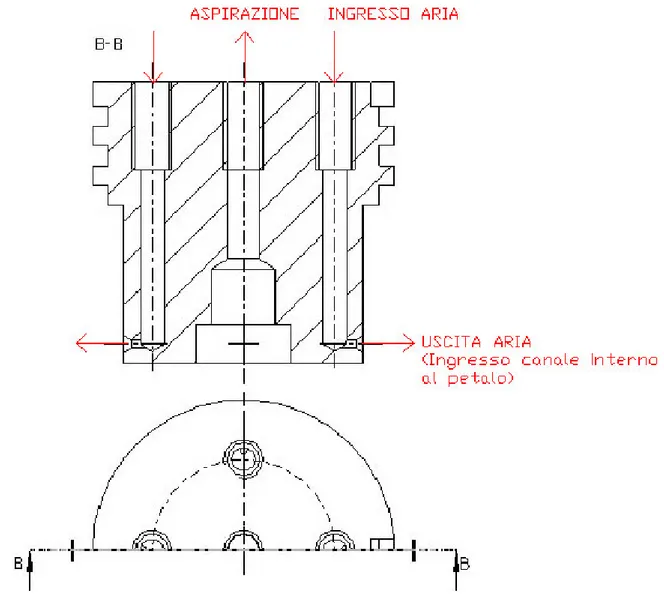
Questi non interessano la parte superiore del collare della ventosa come in precedenza (figure 7 e 13), poiché l’ingresso dell’aria ai petali avviene attraverso un collare metallico, inserito nella ventosa, che presenta 4 fori assiali entro cui si inseriscono attacchi rapidi per il montaggio dei tubi di alimentazione dell’aria (figura 2.22).
Tali fori intercettano, nella parte inferiore del collare, ulteriori 4 fori radiali ciascuno dei quali si trova in corrispondenza dell’inizio del canale ricavato all’interno del petalo (figura 2.22). Nella zona centrale del collare è presente il foro per l’aspirazione dell’aria nella fase della creazione della depressione. Il collare rappresenta l’elemento di connessione della ventosa al robot.
La realizzazione di tale collare ha permesso di eliminare l’instabilità dei tubi per il soffiaggio dell’aria che in precedenza erano montati semplicemente inserendoli all’interno dei canali della parte superiore della ventosa (figura 2.24). Essendo le pareti dei canali estremamente deformabili, non era possibile bloccarvi i tubi all’interno, i quali avrebbero potuto sfilarsi a causa dei movimenti del robot.
Figura 2.22: Disegno del collare metallico inserito nella ventosa per il passaggio dell'aria di sollevamento dei petali e dell'aria per la creazione della depressione
Figura 2.7: Disegno 3D del collare con gli attacchi rapidi Figura 2.8: Ventosa con il vecchio collare
Le modifiche apportate ai canali per il passaggio dell’aria nei petali sono state dettate anche all’esigenza di utilizzare per la loro realizzazione anime di forma più semplice il cui montaggio potesse essere più agevole.
L’anima ha la forma mostrata in figura 2.25 ed è realizzata in acciaio armonico, con maggiore rigidezza rispetto a quello utilizzato in precedenza, di diametro pari ad 1mm e fornito in rocchetto.
Figura 2.9: Disegno 3D dell’anima per la formazione dei canali interni ai petali
La sua realizzazione avviene inserendo il filo metallico entro due stampi che ne riproducono il profilo. Tali stampi, fissati su piastre di riferimento, vengono inseriti in una morsa e, sostenuti manualmente, vengono avvicinati fino a serrare il filo riuscendo così a sagomarlo (figura 2.26).
Figura 2.10: Disegno 3D degli stampi
L’utilizzo degli stampi per la costruzione delle anime ha permesso di ottenere vantaggi sia in termini di velocità della costruzione sia in termini di precisione delle caratteristiche geometriche e dimensionali delle anime realizzate. In particolare:
• le quote ottenute rispetto a quelle di progetto presentano scostamenti massimi pari a 0.15mm;
• dalla misurazione delle dimensioni delle anime realizzate il procedimento si è verificato ripetibile;
• il ritorno elastico conseguente all’apertura degli stampi ha effetti accettabili;
• la rigidezza dell’acciaio armonico permette una maggiore “stabilità” della forma ottenuta, per cui la anime possono essere maneggiate senza elevati rischi di deformazione.
Il montaggio della singola anima avviene inserendo un’estremità all’interno del foro dell’inserto metallico presente nello stampo inferiore e l’altra all’interno del foro dell’anima centrale (figura 2.25).
Figura 2.11: Montaggio dell'anima
L’inserto metallico viene “affogato” nello stampo inferiore montandolo su un piccolo perno presente sul controstampo di plexiglas (figure 2.28 e 2.29) e la variazione di diametro ne impedisce la fuoriuscita una volta che lo stampo si è solidificato.
La presenza dell’inserto permette di eliminare i problemi legati al foro realizzato direttamente nello stampo di gomma (incertezza della quota di profondità e facilità di danneggiamento) e garantisce quindi maggiore precisione nel posizionamento dell’anima.
STAMPO INFERIORE
CONTROSTAMPO
Figura 12: Inserti metallici affogati nello stampo inferiore
2.4.2 Prove di colata
Data la sequenza di montaggio degli stampi (figura 2.20) non è più possibile effettuare la colata del silicone attraverso il foro centrale dello stampo superiore poiché esso è occupato dalla presenza dell’anima centrale. Si è pensato allora, di effettuare la colata attraverso quattro fori realizzati sulla superficie dello stampo superiore (figura 2.30). Il tempo di colata è risultato eccessivamente elevato (circa 1 ora e mezza) e difficoltoso poiché dopo 70 minuti dal miscelamento con l’indurente, il silicone inizia a solidificare.
La ventosa ottenuta presenta i seguenti problemi:
• difetti superficiali (vuoti) dovuti alla presenza di bolle d’aria intrappolata all’interno del fluido di colata;
• mancata realizzazione dell’intero profilo dei canali interni al petalo;
Figura 2.31: Presenza di vuoti sulla superficie della ventosa dovuti alla creazione di bolle d’aria all’interno del fluido di colata
Figura 2.32: Difetti: mancata realizzazione dell'intero canale del petalo e presenza di un vuoto
Il primo problema è legato ad un errore della fase di riempimento. Infatti, effettuando la colata attraverso tutti e quattro i fori dello stampo superiore (errore dettato dall’eccessivo tempo di riempimento degli stampi che si sarebbe ottenuto utilizzandone solo uno) non si è lasciato alcuno sfogo all’aria presente nel fluido di colata, che rimanendovi intrappolata ha comportato la creazione di bolle. Inoltre i punti d’incontro delle vene di colata provenienti dai diversi fori si sono mostrati
punti preferenziali per la creazione di bolle quando non si verificava un corretto miscelamento tra di esse.
Si è pensato, quindi, di allargare il diametro dei fori e di introdurre il silicone solo attraverso uno di essi lasciando gli altri liberi come sfogo per l’aria e evitando così l’incontro di più vene fluide. Per ridurre il tempo di colata e riempimento degli stampi, il silicone è stato inviato nel foro con l’ausilio di una siringa. L’utilizzo della siringa ha comportato una notevole riduzione del tempo di colata (circa 15 minuti).
Per quanto riguarda la mancata creazione dei canali di passaggio dell’aria nei petali, questa è dovuta all’eccessiva precisione richiesta nel posizionamento dell’anima entro spazi assai ridotti dettatati dall’esigenza di avere un sottile spessore del petalo per aumentarne la flessibilità. Si verifica che, a solidificazione ultimata, nella fase di estrazione dell’anima dal petalo la sottile parete del canale creato venga rotta o danneggiata .
Si è deciso quindi di aumentare lievemente (aumento dell’ordine di decimi di millimetro) la larghezza e la profondità delle cave dello stampo superiore in corrispondenza delle quale si monta l’anima.
Attuando tali modifiche non si è eliminato il problema delle bolle mentre si è potuta ottenere la creazione dei canali interni al petalo con l’eccezione di alcuni punti critici in prossimità della zona del collare della ventosa in cui sono presenti dei fori (figura 2.33).
Figura 2.33: Foro in corrispondenza del collare della ventosa
Per eliminare la presenza di tali fori e permettere un’estrazione dell’anima dai petali più sicura e veloce, si è creato un rinforzo della zona risultata critica attraverso una modifica delle cave dello stampo superiore. Le cave sono state inclinate nel tratto finale come si mostra in figura 2.32.
Figura 2.14: Rinforzo della zona critica attraverso l'inclinazione della cava
Tale modifica sulla cava ha fatto perdere al petalo parte della sua flessibilità che potrà essere recuperata ottimizzando l’entità del rinforzo.
Per riuscire ad eliminare la formazione di bolle all’interno del fluido di colata è stata effettuata una serie di fori passanti (in totale 24) per lo sfogo dell’aria.
Figura 2.15: Disegno 3D dello stampo superiore: a destra vista dall'alto e a sinistra dal basso
2.4.3 Problemi di tenuta tra la ventosa ed il collare d’attacco al gripper
Per realizzare correttamente il sostegno dei petali, l’aria immessa nella ventosa attraverso il collare deve attraversare solamente i fori d’ingresso ai petali senza disperdersi in altre zone.
A causa dei giochi esistenti tra le pareti interne della ventosa ed il collare metallico, l’aria trova vie di passaggio preferenziali diverse da quella desiderata non permettendo il sollevamento dei petali. Nella figura 2.35 le frecce color viola indicano il percorso dell’aria desiderato, mentre le rosse il percorso che effettivamente viene seguito. Si evidenzia come l’aria tenda a fuoriuscire dalla ventosa verso l’alto ripercorrendone il profilo e verso il basso attraversando i fori per la creazione della depressione presenti sulla base .
Figura 2.16: Percorso dell'aria entro la ventosa: desiderato (frecce viola) ed effettivo (frecce rosse)
Occorre, quindi, eliminare i giochi tra la ventosa ed il collare d’attacco al gripper.
L’eliminazione del gioco radiale avviene attraverso l’utilizzo di due “fascette” di contenimento poste rispettivamente nella zona superiore ed inferiore del collare della ventosa.
Figura 2.17: Schema di eliminazione del gioco radiale tra la ventosa ed il collare d'attacco al gripper
Bisogna creare un ostacolo al passaggio dell’aria nella zona inferiore della ventosa. Qui l’aria tende a gonfiare la ventosa e ad eliminare il contatto con la base inferiore del collare.
Le soluzioni ipotizzate a tal proposito sono tre: • incollaggio della base inferiore del collare alla ventosa;
• inserimento di un anello elastico in una cave creata nella base del collare;
• realizzazione di una corona circolare interna in corrispondenza della base della ventosa.
La prima ipotesi è stata subito scartata in quanto il silicone di cui è realizzata la ventosa non può essere incollato ad un materiale metallico, o di altra natura, l’unica adesione possibile riguarda il silicone allo stato fluido su silicone solidificato.
L’inserimento di un anello elastico nel collare porterebbe ad una deformazione della ventosa nella zona inferiore, che rappresenterebbe un invito all’aria ad insinuarsi nello spazio creatosi (figura 2.37).
La soluzione scelta è stata quella di realizzare internamente alla ventosa una corona circolare che fun
Figura2. 19: Particolare della ventosa con la creazione della corona circolare interna
2.5 Progettazione e realizzazione del sistema d’alimentazione
funzionamento della ventosa si esplica in una sequenza di quattro fasi principali: • solle
ostegno
• ella depressione necessaria alla realizzazione della presa;
Per effettuare tale sequenza occorre un sistema d’alimentazione dell’aria che sia in grado di inviare
o sono state individuate due valvole pneumatiche a tre vie e due posizioni che opportu
chema pneumatico delle due elettrovalvole: l’aria prelevata da una pompa entra nell’elettrovalvola n°1 e se questa è in posizione d’equilibrio l’attraversa ed esce dal gesse da barriera al passaggio d’aria (figura 2.38). Di conseguenza è stata creata una cava nella base inferiore dell’anima centrale.
pneumatica per il funzionamento della ventosa
Il
vamento dei petali quando la ventosa si trova in prossimità della pelle da sollevare; • raggiungimento del contatto della ventosa con la pelle e disattivazione del sistema di s
dei petali; creazione d
• sollevamento della pelle.
aria nei quattro petali durante la fase che li prevede sollevati, cessarne l’invio quando la ventosa si porta a contatto con la pelle e deviarla verso il condotto Venturi permettendo la creazione della depressione.
A tale scop
namente collegate consentono di realizzare il sistema d’alimentazione dell’aria richiesto per il funzionamento della ventosa.
punto R
inato all’alimentazione di un petalo.
inserisc
Figur 2.20: Schema pneumatico delle elettroval
per entrare nell’elettrovalvola n°2 dall’ingresso P. Se quest’ultima elettrovalvola si trova in posizione d’equilibrio l’aria esce da essa dal punto R, altrimenti attraverso l’uscita A giunge al condotto Venturi. Nel caso in cui l’elettrovalvola n°1 è in posizione commutata l’aria dalla pompa passa al gruppo distributore dell’aria di soffiaggio che alimenta i quattro petali.
Dunque, commutando l’elettrovalvola n°1 si realizza il sollevamento dei petali mentre commutando la n°2 si realizza il vuoto tra la ventosa e la pelle.
Il gruppo distributore dell’aria di soffiaggio è costituto da elementi modulari e consente di dividere la portata d’aria ingresso in quattro flussi ciascuno dest
Le due elettrovalvole ed il gruppo distributore sono montate su una piastra collegata al polso del robot, sugli ingressi e sulle uscite di tali elementi sono montati attacchi rapidi in cui si
ono i tubi che collegano tra loro i vari punti (figura 2.40).
La figura 2.41 mostra un disegno tridimensionale degli elementi che collegati tra loro attraverso tubi, realizzano il sistema di alimentazione pneumatico.
= condizione d’equilibrio = commutazione elettrovalvola n°1 = commutazione elettrovalvola n°2 Elettovalvola n°1 Elettovalvola n°2 A1 con la pompa enturi R1 con P2 P1 con K A2 con il V Collegamenti: a vole
44 Gruppo distributore dell’aria di sollevamento dei petali
Gruppo distributore dell’aria ai petali Polso del robot
Figura 2.40: Elettrovalvole e gruppo distributore montati sulla piastra di collegamento al polso del robot
Figura 2.21: Disegno 3D degli elementi del sistema pneumatico riferiti al polso del robot
Collare Elettrovalvole Pompa per il vuoto