Capitolo 9
Capitolo 9
Assemblaggio
Nelle strutture non-standard l’assemblaggio rappresenta un aspetto che deve essere valutato dettagliatamente durante tutte le fasi progettuali dell’opera, costituendo una parte integrante del progetto.
La modalità di realizzazione e di assemblaggio deve essere presa in considerazione dal progettista fin dalla fase di concezione dell’opera perché, se trascurata, può originare dei problemi spesso non risolvibili nella fase di realizzazione.
È importante che il progettista non prescinda dal confronto con i tecnici ed il personale che si dovrà occupare del montaggio al fine di individuare le possibili soluzioni ottimali.
La fattibilità tecnica della trave, del suo assemblaggio e della sua messa in opera hanno condizionato in modo preponderante, la geometria, la forma e le dimensioni degli elementi costituenti, divenendo in alcune fasi l’aspetto progettuale più vincolante.
9.1 Descrizione delle fasi di assemblaggio
La trave viene assemblata su un fianco, ossia ruotata di 90° rispetto alla sua posizione in esercizio.
L’assemblaggio della trave si realizza in 5 fasi:
• Fase 1: assemblaggio del primo piano vetrato laterale; • Fase 2: introduzione dei pannelli rettangolari in vetro; • Fase 3: posizionamento del secondo piano vetrato laterale; • Fase 4: presollecitazione;
• Fase 5: rotazione della trave e messa in opera.
Le fasi sopraelencate e nel seguito descritte costituiscono delle linee guida per il montaggio, pertanto, possono essere modificate durante le effettive operazioni di assemblaggio nel caso si renda più conveniente procedere in altro modo.
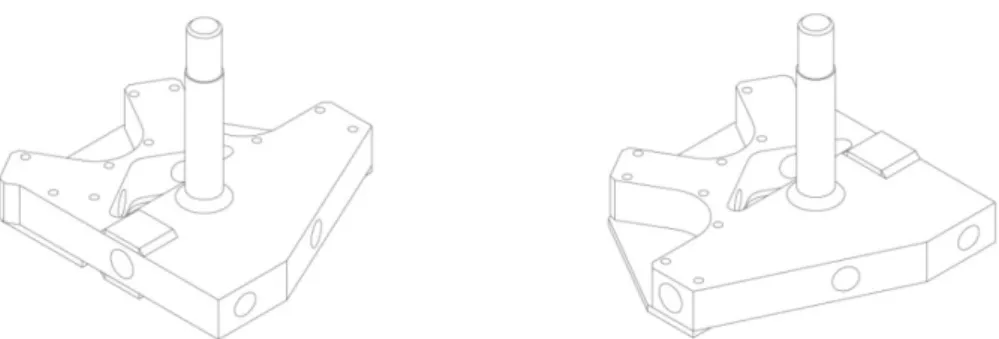
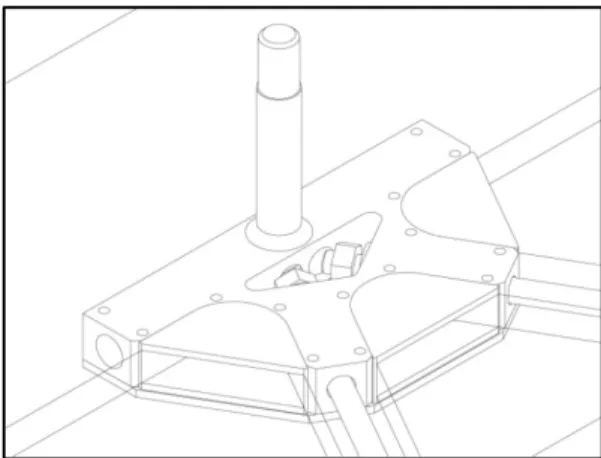
Figura 9.1 Componenti del nodo superiore di estremità.
Capitolo 9
9.1.1 Fase “1”: assemblaggio del primo piano vetrato laterale
Il piano di lavoro orizzontale su cui viene assemblata la trave deve avere forma tale da consentire l’applicazione dei traversi di contrasto ai nodi inferiori necessari per pretendere le barre longitudinali mediante martinetto idraulico. Le motivazioni di tale osservazione saranno più chiare dopo la lettura del punto 9.4.1.
La prima operazione consiste nell’avvitare i piatti di chiusura esterni a tutti i nuclei centrali dei nodi metallici con perno filettato destro e successivamente disporre i nodi, privi di piatto di chiusura interno, sul piano di lavoro secondo la posizione occupata nel piano vetrato della trave.
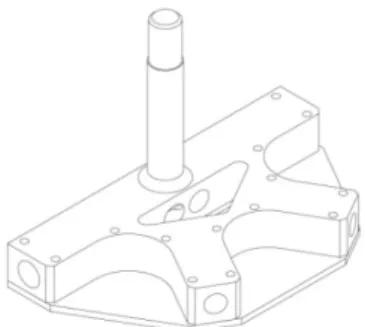
Figura 9.4 Nucleo centrale dei nodi superiori di estremità con perno filettato destro + piatto di chiusura esterno.
Figura 9.5 Nucleo centrale dei nodi inferiori di estremità con perno filettato destro + piatto di chiusura esterno.
Figura 9.6 Nucleo centrale dei nodi intermedi con perno filettato destro + piatto di chiusura esterno.
Dopo aver posizionato i nodi metallici sul piano di lavoro vengono inserite nei nodi le barre diagonali ed i dadi alle loro estremità.
Capitolo 9
Figura 9.8 Particolare dei nodi di estremità dopo il posizionamento delle barre diagonali.
Figura 9.9 Particolare del nodo superiore intermedio dopo l’inserimento delle barre diagonali.
Ai vertici dei pannelli triangolari in vetro vengono incollate le lamine in alluminio e vengono posizionati gli elementi a C necessari per vincolare i pannelli triangolari ai pannelli rettangolari.
Figura 9.10 Pannello triangolare con l’alluminio ai vertici e con l’elemento a C per il collegamento al pannello rettangolare, e pannello triangolare senza l’elemento a C.
I pannelli triangolari vengono calati all’interno dei nodi disposti sul piano di lavoro.
Capitolo 9
Figura 9.12 Vista d’insieme dopo il posizionamento dei pannelli triangolari.
Figura 9.13 Particolare del nodo intermedio superiore dopo il posizionamento dei pannelli triangolari.
Dopo aver posizionato i pannelli triangolari:
• vengono fissati ai nuclei metallici i piatti di chiusura interni;
• vengono posizionati gli elementi metallici a C necessari per vincolare i pannelli rettangolari ai pannelli triangolari;
• vengono inserite nei nodi superiori le 3 barre longitudinali superiori e vengono unite mediante i dadi di accoppiamento in modo da formare un’unica barra longitudinale continua ed infine vengono posizionati i dadi alle estremità delle barre longitudinali.
In modo analogo vengono inserite le 3 barre longitudinali nei nodi inferiori, vengono unite mediante dado di accoppiamento ed infine vengono applicati i dadi alle estremità.
Per ultimi vengono serrati i dadi di estremità delle barre longitudinali e delle barre diagonali.
Figura 9.14 Particolare dei nodi di estremità dopo il posizionamento delle barre longitudinali e dei piatti di chiusura interni.
9.1.2 Fase “2”: introduzione dei pannelli rettangolari in vetro
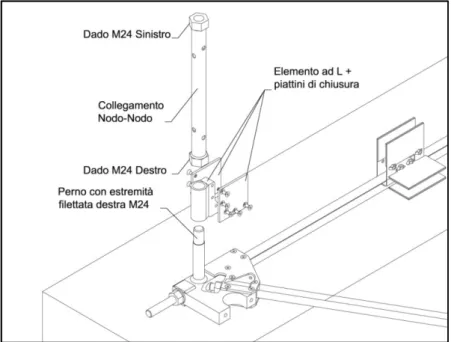
La prima operazione di questa fase è il posizionamento degli elementi a forma di L sui nodi superiori che vengono infilati nei perni ortogonali al piano medio formando delle cerniere cilindriche, contemporaneamente vengono avvitati i piattini di chiusura laterali all’elemento ad L senza serrarli completamente.
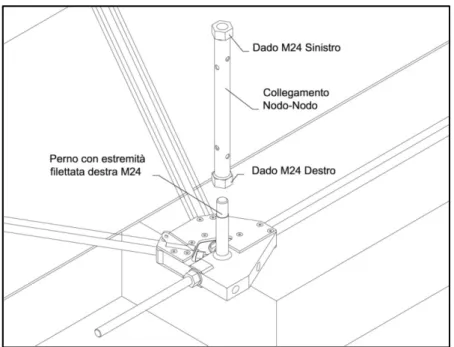
Dopo aver realizzato le cerniere, all’estremità filettata del perno viene avvitato l’elemento di collegamento nodo-nodo. Ogni elemento di collegamento nodo– nodo è costituito da un profilato circolare cavo alle cui estremità sono saldati due dadi aventi filettatura opposta, uno destro e l’altro sinistro.
Capitolo 9
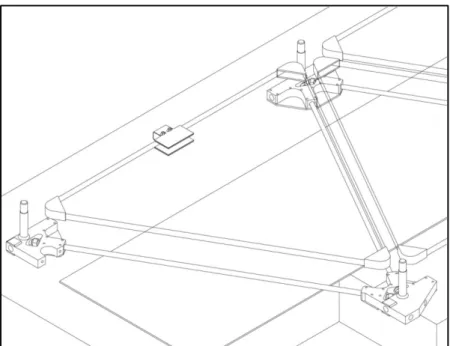
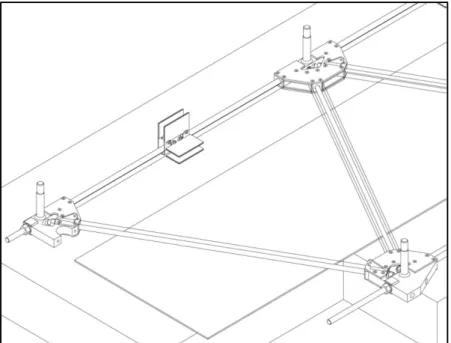
Figura 9.15 Posizionamento degli elementi ad L e degli elementi di collegamento nodo-nodo.
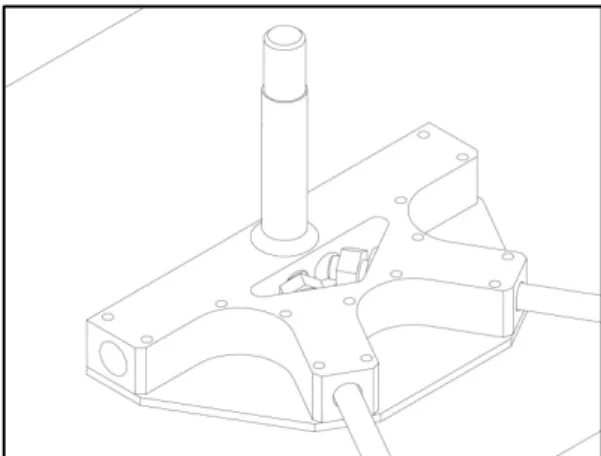
Figura 9.16 Nodo superiore di estremità: realizzazione della cerniera cilindrica e posizionamento dell’elemento di collegamento nodo-nodo.
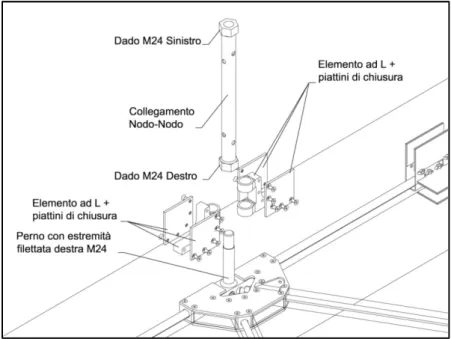
Figura 9.17 Nodo superiore intermedio: realizzazione della cerniera cilindrica e posizionamento dell’elemento di collegamento nodo-nodo.
Figura 9.18 Nodo inferiore di estremità: posizionamento dell’elemento di collegamento nodo-nodo.
Capitolo 9
Figura 9.19 Nodo inferiore intermedio: posizionamento dell’elemento di collegamento nodo-nodo.
Prima di posizionare i pannelli rettangolari viene incollato ai loro vertici l’alluminio di interposizione e viene infilato, nella mezzeria del lato maggiore libero del pannello, l’elemento a C necessario per collegare il pannello rettangolare a quello triangolare.
Figura 9.20 Pannello rettangolare con l’alluminio ai vertici e l’elemento a C per il collegamento al pannello triangolare.
Dopo aver avvitato gli elementi di collegamento nodo-nodo ai perni, vengono posizionati i pannelli rettangolari e vengono fissati i piattini di chiusura laterale degli elementi ad L.
Capitolo 9
9.1.3 Fase “3”: posizionamento del secondo piano vetrato laterale
Il secondo piano vetrato laterale presenta i nodi metallici dotati di perno con filettatura sinistra.La prima operazione consiste nel posizionare gli elementi ad L ed i rispettivi piattini laterali di chiusura in corrispondenza dei vertici liberi dei pannelli rettangolari.
Il posizionamento dei nodi metallici viene effettuato dopo aver avvitato i piatti di chiusura interni al nucleo centrale dei nodi.
Figura 9.23 Posizionamento dei nodi del secondo piano vetrato laterale.
I nodi, privi di piatti di chiusura esterni, vengono avvitati ai dadi di estremità degli elementi di collegamento nodo-nodo. Il loro avvitamento avviene per rotazione del nodo sull’elemento di collegamento e/o rotazione dell’elemento di collegamento mantenendo fermi i nodi.
Questo è possibile grazie alle filettature opposte presenti alle estremità degli elementi di collegamento che permettono, in funzione del verso di rotazione, di avvicinare o allontanare contemporaneamente i nodi metallici connessi.
Figura 9.24 Particolare del posizionamento del nodo superiore di estremità.
Capitolo 9
Figura 9.26 Particolare del posizionamento del nodo inferiore di estremità.
Dopo aver posizionato i nodi metallici, ancora privi di piatto di chiusura esterno, vengono montati i tiranti metallici costituenti i diaframmi trasversali e vengono inserite le barre diagonali con i rispettivi dadi alle estremità.
Figura 9.28 Vista d’insieme dopo il posizionamento delle barre diagonali e dei diaframmi trasversali.
Capitolo 9
Vengono infine posizionati, nel seguente ordine, le barre longitudinali inferiori, i pannelli triangolari, le barre longitudinali superiori ed infine i piatti di chiusura esterni dei nodi.
Figura 9.30 Particolare dei nodi di estremità dopo il posizionamento dei pannelli triangolari.
Intervenendo sugli elementi di collegamento, avvitati alle loro estremità a perni aventi filettature opposte viene introdotta una precompressione trasversale sui pannelli rettangolari e viene realizzata una perfetta orizzontalità del piano vetrato. Come già osservato, le filettature opposte permettono, in funzione del verso di rotazione, di avvicinare o allontanare contemporaneamente i nodi metallici.
9.1.4 Fase “4”: presollecitazione
L’applicazione della presollecitazione alla trave, ossia il pretensionamento del sistema di tiranti longitudinali e diagonali in barre viene effettuata mediante chiave dinamometrica e martinetto idraulico. In questo modo:
• barre longitudinali superiori: chiave dinamometrica; • barre diagonali: chiave dinamometrica; • barre longitudinali inferiori: martinetto idraulico.
L’applicazione del tiro alle 2 barre longitudinali inferiori viene effettuata contemporaneamente mediante l’impiego di un solo martinetto idraulico.
Figura 9.31 Martinetto idraulico.
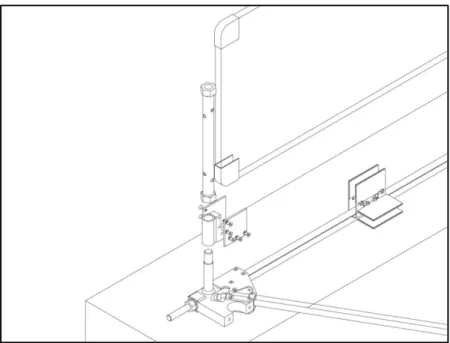
Lo schema e gli elementi necessari per pretendere le barre longitudinali inferiori è illustrato nelle figure seguenti.
Figura 9.32 Modalità di posizionamento del martinetto idraulico e degli altri elementi necessari per pretendere le barre longitudinali inferiori.
Capitolo 9
Figura 9.33 Pretensione delle barre longitudinali inferiori.
I traversi necessari per tesare le barre inferiori sono stati dimensionati e verificati considerando una spinta massima trasmessa dal martinetto pari a 110kN.
Dopo aver presollecitato la trave vengono inserite e serrate le viti M10 senza testa con cava esagonale ed estremità piana smussata che bloccano/limitano lo scorrimento delle barre longitudinali all’interno di tutti i nodi intermedi.
Figura 9.34 Inserimento e serraggio delle viti M10 senza testa con cava esagonale ed estremità piana smussata.
9.1.5 Fase “5”: rotazione della trave e messa in opera
La trave viene ruotata di 90° e dopo aver fissato il collegamento tra pannelli triangolari e pannelli rettangolari viene posizionata sugli appoggi.
Figura 9.35 Fissaggio del collegamento pannello triangolare – pannello rettangolare.