POLITECNICO DI MILANO
Scuola di ingegneria civile, ambientale
e territoriale
ANALISI MULTI CRITERIO PER LA
RIQUALIFICAZIONE DELL’AREA
OFFICINE NEL TERMINAL BOSCHETTO
DI NOVARA
Relatore: Prof. MAJA Roberto
Correlatori: Prof. CASSANO Giandomenico Ing. ROSSELLI Antonino
Tesi di laurea di: Valentina BORRONI Matricola 884233 Anno accademico 2017/2018
1
INDICE GENERALE
INDICE GENERALE ... 1
INDICE DELLE FIGURE ... 5
INDICE DELLE TABELLE ... 7
ALLEGATI ... 9 SINTESI ... 11 ABSTRACT ... 12 1. INTRODUZIONE ... 13 1.1 INTERMODALITÀ ... 13 1.2 GLI INTERPORTI ... 15 1.2.1 Funzioni logistiche ... 17
1.2.2 Elementi e servizi di un interporto ... 18
1.3 CIM S.P.A. ... 20
1.3.1 CIM: Cenni storici... 20
1.3.2 CIM: Posizione... 20
1.3.3 CIM: Struttura ... 21
1.4 EUROGATEWAY ... 24
1.4.1 EUROGATEWAY: Traffico ... 24
1.4.2 EUROGATEWAY: Alcuni dati ... 24
2
1.4.4 EUROGATEWAY: Servizi erogati ... 26
2. STATO DI FATTO ... 28
2.1 AREA DI PROGETTO ... 28
2.1.1 Verifica della planimetria ... 29
2.2 PIAZZALE ... 31
2.3 LIVELLO DI SERVIZIO ATTUALE ... 33
3. INTERVENTI ... 35
3.1 INTERVENTO 1 ... 36
3.1.1 Realizzazione area di sosta per locomotive ... 36
3.1.1.1 Spazi disponibili per la sosta ... 36
3.1.1.2 Tempo di trasferimento ... 36
3.1.1.3 Numero delle locomotive riparate... 37
3.1.1.4 Numero di manovre ... 37
3.1.1.5 Costo di realizzazione ... 37
3.2 INTERVENTO 2 ... 39
3.2.1 Elettrificazione dei primi due binari ... 39
3.2.1.1 Spazi disponibili per la sosta ... 39
3.2.1.2 Tempo di trasferimento ... 39
3.2.1.3 Numero delle locomotive riparate... 40
3.2.1.4 Numero di manovre ... 40
3.2.1.5 Costo di realizzazione ... 40
3.3 INTERVENTO 3 ... 41
3.3.1 Apertura del gate presso il deviatoio 5 a ... 41
3.3.1.1 Spazi disponibili per la sosta ... 41
3.3.1.2 Tempo di trasferimento ... 41
3.3.1.3 Numero delle locomotive riparate... 41
3.3.1.4 Numero di manovre ... 42
3.3.1.5 Costo di realizzazione ... 42
3
4. ANALISI MULTI CRITERIO ... 44
4.1 IL METODO ... 44
4.1.1 Processo di analisi ... 44
4.2 DETERMINAZIONE DEI PESI PERCENTUALI ... 45
4.2.1 Criteri utilizzati ... 45
4.2.2 Pesi percentuali ... 45
4.2.2.1 Osservazioni ... 47
4.2.3 Verifica di consistenza ... 47
4.3 DEFINIZIONE E VALUTAZIONE DEGLI SCENARI ... 48
4.3.1 Definizione degli scenari ... 48
4.3.2 Valutazione degli scenari ... 50
4.3.2.1 Osservazioni ... 50
4.3.2.1.1 Spazi per la sosta ... 50
4.3.2.1.2 Tempo di trasferimento ... 51 4.3.2.1.2.1 SCENARIO 0 ... 51 4.3.2.1.2.2 SCENARIO 1 ... 51 4.3.2.1.2.3 SCENARIO 2 ... 51 4.3.2.1.2.4 SCENARIO 3 ... 51 4.3.2.1.2.5 SCENARIO 4 ... 52 4.3.2.1.2.6 SCENARIO 5 ... 52 4.3.2.1.2.7 SCENARIO 6 ... 52 4.3.2.1.2.8 SCENARIO 7 ... 52 4.3.2.1.3 Locomotive riparate ... 53 4.3.2.1.4 Numero di manovre ... 53 4.3.2.1.5 Costo di realizzazione ... 54 4.3.2.2 Conclusioni ... 54 4.4 LA SCELTA ... 55
4.4.1 Frontiera paretiana e soluzioni dominate ... 55
4
4.4.2.1 Osservazioni ... 56
4.5 ANALISI DI SENSIBILITÀ ... 58
4.5.1 Osservazioni ... 59
4.5.2 Analisi di sensibilità per i costi di realizzazione ... 61
4.5.2.1 Osservazioni ... 61
4.6 CONCLUSIONI ... 62
4.6.1 Analisi multi criterio per l’investitore ... 62
4.6.2 Punto utopia ... 65 5. PROGETTO DI RIQUALIFICAZIONE ... 66 5.1 INTERVENTO 1 ... 68 5.1.1 Planimetria ... 69 5.2 INTERVENTO 2 ... 70 CONCLUSIONI ... 71 BIBLIOGRAFIA ... 74 SITOGRAFIA ... 75 RINGRAZIAMENTI ... 76 APPENDICE ... 78
A. IMMAGINI STATO DI FATTO ... 79
B. DISTANZE VERIFICATE ... 84
C. PIANO SCHEMATICO E PERCORSI ... 85
D. TARIFFARIO AZIENDA ... 86
E. CALCOLI DELL’ANALISI ... 87
E.1 Determinazione pesi percentuali ... 87
E.2 Valutazione degli scenari ... 91
E.3 La scelta ... 94
E.4 Analisi di sensibilità ... 94
E.5 Punto utopia ... 95
5
INDICE DELLE FIGURE
Figura 1-1 Multimodalità ... 13
Figura 1-2 Interporto ... 16
Figura 1-3 Schema interporto CIM di Novara ... 19
Figura 1-4 Posizione geografica CIM ... 21
Figura 1-5 Sede Eurogateway ... 25
Figura 1-6 Gru semovente Reach Staker ... 27
Figura 2-1 Schema Terminal Novara Boschetto ... 28
Figura 2-2 Posizione deviatoio 5a ... 32
Figura 2-3 Manovre di trasferimento attuali e relative tempistiche ... 34
Figura 4-1 Dominio delle soluzioni, frontiera paretiana e Punto Utopia ... 65
Figura 5-1 Estratto planimetria di progetto ... 69
Figura 5-2 Posizione del deviatoio 5a sul Piano Schematico ... 70
APPENDICE A Immagine A- 1 Postazioni fotografie ... 79
Immagine A- 2 Edifici officine e binari antistanti ... 80
Immagine A- 3 Edificio inutilizzato nell'area di progetto ... 81
Immagine A- 4 Roggia nell'area di progetto ... 82
6
APPENDICE B
Immagine B- 1 Distanze rilevate per la verifica planimetrica ... 84
APPENDICE C
Immagine C- 1 Percorsi di accompagnamento alle officine ... 85
APPENDICE D
7
INDICE DELLE TABELLE
Tabella 2-1 Caratteristiche deviatoi ... 31
Tabella 3-1 Valutazione intervento 1 ... 38
Tabella 3-2 Valutazione intervento 2 ... 40
Tabella 3-3 Valutazione intervento 3 ... 42
Tabella 4-1 Matrice A dei confronti ... 46
Tabella 4-2 Classifica pesi percentuali ... 46
Tabella 4-3 Definizione degli scenari ... 49
Tabella 4-4 Matrice di valutazione ... 50
Tabella 4-5 Tempi di trasferimento ... 53
Tabella 4-6 Ranking degli scenari ... 56
Tabella 4-7 Limiti di variazione dei pesi percentuali ... 58
Tabella 4-8 Intervalli di variazione ... 59
Tabella 4-9 Limiti costi di realizzazione ... 61
Tabella 4-10 Matrice A modificata ... 62
Tabella 4-11 Classifica criteri per l'investitore ... 63
Tabella 4-12 Ranking dell'investitore ... 63
Tabella 4-13 Classifica distanze dal Punto Utopia... 65
8
APPENDICE E
Tabella E- 1 Punteggi di confronto fra criteri ... 87
Tabella E- 2 Valori di RI ... 88
Tabella E- 3 Valori di sogli di CR ... 89
Tabella E- 4 Calcolo autovalore massimo e verifica di consistenza ... 89
Tabella E- 5 Determinazione del massimo autovettore ... 90
Tabella E- 6 Valutazioni attuali ... 91
Tabella E- 7 Completamento della matrice B ... 92
9
ALLEGATI
COMPUTO INTERVENTO 1
Pag. 97
TAVOLA 1: AREA DI PROGETTO
Pag. 101
11
SINTESI
L’elaborato ha l’intento di pianificare la riqualificazione dell’area officine del Terminal Boschetto dell’Interporto CIM di Novara, sfruttando un’analisi multi criterio per la determinazione del miglior investimento. Ho scelto questo argomento sia per interesse personale sia perché, in un momento di crisi economica e finanziaria come quello che stiamo vivendo, è fondamentale saper coniugare la massima efficienza ad un costo ragionevole. Le analisi di supporto alla scelta, come quella che sarà esposta, sono interessanti sia dal punto di vista metodologico, sia perché sono in grado di evidenziare aspetti particolari che altrimenti non sarebbero stati colti.
Lo studio è così organizzato: a seguito dei capitoli introduttivi, nella quale si inquadra il contesto e la situazione di esercizio attuale, verranno presentati tre interventi di riqualificazione ritenuti di particolare interesse. Successivamente viene esposta l’analisi multi criterio e il raggiungimento della scelta finale, con le relative osservazioni. In conclusione è stata elaborata la planimetria del progetto vincente.
La tesi è stata realizzata grazie al supporto di Eurogateway S.r.l., azienda responsabile delle manovre ferroviarie e di handling, presso la quale ho svolto un tirocinio extracurricolare.
12
ABSTRACT
The study has the aim to plan a retraining of the workshop area of the Terminal Boschetto of Interport CIM in Novara, developing a multi-criteria analysis for the determination of the best investment. I chose this topic both for personal interest and because, in this moment of economic and financial crisis, it is essential to know how to combine maximum efficiency at reasonable costs. Support analysis like this are interesting both from the methodological point of view and because they highlight particular aspects that otherwise would not have been seen. It is composed of preliminary chapters, in which the context and the current operating situation are explained, then three retraining interventions of particular interest will be presented. The main chapter is about the multi-criteria analysis and the achievement of the final choice. In conclusion I develop the winning project.
The thesis was realized thanks to the support of Eurogateway S.r.l., railway carrings and handling manager, where I did an extra-curricular internship.
13
1. INTRODUZIONE
1.1 INTERMODALITÀ
L’intermodalità è una tipologia di trasferimento della merce su scala mondiale, contenuta in unità di carico, utilizzando diverse modalità di trasporto. Essa si basa su due elementi fondamentali. Il primo è la multimodalità, ossia la possibilità di utilizzare molteplici modi di trasporto per realizzare un unico viaggio. Questo permette di sfruttare le qualità di ognuno eliminando nel complesso i difetti dei modi presi singolarmente. Per esempio si può immaginare di sfruttare modi dal basso costo unitario (per unità di distanza percorsa) sui segmenti parziali di viaggio più lunghi e modi dal costo unitario maggiore, ma più versatili, sui tratti minori. È il caso dell’intermodalità ferro-gomma, in grado di coniugare il basso costo unitario della ferrovia con la versatilità della modalità stradale per percorrere il cosiddetto “ultimo miglio”.
La multimodalità spesso non è sufficientemente competitiva. Il difetto è la tipologia di trasbordo dei colli, che viene effettuata scaricando e ricaricando tutta la merce sul nuovo
14 mezzo. Questa procedura, oltre che richiedere molto tempo, potrebbe comportare il danneggiamento irreparabile degli oggetti trasportati. In seguito a ciò, il secondo elemento fondamentale è l’uniformità, non solo dell’imballaggio e dei contenitori, ma anche dei veicoli, dei macchinari per lo spostamento e dei terminal infrastrutturali. In questo modo si riduce il tempo di trasbordo e contestualmente diventa più sicuro, permettendo all’intermodalità di non avere rivali nel trasporto su lunghe distanze.
La scelta del terminale in cui realizzare il trasbordo può dipendere da molti fattori: la posizione geografica strategica rispetto all’origine e alla destinazione del viaggio, la presenza di corrieri e spedizionieri, l’attrezzatura disponibile in loco, i servizi offerti, ecc., in alternativa si andrà a perderei benefici sopra citati.
15
1.2 GLI INTERPORTI
La definizione di interporto è riportata per la prima volta all’interno della Legge 240/90 “Interventi dello Stato per la realizzazione di interporti finalizzati al trasporto merci e in favore dell'intermodalità”, in cui si enuncia: “Per interporto si intende un complesso organico di strutture e servizi integrati e finalizzati allo scambio di merci tra le diverse modalità di trasporto, comunque comprendente uno scalo ferroviario idoneo a formare o ricevere treni completi e in collegamento con porti, aeroporti e viabilità di grande comunicazione”.
Si tratta di un complesso di strutture in grado di fornire un valore aggiunto alla funzione logistica, diminuendo i tempi e i viaggi, concentrando in un unico luogo più attività. Come si può intuire, le dimensioni planimetriche sono considerevoli e possono raggiungere le 6 o 7 centinaia di migliaia di metri quadrati di estensione. Tali spazi devono essere giustificati dall’area territoriale servita dall’impianto, denominata area di influenza. Essa è quella porzione di territorio entro la quale il maggiore costo unitario della modalità stradale e il costo di ingresso al terminale sono compensati dal minor costo unitario della modalità ferroviaria o navale e dalla distanza della destinazione delle merci.
È fondamentale che l’interporto sia collegato ottimamente con le reti infrastrutturali fra le quali effettua il trasbordo. Nel caso di intermodalità ferro-gomma, per esempio, è necessario un comodo collegamento alla rete stradale nazionale, senza inficiare sulla viabilità pubblica, e un raccordo che lo colleghi alla rete statale ferroviaria.
È utile che l’interporto sia in una posizione strategica anche dal punto di vista della rete continentale e mondiale per il traffico delle merci internazionale.
L’elemento principale dell’interporto è il terminale intermodale, ossia l’area in cui si realizza il vero e proprio trasbordo fra le diverse modalità. Essi sono costituiti essenzialmente da binari operativi, sulla quale si realizzano le operazioni di handling, il carico e lo scarico dei contenitori, e dalle vie di corsa per i veicoli stradali e i macchinari per il sollevamento e il posizionamento sui carri.
16
17
1.2.1
Funzioni logistiche
Per organizzare gli spazi disponibili di un interporto nel miglior modo possibile è necessario definire preliminarmente le funzioni che dovrà svolgere.
Esistono due funzioni basilari all’interno della catena logistica delle merci: l’approvvigionamento e la distribuzione. La prima si occupa del reperimento delle materie prime, nella corretta quantità per la trasformazione produttiva e l’eventuale accantonamento di riserva. La seconda tratta solamente con i prodotti finiti o semilavorati che devono essere distribuiti presso le attività commerciali o trasferiti in aziende che si occupano della successiva fase di lavorazione.
L’interporto può proporsi di svolgere esclusivamente la seconda funzione o entrambe. Nel primo caso si tratta di “logistica esterna”, per la quale ci si disinteressa del processo produttivo, dedicandosi esclusivamente della distribuzione finale.
Nel secondo caso l’attività logistica è denominata “logistica interna” e prevede il coinvolgimento delle aziende produttive nelle vicinanze o all’interno del complesso. Lo scopo è di realizzare prodotti semilavorati o finiti e occuparsi della consolidazione della merce (imballaggio e preparazione per il trasporto) fino alla partenza. In questo modo è possibile diminuire il traffico e i percorsi a vuoto lungo le reti infrastrutturali, razionalizzando gli spazi e concentrando nello stesso luogo tutte le attività necessarie, appoggiate dalla presenza di spedizionieri e corrieri a cui affidare la distribuzione.
La “logistica interna” qualifica il processo produttivo attribuendo un valore aggiunto incomparabile rispetto alla classica supply chain.
18
1.2.2 Elementi e servizi di un interporto
Come anticipato l’elemento principale di un interporto è il terminale intermodale, servito da un idoneo raccordo ferroviario, alla quale si affiancano numerosi elementi corollari.
In primo luogo è necessaria la presenza di un fascio di binari di presa in consegna/partenza, che offre ai treni in arrivo e in partenza la possibilità di sostare, fintanto che non ottengano l’autorizzazione per compiere le manovre necessarie per entrare nel piazzale o partire. Una volta che il treno viene autorizzato all’ingresso, esso si posiziona su uno dei binari operativi disponibili, la cui quantità dipende dalla capacità di lavorazione dei mezzi di sollevamento. Tra i binari sono presenti le vie di corsa dedicate ai macchinari per l’handling e ai veicoli stradali pronti ad accogliere o scaricare i contenitori.
L’ingresso dal lato stradale è realizzato da uno o più gate, adibiti alle procedure di autorizzazione all’ingresso o all’uscita dal piazzale. Solitamente è presente anche una dogana, la quale permette ai trasportatori internazionali di eseguire tutte le operazioni amministrative necessarie.
Per coordinare e gestire le operazioni sul piazzale è presente un ufficio dedicato, che oltre a sorvegliare i movimenti, è in contatto con la squadra di addetti presenti per qualsiasi
problema. Inoltre sono presenti uffici dedicati ai professionisti di settore, che si occupano
dell’organizzazione e pianificazione dell’interporto dal punto di vista gestionale.
Per la sosta sono adibite aree allo stoccaggio di contenitori autorizzati e parcheggi esterni per i lavoratori e i mezzi di trasporto stradali in attesa.
Per quanto riguarda i servizi disponibili, essi si suddividono: per i veicoli, per la persona e per le merci. Per quanto riguarda i veicoli, un elemento qualificativo dell’interporto è la presenza di officine sia per i semirimorchi sia per i carri o le motrici ferroviarie. In questo modo si sfruttano le tempistiche di fermo obbligatorio del materiale rotabile, considerate perdita economica, per la manutenzione ordinaria e straordinaria.
I servizi alle persone sono dedicati al ristoro, lo svago e il pernottamento, per tutti coloro che permangono all’interporto per un periodo di tempo prolungato, senza dover necessariamente raggiungere il centro urbano più vicino.
19 Infine attorno al terminal si sviluppano innumerevoli strutture adibite al servizio merci: magazzini generali, postazioni per il consolidamento e deconsolidamento della merce, attività di imballaggio, confezionamento finale, immobili dedicati a corrieri e spedizionieri e alla loro flotta, uffici amministrativi, ecc.
20
1.3 CIM S.P.A.
L’Interporto CIM S.p.A. è da sempre un nodo logistico rilevante per tutto il Nord Europa. Di seguito le percentuali del capitale sociale:
FINPIEMONTE PARTECIPAZIONI S.p.A. 30,06 %
S.A.T.A.P. S.p.A. 24,31 % COMUNE DI NOVARA 16,88 % SI. TO S.p.A. 13,80 % Banco BPM S.p.A. 4,41 % HUPAC S.A. 3,64 % PROVINCIA DI NOVARA 2,65 %
BANCA INTESA SAN PAOLO S.p.A. 2,55 %
Mercitalia Logistics S.p.A. 1,53 %
PLC S.r.l. 0,11 %
A.I.N. 0,66 %
1.3.1 CIM: Cenni storici
Il terminal Boschetto inizia la sperimentazione di un’attività intermodale nel 1955, con la preparazione di treni diretti in Francia costituiti da casse mobili. Solo successivamente, negli anni ottanta, nasce l’idea e poi l’impegno di realizzare un vero e proprio interporto a Novara. Nel 1987 nasce CIM S.p.a., dalla collaborazione di Finpiemonte e Comune di Novara, allo scopo di realizzare l’interporto, ma bisogna attendere il 1995, e in particolare il 17 ottobre, per assistere alla presa in consegna del primo treno intermodale proveniente da Rotterdam.
1.3.2 CIM: Posizione
L’interporto di Novara è situato nella periferia nord-est della città. Dal punto di vista stradale è collegato all’autostrada A4 Milano-Torino attraverso la tangenziale di Novara, all’autostrada A26 Genova-Gravellona Toce e si trova a soli 30 Km dall’aeroporto di Milano Malpensa.
21 Dal punto di vista ferroviario, l’interporto è situato in una zona strategica di collegamento con l’Europa orientale, centrale e meridionale, attraverso i porti liguri. Si evidenzia in particolar modo la sua posizione ottimale in relazione al corridoio Genova-Rotterdam e Lisbona-Kiev. Per quanto riguarda il collegamento ferroviario nazionale, esso è situato sia sul corridoio Torino-Milano-Domodossola, sia Chiasso-Mortara.
È costituito da due Terminal: Boschetto e CIM, il primo a nord-est dalla stazione ferroviaria, mentre il secondo è situato oltre il torrente Terdoppio nella periferia della città.
1.3.3 CIM: Struttura
L’interporto è strutturato in tre parti: gli uffici, i magazzini e i terminal, a cui si affiancano le aziende logistiche collaboratrici. CIM dispone di tre magazzini per un totale di 66.000 mq di superficie coperta, in cui operano società di distribuzione e di logistica integrata.
22 L’organizzazione viene affidata a terzi, la quale di occupa di: scaffalature e infrastrutture di magazzino, muletti, carrelli, security e molto altro.
La gestione dei terminali dell’interporto è interamente affidata a Eurogateway S.r.l., la quale cura le operazioni di handling e le manovre ferroviarie. La riparazione di carri e locomotive è affidata ad officine a impianto fisso, localizzate presso il terminal Boschetto.
Di seguito si elencano le aziende che hanno sede all’interno del territorio dell’interporto e che offrono i propri servizi:
Agenzia delle Dogane AMP Arco Spedizioni Atcall Avion International Cargobeamer Crosstec DHL Durag ECS Ekol Logistics Eurogateway Ewals Cargo Care
Hermes Validating Consulting Huktra Italia Lineas Italia Inrail Itineris La Nuova Bramanti Logter Met. Extra Move Intermodal MVT Italia Novatrans Italia
23 Pi. Pes.
Ricoh Italia SBB Cargo Italia Siemens
Sim Sistemi di Ingegneria Manutentiva TIMIT Italia
Triulzi & c.
24
1.4 EUROGATEWAY
Dal principale operatore intermodale italiano, la Società CEMAT, e CIM S.p.a. nasce Eurogateway S.r.l., un’azienda destinata ad occuparsi di tutte le manovre di handling nel piazzale principale, mentre dal 2003 si occupa anche delle manovre del Terminal Boschetto. Il traffico che interessa i terminals ha una forte vocazione internazionale verso i più rilevanti centri logistici della Germania, della Francia, dell’Olanda e del Regno Unito.
Nel 2014 ha acquisito da RFI S.p.a. l’attività di manovra dei treni in arrivo e in partenza fino al fascio dedicato, occupandosi in prima persona del cosiddetto “ultimo miglio ferroviario”, in modo tale da perfezionare la sinergia coi servizi offerti.
1.4.1 EUROGATEWAY: Traffico
L’’interporto di Novara ha una notevole importanza dal punto di vista nazionale. Le principali città europee collegate sono le seguenti:
Ludwigshafen; Colonia; Rotterdam; Travemunde; Zeebrugge; Gerk; Worms; Valenton; Chieti.
1.4.2 EUROGATEWAY: Alcuni dati
Il terminale CIM dell’interporto ha un’estensione di 170.000 mq, alla quale si somma la superficie occupata dal terminal Boschetto di circa 50.000 mq.
Ogni treno, grazie a uno dei 3 trattori disponibili, raggiunge i 7 binari operativi del terminal principale, che hanno un modulo di circa 600 m ciascuno. Nel complesso all’interno del
25 piazzale lavorano 7 gru semoventi di tipo reach-staker. L’accesso stradale è permesso da 5 gate, mentre l’uscita da due. Di fronte sono disponibili stalli per la sosta breve e infine sono presenti gli uffici e un’area ristoro.
Il terminal Boschetto è costituito a sua volta da 11 binari operativi, di 300 m, su cui lavorano le rimanenti 3 gru semoventi e un trattore. Qui sono presenti le officine e un gate d’ingresso, oltre agli uffici di amministrativi.
All’interno dei terminals sono presenti 4 impianti carburante.
Solitamente, grazie a questa struttura, vengono prodotte circa 15 coppie di treni al giorno.
1.4.3 EUROGATEWAY: Certificazioni
Nel corso degli anni la società ha conseguito diverse certificazioni per il miglioramento dei servizi offerti.
Si elencano tali certificazioni e l’anno di conseguimento:
26 UNI EN ISO 9001:2008: per la qualità del sistema di gestione;
UNI EN ISO 14001:2004: per il sistema di gestione ambientale; BS OHSAS 18001:2007: per la gestione della sicurezza;
REGULATION EU N.445:2011: per la gestione della manutenzione del carico; VPI: per la gestione della manutenzione e la riparazione dei carri ferroviari.
1.4.4 EUROGATEWAY: Servizi erogati
Eurogateway S.p.a. nasce con l’obiettivo principale di svolgere le attività di handling sul piazzale: caricamento delle UTI sui mezzi, posizionamento delle stesse a terra, carico e scarico dai vagoni ferroviari e spostamenti di servizio.
Per una migliore organizzazione dal 2014 si occupa anche di tutte le manovre dei treni in arrivo e partenza, in qualità di responsabile unico di movimento.
Essenziali sono i servizi offerti da società esterne per la manutenzione di motrici e carri ferroviari. Alcune riparazioni vengono realizzate attraverso un’officina mobile, che ne permette l’esecuzione in linea.
Su richiesta, è possibile richiedere il lavaggio delle UTI, specialmente semirimorchi. Il servizio è convenzionato con un’azienda esterna all’interporto, non molto lontana.
Per i veicoli stradali è offerta la verifica del peso e lo Pneuscan, un dispositivo posizionato in uno dei gate di uscita che permette di verificare la pressione degli pneumatici e l’usura del battistrada.
Sono presenti parcheggi per la sosta breve e prolungata. Infine sono disponibili 6 prese di corrente che offrono la possibilità di mantenere la temperatura ideale nei container specializzati e un servizio di pulitura tramite fumigazione per i container destinati al trasporto alimentare.
27
28
2. STATO DI FATTO
2.1 AREA DI PROGETTO
Essendo molto qualificante la presenza di un’officina perfettamente funzionante e dinamica all’interno di un interporto, si è scelta quest’area per un progetto di una riqualificazione funzionale, in particolar modo nei confronti dell’officina di manutenzione di motrici ferroviarie.
29 L’area è situata all’interno del Terminal di Novara Boschetto, nei pressi degli edifici delle officine ad impianto fisso. Come si osserva dalla figura, il progetto non interessa il piazzale dei binari operativi, così come l’area di stoccaggio UTI e il fascio scalo e Piave.
Attualmente il collegamento alle officine è affidato ad un unico binario proveniente dai fasci. Esso si dirama in vie che terminano all’interno dei capannoni. Osservando la Tavola 1 si nota che i tracciati sono costretti dalla presenza di un’apertura per una roggia e da un edificio a lato della strada di servizio.
I confini della proprietà del CIM non hanno possibilità di ampliamento, a causa della presenza di magazzini, posizionati superiormente e inferiormente, e della recinzione che la separa dall’area operativa del terminal.
Nella proprietà sono presenti due edifici, il primo è destinato all’officina che si occupa della riparazione dei carri ferroviari, che vengono scartati dalla verifica dei treni in partenza; mentre il secondo è affidato alla manutenzione delle locomotive ferroviarie.
Quest’ultimo ha a disposizione tre binari che terminano all’interno dove il veicolo può sostare durante le lavorazioni, eccezion fatta del primo che termina esteriormente e che pertanto viene utilizzato attualmente solo per la sosta.
Di fronte è presente una fossa da visita, al fine di attuare le pratiche di manutenzione e riparazione più agevolmente alla parte inferiore del veicolo, che al momento non è utilizzata per questioni di sicurezza.
Nell’Appendice A si possono osservare alcune fotografie dello stato attuale di conservazione delle principali opere presenti nell’area. Le immagini risalgono al 12 novembre scorso.
2.1.1 Verifica della planimetria
Il primo obiettivo è stato quello di verificare il file della planimetria dell’area. Per farlo si è proceduto alla sovrapposizione con alcune immagini ricavate da Google Earth aggiornate all’anno corrente. È stato necessario affiancarne più di una, con zenit differenti, a causa della deformazione insita ai bordi di una singola foto.
In seguito si è notato che a meno degli edifici laterali, la sovrapposizione è sufficientemente accettabile.
30 Per completezza, è stato ritenuto opportuno effettuare alcune verifiche su lunghezze lineari riguardanti gli edifici presenti e le loro distanze dall’asse dei binari più vicini.
In data 17 ottobre è stato eseguito un rilievo di massima con l’aiuto di un odometro a ruota e un metro, con lo scopo di verificare che le difformità fossero trascurabili. Nell’Appendice B è presente un’immagine in cui sono indicate le distanze verificate.
Dal sopralluogo si è potuto concludere che la planimetria originale può essere ritenuta stato di fatto del progetto.
31
2.2 PIAZZALE
Nel seguente paragrafo viene esposta nel dettaglio la rete dei binari esistenti. La nomenclatura presente è riscontrabile nella Tavola 1 in allegato.
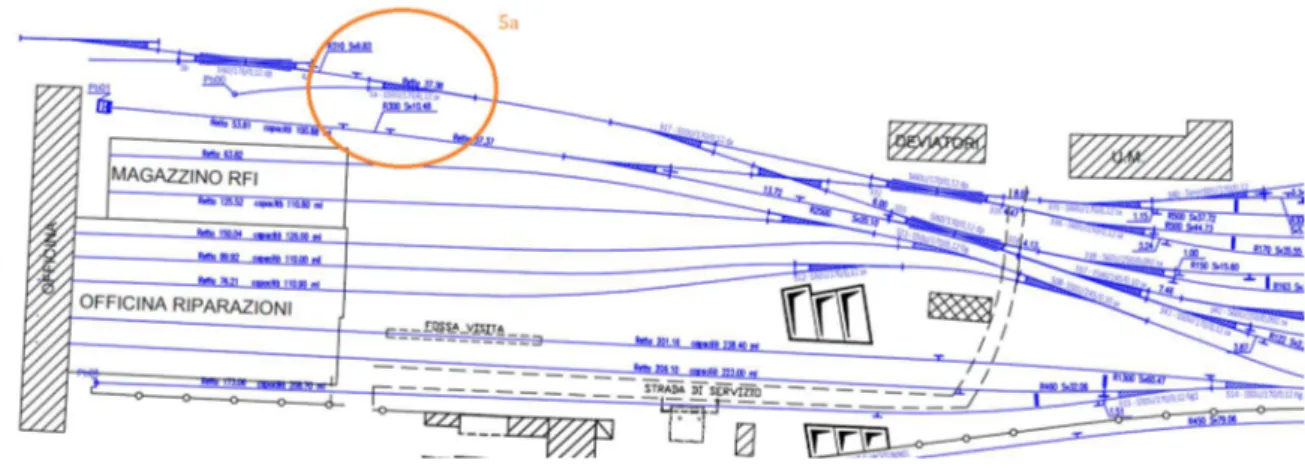
I binari, destinati all’officina di manutenzione delle motrici, passano esattamente tra due aperture della roggia con un rettilineo. I tre binari sono stati ricavati dal ramo inferiore della biforcazione presente all’inizio dell’area di progetto, presso il deviatoio 507. I deviatoi che separano i tre binari sono rispettivamente il 514 per il binario 3 e il 515 per i binari rimanenti 1 e 2.
Per quanto riguarda i binari destinati all’altra officina, essi non hanno la possibilità di proseguire in rettilineo per la presenza dell’apertura della roggia. Il ramo superiore subisce un’iniziale biforcazione con il deviatoio 508: un ramo prosegue evitando la roggia e l’edificio con una doppia curva e nei pressi dell’apertura si biforca nei binari 4 e 5 attraverso il deviatoio 512. L’altro ramo prosegue e superata la strada di servizio si divide con il deviatoio 511 nei binari 6 e 7.
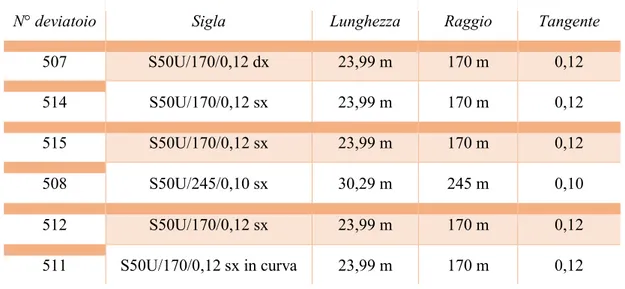
Il modello e alcune caratteristiche dei deviatoi citati sono esposti nella tabella seguente:
N° deviatoio Sigla Lunghezza Raggio Tangente
507 S50U/170/0,12 dx 23,99 m 170 m 0,12 514 S50U/170/0,12 sx 23,99 m 170 m 0,12 515 S50U/170/0,12 sx 23,99 m 170 m 0,12 508 S50U/245/0,10 sx 30,29 m 245 m 0,10 512 S50U/170/0,12 sx 23,99 m 170 m 0,12 511 S50U/170/0,12 sx in curva 23,99 m 170 m 0,12
Tabella 2-1 Caratteristiche deviatoi
La sigla dei deviatoi individua la tipologia UNI, il raggio di curvatura e la tangente dell’angolo di biforcazione.
32 Infine si evidenzia la presenza di un tronchino denominato 5a, posizionato al di sopra dei magazzini RFI. Il tronchino diparte da un binario che proviene direttamente dalla stazione di Novara.
Esso è attualmente inutilizzato, non esiste un accordo tra RFI ed Eurogateway sull’utilizzo nonostante si trovi al confine delle due proprietà.
33
2.3 LIVELLO DI SERVIZIO ATTUALE
Il servizio di manutenzione offre due officine di riparazione ordinaria e straordinaria: per i carri ferroviari, che non hanno superato la verifica alla “spunta” in partenza dai terminals, e una per le locomotive in arrivo dalla stazione di Novara.
Le motrici in arrivo dalla rete ferroviaria possono essere agganciate a materiale rotabile oppure giungere singolarmente. Esse vengono eventualmente sganciate dai vagoni e sostano in attesa sul fascio Piave, che è teoricamente destinato ad ospitare i treni in arrivo e partenza dai terminals, presso spazi ricavati dai manovratori.
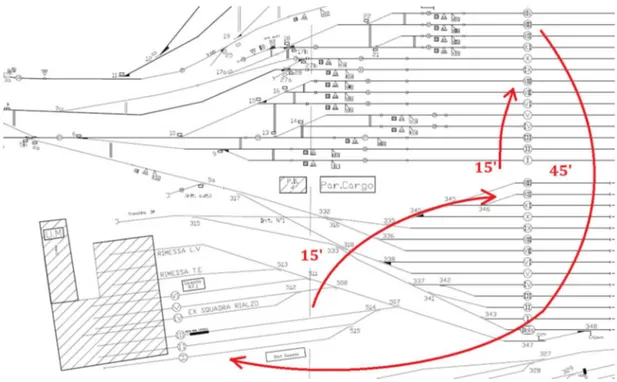
A causa dell’arrivo distanziato nel tempo, la manovra di accompagnamento in direzione delle officine interessa una locomotiva alla volta. La durata si differenzia innanzitutto a seconda che il materiale si trovi su uno dei binari 11, 12 o 13 del fascio Piave o in uno dei primi dieci. Nel primo caso la manovra risulta più complicata, infatti come si può osservare dal piano schematico riportato nell’Appendice C, è necessario raggiungere l’asta di manovra del Terminal CIM fino al deviatoio 473 per poi tornare indietro verso le officine. Nel secondo caso, invece, è sufficiente raggiungere il deviatoio 456, a poca distanza e poi invertire la marcia. In secondo luogo questi spostamenti intersecano i percorsi dei treni da e per i terminals, che hanno la precedenza. Si osservano le seguenti tempistiche: 45 minuti nel primo caso e 30 minuti nel secondo, considerando sia la lontananza sia l’eventuale intersezione.
Una volta in officina ci sono a disposizione tre binari, di cui solo due proseguono fin dentro l’edificio. I manovratori di Eurogateway lasciano i veicoli nella zona antistante, successivamente alcuni addetti spingono all’interno le locomotive.
Se dovesse verificarsi la necessità di spostare la locomotiva tra i binari, la manovra sarebbe nuovamente affidata a Eurogateway. É quello che accade quando l’officina deve realizzare prove statiche sotto tensione. Attualmente i test sono eseguiti presso i binari 11, 12 e 13 del fascio scalo di proprietà CIM. La durata della manovra di accompagnamento è di 15 minuti.
Infine le locomotive devono essere riaccompagnate al fascio Piave, in attesa di ripartenza. La durata di questa manovra si aggira attorno ai 15 minuti.
34 Ogni manovra cui si fa riferimento è eseguita tramite l’ausilio di un locotrattore di proprietà di Eurogateway.
La quantità di locomotive in manutenzione si aggira intorno alle 5 o 6 al giorno, il che significa effettuare tante manovre per ognuna delle motrici ospitate.
Il costo per la manovra addebitato al cliente non dipende dalla lunghezza del tragitto né dal tempo complessivo dei trasferimenti, esso è fisso per qualsiasi spostamento tra due punti all’interno della rete di cui Eurogateway è gestore unico. Il costo è di 301 € e fa riferimento al tariffario dell’azienda aggiornato al 2013 (consultabile nell’Appendice D).
In conclusione si rilevano essenzialmente 3 problematiche: la condivisione del fascio Piave tra locomotive in attesa e i treni merci, che comporta l’intersezione degli spostamenti; la lontananza dall’area officine del fascio di arrivo e la lontananza dei binari dedicati ai test dall’area officine.
35
3. INTERVENTI
All’interno di questo capitolo saranno esposti gli interventi di riqualificazione ritenuti di maggior interesse, nel tentativo di risolvere le problematiche evidenziate precedentemente. Essi sono valutati in base a cinque criteri: la disponibilità di spazi per la sosta delle locomotive, il tempo complessivo dei trasferimenti, il numero delle locomotive potenzialmente riparabili, il numero delle manovre necessarie e il costo di realizzazione. Il primo criterio permette di valutare la soluzione all’esigenza attuale di scaricare il fascio Piave dallo stazionamento dei veicoli in attesa di riparazione, il secondo indica il risparmio in tempo riguardo agli spostamenti necessari, il terzo criterio il miglioramento o il peggioramento della produttività dell’officina, sotto forma del numero di locomotive riparate al giorno. Il quarto criterio descrive l’aumento di l’utile per Eurogateway interessata a migliorare la situazione attuale nell’ottica di ottenere maggiori ritorni economici. Infine si precisa che Eurogateway non sarebbe responsabile dell’investimento, ad ogni modo si è tenuto in considerazione il costo di realizzazione, per non tralasciare un criterio fondamentale di scelta da parte dell’investitore CIM.
Per semplicità si considererà che, preliminarmente ai lavori, l’edificio inutilizzato presente nell’area di progetto verrà demolito e la roggia chiusa da un solaio.
36
3.1 INTERVENTO 1
3.1.1 Realizzazione area di sosta per locomotive
Il primo intervento è costituito dalla realizzazione di binari tronchi adibiti esclusivamente alla sosta delle locomotive. L’obiettivo è quello di scaricare il fascio Piave, destinato essenzialmente alla sosta in arrivo e partenza dei treni dai terminals, dall’occupazione ulteriore di motrici in attesa di riparazione o in partenza.
L’intervento prevede la progettazione e la realizzazione di tronchini deviati dai tracciati esistenti, rispettivamente della lunghezza di: 50,70 e 80 metri. Se si considera che una locomotiva occupa una lunghezza lineare di circa 20 metri si può ipotizzare di poter ospitare fino a 9 locomotive in più.
Al fine dell’elaborato, questo intervento di riqualificazione non ha l’obiettivo di migliorare solo il servizio attuale, ma prevede che in seguito possa verificarsi un aumento della richiesta del servizio e pertanto una maggior necessità di spazio. Poiché la produttività dell’officina è di 6 al giorno e si vuole lasciare al massimo una locomotiva per binario su quelli esistenti, sarebbero necessari solo 60 metri per ospitare le tre rimanenti, ma si è preferito massimizzare il più possibile la disponibilità.
3.1.1.1 Spazi disponibili per la sosta
Questo criterio ha come obiettivo sottolineare l’esigenza di scaricare il fascio Piave dall’occupazione di spazio da parte di locomotive in attesa. L’intervento in oggetto offre la disponibilità a ben 9 veicoli di sostare presso i binari realizzati, alla quale se ne aggiungono 3 sui quelli esistenti.
3.1.1.2 Tempo di trasferimento
Per quanto riguarda i tempi di trasferimento relativi a questo intervento si può considerare quanto esposto nel Paragrafo “Livello di servizio attuale”, considerando il caso peggiore, in cui la locomotiva venga lasciata in attesa su uno degli ultimi binari del fascio Piave e l’officina sia occupata nella riparazione di un altro veicolo. In questo caso la prima manovra, ossia il trasferimento dal fascio al parcheggio nei pressi delle officine, ha una durata di circa 45 minuti. Mentre la seconda manovra, dal parcheggio alle officine, dura 10 minuti, in ragione
37 della vicinanza. Successivamente lo spostamento verso i binari dedicati ai test sul fascio scalo impiega 15 minuti, infine l’accompagnamento verso il fascio Piave dura altri 15 minuti. In totale si stimano 85 minuti, contro i 75 attuali.
3.1.1.3 Numero delle locomotive riparate
Per calcolare il numero delle locomotive riparate giornalmente si considera per ipotesi una giornata lavorativa dell’officina pari a 12 ore (costituita, per esempio, da due turni di 6 ore l’uno). Dalla produttività attuale, 6 locomotive al giorno, si deduce che ad ognuna sono dedicate 2 ore, alla quale si sottrae la differenza tra il tempo di trasferimento attuale e quello relativo all’intervento, ottenendo un nuovo intervallo. Dividendo i minuti di una giornata lavorativa per il valore trovato, si ricava un indice di produttività. Nel caso in esame la manovra aggiuntiva dalla sosta all’officina determina un aumento dei 10 minuti, pertanto le locomotive riparate non potranno più essere 6, ma 5. Per ulteriori chiarimenti si rimanda all’Appendice E.
3.1.1.4 Numero di manovre
Attualmente le manovre richieste per locomotiva sono tre, come si espone nel paragrafo “Livello di servizio attuale”, mentre con questo intervento, nella condizione peggiore in cui tutti i binari esistenti siano già occupati, si effettuerebbe una manovra aggiuntiva resa utile dalla nuova disponibilità di spazio dei binari in progetto, per un totale di 4 moltiplicato per la produttività calcolata precedentemente, ossia 20 manovre.
3.1.1.5 Costo di realizzazione
Per quanto riguarda il costo di realizzazione di questo intervento è stato svolto un computo metrico di massima, una volta stabilito il materiale necessario, utilizzando prezziari RFI, Ferrovie Nord e stimando nuovi prezzi.
In allegato si possono consultare le singole voci e le quantità necessarie. Si riporta solo l’ammontare finale pari a 450.000 €.
38 Dati alla mano l’intervento pare non rispondere a pieno alle esigenze prefissate: il numero delle manovre aumenta, come la disponibilità di spazi, ma in compenso aumenta anche il tempo complessivo degli spostamenti a scapito della produttività. Infine il costo di realizzazione non è ritenuto trascurabile.
Spazi per la sosta Tempo di trasferimento Locomotive riparate Numero di manovre Costo di realizzazione 12 85’ 5 20 450.000 €
39
3.2 INTERVENTO 2
3.2.1 Elettrificazione dei primi due binari
L’officina prevede tra le attività di manutenzione e verifica per la messa in esercizio, anche delle prove statiche sotto tensione ordinaria e straordinaria.
Attualmente queste prove vengono eseguite presso i binari 11, 12 e 13 del fascio scalo, che vengono elettrificati su esplicita richiesta. Pertanto una volta che la locomotiva ha terminato il suo ciclo di riparazione in officina deve essere trasferita presso questi binari per le prove in oggetto.
L’intervento si interroga sulla possibilità di realizzare, presso i primi due binari dedicati all’officina, l’allestimento per le prove, attraverso l’elettrificazione del primo per test a 3.000 V cc e il secondo a 25.000 V ca.
In questo modo si avrebbe la possibilità di risparmiare tempo sul trasferimento fino ai binari citati, per un semplice spostamento di binario in loco.
3.2.1.1 Spazi disponibili per la sosta
L’intervento in oggetto non offre alcuna disponibilità aggiuntiva rispetto a quella attuale presso i binari esistenti.
3.2.1.2 Tempo di trasferimento
Per quanto riguarda il tempo complessivo degli spostamenti si evidenzia un risparmio di 5 minuti nel tragitto dall’officina ai test, che questa volta sono eseguiti presso i primi binari. Si considerano: 45 minuti per il raggiungimento delle officine, 10 per lo spostamento verso i binari di prova e infine 15 di accompagnamento al fascio Piave per la partenza. Per un totale di 70 minuti.
40
3.2.1.3 Numero delle locomotive riparate
In questo caso la produttività non varia, infatti il risparmio irrisorio di 5 minuti non è sufficiente per ricavare a fine giornata tempo a sufficienza per la manutenzione di una locomotiva in più.
3.2.1.4 Numero di manovre
Il numero delle manovre previste per locomotiva, a seguito della realizzazione di questo intervento, rimangono invariate rispetto alla situazione attuale, ossia 3. Nel complesso, considerata la produttività invariata di 6 veicoli riparati al giorno, il numero di manovre ammonta a 18.
3.2.1.5 Costo di realizzazione
Dalla letteratura si è stimato un costo di realizzazione che prudenzialmente ammonta a 100.000 €.
In conclusione il secondo intervento agisce in modo positivo sul tempo complessivo di trasferimento, ma lascia invariati gli spazi disponibili, il numero delle manovre e le locomotive riparate. Spazi per la sosta Tempo di trasferimento Locomotive riparate Numero di manovre Costo di realizzazione 3 70’ 6 18 100.000 €
41
3.3 INTERVENTO 3
3.3.1 Apertura del gate presso il deviatoio 5 a
Il terzo intervento è da ritenersi il più innovativo. Un accordo tra RFI ed Eurogateway, sull’utilizzo del gate di ingresso in oggetto, si tradurrebbe in un beneficio sostanziale nei tempi di trasferimento in ragione della vicinanza alle officine, che permette di bypassare il fascio Piave e immettere immediatamente il materiale verso le officine e i binari dedicati.
Per realizzare l’indipendenza dei trasferimenti per l’area officine è necessaria la possibilità di sfruttare il tronchino di sicurezza.
3.3.1.1 Spazi disponibili per la sosta
L’intervento in oggetto non offre alcuna disponibilità aggiuntiva rispetto a quella attuale presso i binari esistenti.
3.3.1.2 Tempo di trasferimento
Per quanto riguarda il tempo complessivo degli spostamenti si evidenzia un risparmio considerevole rispetto alla manovra iniziale di trasferimento dal fascio Piave all’area officine. I 45 minuti ad oggi possono essere ridotti a 15, grazie alla vicinanza del gate.
Pertanto si considerano: 15 minuti per il raggiungimento delle officine, 15 per lo spostamento verso il primo binario e infine 15 di accompagnamento al fascio Piave per la partenza, per un totale di 45 minuti.
3.3.1.3 Numero delle locomotive riparate
In questo caso il risparmio di 30 minuti permette di aumentare considerevolmente la produttività e passare da 6 a 8 locomotive.
42
3.3.1.4 Numero di manovre
Il numero delle manovre previste per locomotiva per questo intervento rimangono invariate rispetto alla situazione attuale, ossia 3. Nel complesso, considerata la produttività relativa di 8 veicoli al giorno, il numero di manovre ammonta a 24.
3.3.1.5 Costo di realizzazione
Il costo dell’intervento in oggetto può considerarsi trascurabile. Non è richiesta alcuna realizzazione, né posa o sistemazione. L’unico costo sarebbe quello relativo all’espletamento della pratica di accordo, che come si può ben immaginare, è irrisoria rispetto agli altri investimenti.
In conclusione l’intervento in oggetto influisce considerevolmente sul tempo complessivo dei trasferimenti, sul numero delle locomotive e sulla produttività, senza costituire un ostacolo dal punto di vista economico. L’unico svantaggio è che gli spazi disponibili per la sosta delle locomotive rimane invariata, senza risolvere l’esigenza attuale.
Spazi per la sosta Tempo di trasferimento Locomotive riparate Numero di manovre Costo di realizzazione 3 45’ 8 24 0 €
43
3.4 CONCLUSIONI
Come si può osservare mettendo a confronto le tabelle riassuntive di valutazione degli interventi rispetto ai criteri, non emerge con facilità quale sia il migliore tra i tre.
Il primo intervento aumenta il numero delle manovre previste, e gli spazi disponibili. Allo stesso tempo aumenta di 10 minuti il tempo dedicato ad ogni locomotiva, peggiorandone la produttività, tutto ciò a fronte dell’investimento maggiore dei tre.
Il terzo permette di risparmiare un intervallo di tempo considerevole rispetto al secondo, senza che venga realizzato alcun investimento. Entrambi sfortunatamente non prevedono alcuna disponibilità di spazio aggiuntivo per liberare il fascio Piave dalle locomotive in attesa, il che non risolve l’esigenza fondamentale.
A seguito di ciò si è preso in considerazione la realizzazione di più interventi contemporaneamente. Nascono così 7 scenari di progetto, che possono ancora essere valutati in base ai criteri sopra citati. Per comprendere quale sia la migliore scelta, si è fatto affidamento ad un’analisi multi criterio, di cui si parlerà nel prossimo capitolo.
44
4. ANALISI MULTI CRITERIO
4.1 IL METODO
Una decisione consiste nella scelta di intraprendere un’azione tra più opzioni disponibili da parte di un individuo o un gruppo di decisori.
L’analisi multi criterio è un metodo che affianca il decisore, qualora si trovi a dover operare una scelta tra valutazioni conflittuali, permettendogli di individuare una soluzione di compromesso. Questa metodo affianca il decisore sia nella fase di raccolta delle informazioni riguardanti le varie opzioni, sia nell’organizzazione e nella sintesi dei risultati.
Esistono vari metodi per l’analisi multicriterio, per esempio l’Analitical Hierarchy Process (AHP) o ELECTRE (Outranking).
Per il caso in esame verrà utilizzato il metodo AHP, il quale consente di assegnare una priorità ad una serie di alternative decisionali, utilizzando valutazioni di tipo qualitativo o quantitativo. Al termina si effettuerà anche una verifica di sensibilità.
4.1.1 Processo di analisi
Il processo decisionale si articola nelle seguenti fasi: 1. la determinazione dei pesi percentuali; 2. la definizione e valutazione degli scenari; 3. la scelta.
La descrizione analitica del metodo è riportata nell’appendice E, cui si farà riferimento all’interno della spiegazione del caso in esame.
45
4.2 DETERMINAZIONE DEI PESI PERCENTUALI
4.2.1 Criteri utilizzati
I criteri utilizzati per l’analisi sono i seguenti:
la disponibilità di spazio per la sosta delle locomotive; il numero delle manovre richieste;
il costo di realizzazione;
il tempo complessivo previsto per i trasferimenti; il numero delle riparazioni eseguite in una giornata.
Come anticipato nel capitolo precedente, questi criteri permettono di tenere sotto controllo i principali obiettivi previsti dalla riqualificazione.
Attraverso il primo criterio si valuta per risolvere l’esigenza attuale di scaricare il fascio Piave dalla sosta delle locomotive. Il secondo criterio è strettamente legato all’aumento dell’utile dell’azienda Eurogateway, e discende dal numero delle locomotive riparate, mentre il costo di realizzazione è fondamentale per l’investitore CIM. Il quarto indica il risparmio o l’aumento del tempo dedicato alle manovre, infine il quinto è un indice di produttività dell’officina.
4.2.2 Pesi percentuali
I pesi in percentuale dei criteri di valutazione vengono calcolati come illustrato nell’Appendice E. Senza entrare nel merito del calcolo del massimo autovalore per una matrice quadrata di dimensione 5, si espone la matrice A dei confronti e il vettore relativo al massimo autovalore che rispecchia le percentuali di peso.
46
Criterio Spazi per la
sosta Numero di manovre Costo di realizzazione Tempo di trasferimento Locomotive riparate Spazi per la sosta 1 3 5 7 9 Numero di manovre 1/3 1 3 5 7 Costo di realizzazione 1/5 1/3 1 3 5 Tempo di trasferimento 1/7 1/5 1/3 1 3 Locomotive riparate 1/9 1/7 1/5 1/3 1
Tabella 4-1 Matrice A dei confronti
Criterio Peso %
Spazi per la sosta 50
Numero di manovre 27
Costo di realizzazione 12
Tempo di trasferimento 7
Locomotive riparate 4
47
4.2.2.1 Osservazioni
La matrice sopra esposta è stata compilata dal decisore. Nel caso in esame si tratta dell’azienda che ha espresso la necessità di riqualificare l’area delle officine, ossia Eurogateway.
Dai calcoli emerge una scala di importanza dei criteri dalla quale si osserva l’urgenza della problematica più volte sottolineata riguardo la disponibilità degli spazi per la sosta delle locomotive al di fuori del fascio Piave.
In secondo luogo il numero di manovre indica il guadagno aziendale. Si ricorda che nel caso in esame il decisore e l’investitore non coincidono, ma appare chiaro chi ha completato la tabella comprende l’importanza del costo di realizzazione.
Infine troviamo il tempo di trasferimento e le locomotive riparate. I criteri risultano avere una scarsa importanza, uno perché evidentemente il decisore non ha bisogno della disponibilità dei manovratori per altre mansioni, mentre le locomotive riparate indicano il guadagno dell’officina di riparazione, pertanto non hanno un’importanza decisiva nella scelta.
4.2.3 Verifica di consistenza
La consistenza deve essere assicurata al fine che la matrice A sia coerente con la proprietà transitiva. In altre parole se il criterio Ci è più importante di Cj ed inoltre Cj è più importante
di Cw, allora Ci deve necessariamente essere più importante di Cw. Di seguito si espongono i
risultati, mentre per il procedimento si rimanda all’Appendice E.
Nel caso in esame il valore dell’autovalore massimo è 5,37 e dai calcoli il Consistency Index risulta pari a 0,09. Il valore del Random Consistency Index è di 1,12, in base alla dimensione della matrice A. Il rapporto dei due valori fornisce un Rapporto di Consistenza (CR) pari a 0,08.
La verifica di consistenza della matrice è andata a buon fine, avendo ricavato un valore inferiore del limite 0,1, soglia fissata dal modello in base alla grandezza della matrice A.
48
4.3 DEFINIZIONE E VALUTAZIONE DEGLI SCENARI
4.3.1 Definizione degli scenari
In questo paragrafo verranno definiti gli scenari che saranno oggetto dell’analisi multi criterio. All’interno di ogni scenario possono essere previsti uno o più interventi, purché nella realizzazione non risultino interferenze.
Il primo scenario considerato è lo stato di fatto, denominato scenario 0, i successivi 3 prevedono la realizzazione di ciascun intervento preso singolarmente. Si ricorda che gli interventi sono: la realizzazione di binari per la sosta di locomotive in attesa nell’area antistante le officine, la realizzazione dei test sotto tensione presso i binari 1 e 2 e l’apertura del raccordo 5a con l’indipendenza dell’area.
I successivi 3 scenari prevedono la realizzazione di una coppia di interventi indipendenti, così definiti:
Scenario 4: interventi 1 e 2; Scenario 5: interventi 2 e 3; Scenario 6: interventi 1 e 3;
Infine l’ultimo scenario prevede la realizzazione dei tre interventi contemporaneamente: Scenario 7: interventi 1, 2 e 3;
Durante l’analisi si utilizzerà questa numerazione.
Nella seguente tabella si riassume la composizione degli scenari considerati, 1 significa che l’intervento è previsto, 0 se non lo è.
49
Scenario Intervento 1 Intervento 2 Intervento 3
0 0 0 0 1 1 0 0 2 0 1 0 3 0 0 1 4 1 1 0 5 0 1 1 6 1 0 1 7 1 1 1
50
4.3.2 Valutazione degli scenari
Una volta definiti compiutamente i pesi da attribuire ad ogni criterio di valutazione, si passa al completamento della matrice B di valutazione. Per ogni intervento è stato definito un numero di spazi disponibili alla sosta, un tempo di trasferimento complessivo, il numero delle manovre necessarie, le locomotive riparabili a seguito dei risparmi di tempo e un costo di realizzazione.
Per quanto riguarda lo stato di fatto e i primi tre scenari tali valori sono consultabili nei capitoli 2 e 3.
Per gli altri scenari, composti da più interventi, si rimanda al prossimo paragrafo per comprenderne i valori risultanti.
Nella seguente tabella si osserva la matrice B:
Scenario Spazi per la
sosta Numero di manovre Costo di realizzazione Tempo di trasferimento Locomotive riparate 0 3 18 0 € 75’ 6 1 12 20 450.000 € 85’ 5 2 3 18 100.000 € 70’ 6 3 3 24 0 € 45’ 8 4 12 20 550.000 € 80’ 5 5 3 24 100.000 € 40’ 8 6 12 28 450.000 € 55’ 7 7 12 28 550.000 € 50’ 7
Tabella 4-4 Matrice di valutazione
4.3.2.1 Osservazioni 4.3.2.1.1 Spazi per la sosta
Per quando riguarda gli spazi disponibili per la sosta, il completamento della matrice è stato molto semplice, infatti è bastato inserire 12 spazi solo in quelli che prevedono la realizzazione
51 dei binari aggiuntivi, ossia gli scenari 1, 4, 6 e 7. Per i rimanenti gli spazi sono uguali alla situazione attuale ossia 3, come il numero dei binari che ad oggi sono dedicati all’officina.
4.3.2.1.2 Tempo di trasferimento
Il tempo di trasferimento deriva dalla somma dei tempi di spostamento relativi alle manovre necessarie. Di seguito si espone il percorso ipotizzato per una locomotiva in ogni scenario.
4.3.2.1.2.1 SCENARIO 0
Per i tempi di trasferimento dello scenario 0 si può considerare quanto esposto nel Paragrafo “Livello di servizio attuale”, considerando il caso peggiore, in cui la locomotiva venga lasciata in attesa su uno degli ultimi binari del fascio Piave. In questo caso il tempo complessivo di trasferimento è pari a 75’.
4.3.2.1.2.2 SCENARIO 1
La realizzazione dell’intervento 1 prevede che appena una locomotiva arrivi al fascio Piave sia immediatamente accompagnata dai manovratori presso i nuovi binari, per liberare spazio. Questo spostamento verso l’area officine mantiene la durata di 45’. Una volta libero un binario dell’officina si effettua il trasferimento in loco, della durata di 10’. I restanti spostamenti, verso i binari del test sul fascio scalo e verso il fascio Piave per la ripartenza rimangono invariati. In totale si stima un aumento di 10’ a causa della manovra aggiuntiva verso i nuovi binari si sosta.
4.3.2.1.2.3 SCENARIO 2
La realizzazione dell’intervento 2 influisce sulla tempistica del trasferimento verso i binari per il test. Si risparmiano 5’, poiché rispetto al raggiungimento dei binari sul fascio scalo in 15’, si impiegano 10’ per spostare la locomotiva sui primi binari.
4.3.2.1.2.4 SCENARIO 3
L’intervento 3 influisce considerevolmente solo sul primo trasferimento, che passa da 45’ a 15’ in ragione della vicinanza del gate 5a all’area officine.
52
4.3.2.1.2.5 SCENARIO 4
In questo scenario si prevede la realizzazione dei binari per la sosta e l’esecuzione dei test presso i primi binari dell’officina.
Il tempo di arrivo di 45’ rimane invariato, alla quale: si aggiungono 10’ per la manovra aggiuntiva dalla sosta all’officina e si tolgono 5’ risparmiati in ragione della vicinanza dei binari su cui effettuare i test sotto tensione. Per un totale di 80’.
4.3.2.1.2.6 SCENARIO 5
In questo scenario si prevede l’esecuzione dei test presso i primi binari dell’officina e l’apertura del gate 5a.
Dal tempo di trasferimento attuale si risparmiano 30’ nella manovra di accompagnamento verso le officine e 5’ in ragione della vicinanza dei binari su cui effettuare i test sotto tensione. Per un totale di 40’.
4.3.2.1.2.7 SCENARIO 6
Per quanto concerne lo scenario 6, si prevede la realizzazione dei binari per la sosta e l’apertura del gate 5a.
Dal tempo di trasferimento attuale si risparmiano 30’ nella manovra di accompagnamento verso le officine, ma si aggiungono 10’ per lo spostamento aggiuntivo dalla sosta all’officina, quando disponibile. Per un totale di 55’.
4.3.2.1.2.8 SCENARIO 7
Per lo scenario 7 si prevede la realizzazione dei binari per la sosta, l’esecuzione dei test presso i primi binari dell’officina e l’apertura del gate 5a.
Dal tempo di trasferimento attuale si risparmiano 30’ nella manovra di accompagnamento verso le officine e 5’ in ragione della vicinanza dei binari su cui effettuare i test sotto tensione, ma si aggiungono 10’ per lo spostamento aggiuntivo dalla sosta alla manutenzione, quando disponibile. Per un totale di 50’.
53 La seguente tabella ha lo scopo di sintetizzare i risultati ottenuti:
Scenario Intervento 1 Intervento 2 Intervento 3 Delta tempo di
trasferimento Tempo di trasferimento 0 0 0 0 0’ 75’ 1 1 0 0 +10’ 85’ 2 0 1 0 -5’ 70’ 3 0 0 1 -30’ 45’ 4 1 1 0 +10’-5’ = +5’ 80’ 5 0 1 1 -5’-30’ = -35’ 40’ 6 1 0 1 +10’-30’ = -20’ 55’ 7 1 1 1 +10’-5’-30’ = -25’ 50’
Tabella 4-5 Tempi di trasferimento
4.3.2.1.3 Locomotive riparate
Il numero delle locomotive riparate viene ricavato esattamente come per i singoli interventi, per cui si rimanda al paragrafo 3.1.1.3.
4.3.2.1.4 Numero di manovre
Il numero di manovre è ricavato moltiplicando il numero delle locomotive che potenzialmente possono essere riparate con le manovre necessarie a ognuna.
Come si deduce dal paragrafo del calcolo del tempo di trasferimento, gli spostamenti necessari sono 4 se è presente l’intervento 1, 3 se non lo è. Questo perché grazie all’intervento 1 ogni locomotiva in arrivo al fascio Piave deve essere spostata velocemente verso i binari aggiuntivi per eliminare l’ingombro sul fascio dedicato ai treni dai terminals.
54
4.3.2.1.5 Costo di realizzazione
Il costo di realizzazione discende dal costo degli interventi presenti nello scenario. Lo stato di fatto ha costo nullo, così come l’intervento 3, per i motivi esplicitati nel paragrafo 3.3.1.5. Gli scenari in cui è presente l’intervento 1 hanno il costo del relativo intervento, ugualmente per l’intervento 2. Negli scenari 4 e 7 in cui sono presenti entrambi il costo è dato dalla somma dei due.
4.3.2.2 Conclusioni
Come si può osservare dal paragrafo precedente, alcuni criteri sono proporzionali ad altri e ai fini dell’analisi potrebbero essere scartati allo scopo di alleggerire i calcoli. Al contrario, nel caso in esame, è stato ritenuto opportuno considerarli, infatti uno degli obiettivi del metodo è l’informazione, ossia permettere al decisore di avere sotto gli occhi tutti gli aspetti in gioco, in modo da chiarire ogni dubbio, prima della scelta
55
4.4 LA SCELTA
4.4.1 Frontiera paretiana e soluzioni dominate
Secondo il metodo multi criterio esiste la possibilità di trascurare alcune alternative prima di iniziare l’analisi, ciò è utile quando la scelta deve essere effettuata in uno spettro molto ampio. Si introduce il concetto di frontiera paretiana, ossia il limite di ottimizzazione dei criteri. Tutte le alternative all’interno del dominio dovranno essere scartate, perché risultato dominate, ossia superate da una o più migliori, mentre la scelta si trova sulla frontiera.
In altre parole un’alternativa è dominata da un’altra quando ha valutazioni peggiori o al limite uguali ad un’altra.
Questo procedimento ci permette di restringere il campo delle possibili scelte e lavorare su un numero minore di alternative.
A partire dalla matrice B si osserva che lo scenario 3 domina lo scenario 2 nel numero di manovre, nel costo di realizzazione, nei tempi di trasferimento e nel numero di locomotive riparate. Lo stesso scenario domina lo stato di fatto negli stessi criteri sopra citati, tranne per il costo, essendo entrambi nulli. La motivazione è da ricercare nel fatto che lo scenario 3 è quello che possiede il miglior risparmio in termini di tempo a costo nullo, pertanto domina la situazione attuale e l’intervento 2, che comporta un risparmio di tempo insignificante rispetto all’investimento richiesto.
In secondo luogo si osserva che lo scenario 6 domina lo scenario 4 nel numero di manovre, nel costo di realizzazione, nei tempi di trasferimento e nel numero di locomotive riparate. Lo stesso criterio domina anche lo scenario 1 negli stessi criteri sopra citati, tranne nel costo, poiché consistono nello stesso investimento.
In conclusione rimangono gli scenari 3, 5, 6 e 7. Poiché i primi due scenari non permetterebbe la risoluzione del problema principale, perché non prevedono la realizzazione dei binari di sosta, la scelta verterà tra gli scenari 6 e 7.
Si osserva infine che gli scenari dominanti consistono in quelli che possiedono i risparmi in termini di tempo più alti.
56
4.4.2 Ranking finale
Per maggiore chiarezza si è preferito riportare la classifica contenente tutti gli scenari, anche quelli dominati, per poter elaborare alcune considerazioni.
Per ogni scenario si calcola la somma pesata delle valutazioni normalizzate rispetto ai criteri, ricavando un punteggio di valutazione.
Ordinando in modo crescente si ottiene un ranking finale, all’interno della quale il primo si prospetta come scelta finale.
Nella tabella che segue si illustra la classifica:
Classifica Scenario Punteggio
1 6 0,144 2 7 0,161 3 1 0,421 4 4 0,438 5 3 0,614 6 5 0,631 7 0 0,839 8 2 0,856
Tabella 4-6 Ranking degli scenari
4.4.2.1 Osservazioni
Come si può osservare, il risultato dell’analisi coincide con una delle alternative non dominate.
La classifica è divisa in due parti: i primi 4 scenari prevedono la realizzazione dei binari per la sosta, questa divisione era prevedibile considerando che tale criterio ha un peso pari a metà del totale. Essi sono ordinati in modo che nelle prime due posizioni si trovino gli scenari non dominati, tra i quali il primo posto è affidato all’intervento dal costo minore. Tra gli scenari dominati l’ordine è dovuto nuovamente dal minor costo dell’1 rispetto al 4, che prevede anche l’intervento 2.
57 La seconda parte della classifica è costituita dagli scenari per cui non è prevista la realizzazione del primo intervento. Nelle prime posizioni troviamo nuovamente gli scenari dominanti, nelle seconde i dominati. Ancora una volta l’ordine delle due coppie è dettato dal costo di realizzazione.
Lo stato di fatto si colloca alle ultime posizioni, ciò significa che gli interventi proposti sono realmente qualificativi rispetto al livello di servizio attuale.
Si osserva che lo scenario 2 è collocato all’ultimo posto, infatti l’investimento monetario che prevede è troppo consistente rispetto al vantaggio che comporta, il cui peso relativo è irrisorio. Tale intervento diventa interessante solo se accoppiato agli altri, vedi gli scenari 7, e 4.
58
4.5 ANALISI DI SENSIBILITÀ
L’analisi di sensibilità permette di valutare il completamento della matrice A. Ci si chiede quale sia l’intervallo percentuale entro il quale il peso di un criterio può variare affinché la scelta finale rimanga invariata.
Poiché lo scopo dell’elaborato è effettuare una scelta e quindi è importante solo l’alternativa migliore, si è proceduto al confronto di quello vincente con gli altri rispetto a ogni criterio e non a tutti i confronti possibili fra gli scenari.
Minore è il range di variazione, meno il peso percentuale del criterio relativo ha possibilità di variare e maggiore è la sensibilità della classifica finale. Pertanto una volta individuati i criteri più sensibili, è necessario informare il decisore di controllare i pesi relativi forniti all’interno della matrice A, in quanto un leggero cambiamento potrebbe far vertere la scelta finale su una differente alternativa.
Di seguito i risultati riassunti in una tabella, dove con Ki è indicato il limite dell’intervallo di
variazione: Confronto
fra gli scenari
K1 K2 K3 K4 K5
6-7 indet. indet. 0,0414 0,2198 indet.
6-1 indet. neg. indet. neg. neg.
6-4 indet. neg. neg. neg. neg.
6-3 0,0325 neg. 0,7092 sup. sup.
6-5 0,0156 neg. 0,9000 sup. sup.
6-0 neg. neg. 0,9836 neg. neg.
6-2 neg. neg. sup. neg. neg.
Pesi 0,5028 0,2602 0,1344 0,0678 0,0348
59
4.5.1 Osservazioni
Si osserva che all’interno della tabella si realizzano 4 situazioni:
indet. : questa dicitura indica che a rispetto al criterio i due scenari hanno ricevuto la stessa valutazione. Sfruttando l’equazione E.12 in Appendice si ottiene che il peso moltiplicato per zero deve essere minore di un valore positivo, che essendo sempre vero, qualunque sia il valore percentuale il risultato non cambia;
neg. : in queste celle il valore ottenuto è negativo, perché lo scenario a confronto è dominato per il tal criterio da quello vincente. Sfruttando nuovamente l’equazione citata, si ottiene che il peso (sempre positivo) moltiplicato per un valore negativo deve essere minore di una quantità positiva: anche in questo caso è sempre vero, perciò non implica limiti;
pos. : in questo caso di ottiene un valore di limite superiore all’unità che traduce nuovamente un’indifferenza nei confronti del valore del criterio, infatti il peso è compreso tra 1 e 0, pertanto sempre inferiore a un numero maggiore dell’unità. Nell’ultimo caso si ottengono dei valori di limite plausibili, dalla quale si possono
ricavare degli intervalli di variazione, riassunti nella seguente tabella: Confronto fra gli scenari K1 K3 K4 6-7 / 4,14 % 21,98 % 6-3 3,25 % 70,92 % / 6-5 1,56 % 90,00 % / 6-0 / 98,36 % / Pesi % 50,28 % 13,44 % 6,78 % Range 3,25 -100 % 4,14-70,92 % 0-21,98 %
Tabella 4-8 Intervalli di variazione
Si osserva che in generale i pesi sono lontani dagli estremi degli intervalli di variazione, quindi si può affermare che il completamente della matrice A è stato soddisfacente.
60 Infine osserviamo che i limiti sono stati ottenuti solo tra scenari non dominati, che potenzialmente possono prendere il posto dello scenario 6 qualora il decisore cambiasse priorità o addirittura si cambiasse decisore.