La gestione delle misure di portata
5.1 Descrizione generale del progetto
5.1.1 Introduzione
Il programma, realizzato con LabVIEW 7.1 della National Instru-ments, permette di gestire la misura della portata degli iniettori. E’ possibile controllare, automaticamente, la misura di portata d’ogni singolo iniettore e calcolare il valor medio e la deviazione standard delle misure fatte.
5.1.2 Specifiche del progetto
Le specifiche tecniche del progetto sono le seguenti:
1. Controllo diretto dell’apertura e della chiusura di tutte le elettrovalvo-le contemporaneamente.
2. Controllo diretto dell’apertura e della chiusura dell’elettrovalvola principale.
3. Passaggio dei parametri di prova per il test ed elaborazione dati. 4. Selezione dei recipienti utilizzati nella misura.
5. Memorizzazione su file, in formato Microsoft Excel, dei dati misurati. 6. Calcolo di valor medio e deviazione standard delle misure fatte e
7. Visualizzazione del tempo trascorso per ogni apertura dell’elettrovalvole.
5.1.3 Valore dei parametri
Nella tabella sono mostrati i valori dei parametri regolabili dall’utente.
Range Parametro
Min Max
Default Step Unità di misura
Pressione 0 120 0 1 bar
Portata Statica 0 20 0 0.1 g/s
Numero iniettori 1 7 1 1
Numero iniezioni 0 10000 0 100
Tempo d’iniezione 0 10 0 0.1 ms
Tempo d’apertura delle EV 0 180 180 10 s
5.2 Diagramma di flusso
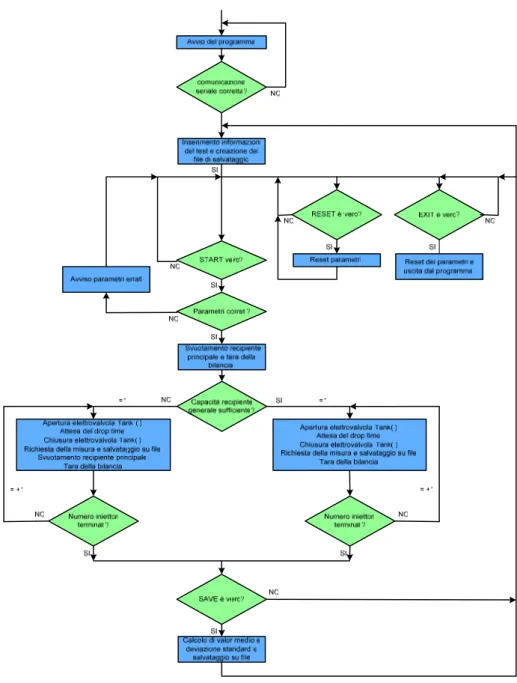
In figura è riportato il diagramma di flusso del programma, con i vari passi che deve svolgere durante la misura. All’avvio è eseguito un test di comunicazione, tra il modulo ISI e il personal computer. In caso di test nega-tivo il programma si arresta, rimandando a video un messaggio d’errore. In caso affermativo il programma resta nell’attesa della seconda fase, la misura. In questo momento d’attesa, l’utente deve inserire i parametri della misura (portata statica, numero iniettori, numero iniezioni ecc…), i numeri di serie degli iniettori e del rail, quali recipienti utilizzare per la misura. Prima di av-viare la misura, l’utente deve anche creare il file dove salvare le misure e le informazioni del componente sotto test.
Figura 1 – Diagramma di flusso
Dopo tutta questa serie d’informazioni, si può procedere alla misura, a questo punto il programma, avviato tramite START, effettua due test, il primo è un semplice test per controllare che l’utente abbia inserito in modo corretto i parametri della misura, porta statica, numero di iniettori, numero di iniezione ecc…, Il secondo test è sul volume del recipiente principale. Que-sto test è fondamentale per la scelta della strategia di misura; se il recipiente
principale non riesce a contenere il fluido di tutti i singoli recipienti è svuo-tato dopo ogni singola misura, in caso contrario viene svuosvuo-tato solo al termi-ne di tutte le misure. Alla fitermi-ne di tutte le misure c’è la possibilità di salvare, calcolando il valor medio e la deviazione standard, quanto misura sul file de-finito all’inizio. A questo punto si può iniziare una nuova misura oppure terminare chiudendo il programma, che procederà allo svuotamento del reci-piente principale. Tutte queste operazioni sono svolte da singole SubVI de-scritte in seguito.
5.3 L’interfaccia grafica
Il programma si presenta all’utente con l’interfaccia di figura 2.
Figura 2 –L’interfaccia grafica
5.3.1 Descrizione dei controlli
I controlli presenti sono di due tipi, la definizione dei parametri d’niezione e il selezionatore dei recipienti utilizzati per misurare la quantità
i-Parametri funzionali dell’iniezio ne. Controllo manuale delle elettrovalvole. Identifica-zione del componen-te in fase di test. Comandi programma Start, stop e salvataggio dati.
niettata. Nella tabella seguente, sono descritti i controlli dei parametri d’i-niezione che l’utente può inserire da programma.
Controllo Descrizione
Definizione della pressione di funzionamento in bar.
Definizione del numero d’iniettori.
Definizione del numero d’iniezioni.
Definizione del tempo d’iniezione in ms.
Definizione della portata statica in g/s.
Nella tabella seguente, è mostrato il controllo dei recipienti. Controllo Descrizione Tank 1 Tank 2 Tank 3 Tank 4 Tank 5 Tank 6 Tank 7 Tank 8 TANKS Configuration
Selezionatore dei recipienti utilizzati nella misura.
5.3.2 Descrizione dei comandi
I comandi presenti sono descritti di seguito.
Comando Descrizione Comando Descrizione
Avvio della misura. Azzeramento del contatore
di misure1 fatte.
Uscita dal programma.
Chiusura
dell’elettrovalvola prin-cipale.
Salvataggio del valor me-dio e della dev. stand. in
un file.
Apertura
dell’elettrovalvola prin-cipale.
Creazione del file di sal-vataggio.
Chiusura di tutte le elet-trovalvole. Azzeramento dei
parame-tri.
Apertura di tutte le elet-trovalvole.
1
ATTENZIONE: il contatore di misure è importante al fine di calcolare il valor medio e la deviazione
5.3.3 La visualizzazione
Di seguito sono descritti i visualizzatori presenti nell’interfaccia uten-te del programma.
Visualizzatore Descrizione
Visualizzatore del tem-po trascorso dall’apertura di
un’e-lettrovalvola. Spie d’apertura delle
varie elettrovalvole. Visualizzatore del nu-mero di misura in corso.
Visualizzatore del nu-mero di serie del
modu-lo ISI.
Visualizzatore della porta di comunicazione. 5.3.4 Descrizione del modulo di rintracciabilità del
compo-nente in fase di test
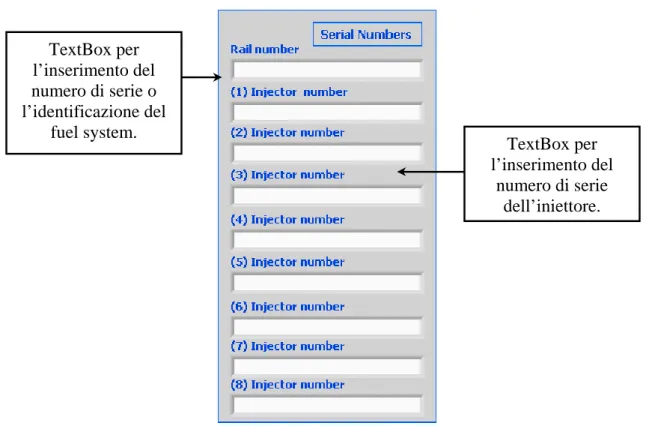
Questo modulo permette l’inserimento dei numeri di serie degli iniet-tori e del rail, utilizzati durante la misura. Questi dati sono importanti, per-ché sono memorizzati, se presenti, direttamente nel file di salvataggio delle misure. Il modulo è mostrato di seguito
Figura 3 – Modulo di inserimento dei numeri di serie TextBox per l’inserimento del numero di serie o l’identificazione del fuel system. TextBox per l’inserimento del numero di serie dell’iniettore.
5.4 Funzionamento del programma
Da programma è possibile, tramite i comandi ON/OFF aprire e chiude-re tutte le elettrovalvole per lo svuotamento complessivo del sistema. E’ i-noltre possibile, tramite i comandi ON EV/OFF EV, aprire e chiudere l’elettrovalvola principale anche durante le iniezioni. Questa funzionalità permette di velocizzare il tempo complessivo del ciclo di misura. E', infatti, possibile procedere all’iniezione nei vari recipienti e parallelamente svuotare il principale.
5.4.1 Procedura di misura
1. Inserire i numeri seriali del rail e dei vari iniettori nelle apposite te-xtbox del modulo Serial Number del programma.
2. Impostare i parametri d’iniezione.
3. Selezionare i recipienti utilizzati nella misura dal pannello Tanks con-figuration del programma.
4. Creare il file, per salvare le misure, tramite il comando New file. 5. Avviare la misura tramite il comando START.
6. Ripetere le misure, con le stesse impostazioni, tramite il pulsante START.
7. Calcolare il valor medio e la deviazione standard tramite il pulsante SAVE.
8. Uscire dalla misura tramite il pulsante EXIT.
E’ possibile fare misure con parametri differenti, senza uscire dal pro-gramma, ma semplicemente impostando i nuovi parametri d’iniezione e cre-ando un nuovo file di memorizzazione.
5.5 Descrizione generale del codice LabVIEW
Il programma è strutturato su sei Stacked Sequenze, nella prima si ha la verifica della comunicazione seriale computer – bilancia, nella seconda c’è l’intera sequenza di misura. Nelle restanti sequenze il programma apre l’elettrovalvola principale, attende il tempo necessario allo svuotamento (9 minuti) e chiude l’elettrovalvola principale e il programma. Una descrizione dettagliata del programma è data dal diagramma di flusso di figura 2. Nel programma principale, sono presenti un gran numero di SubVI, questo rende maggiormente leggibile il programma nel suo complesso e facilmente
ag-giornabile a nuove situazioni. Di seguito è data una descrizione delle varie SubVI presenti.
5.6 Descrizione delle SubVI
Nella seguente tabella sono mostrate le icone e descritte le SubVI pre-senti nel programma.
Icona Descrizione Icona Descrizione
Richiesta del numero se-riale dell’ISI.
Chiusura di tutte le elettrovalvo-le
Emissione di un Beep
dal-la bidal-lancia. Crea un nuovo file Tara della bilancia. Scrittura in un file. Richiesta di misura dalla
bilancia.
Comunicazione seriale con il modulo ISI.
Sblocco della tastiera del modulo ISI.
Accensione della spia led dell’e-lettrovalvola aperta. Blocco della tastiera del
modulo ISI.
Convertitore della misura da g a mg/stroke.
Test dei parametri d’i-niezione.
Controllo apertura delle elettro-valvole singolarmente. Test del recipiente
princi-pale.
Apertura di tutte le elettrovalvo-le.
Calcolo e scrittura in un file del valor medio.
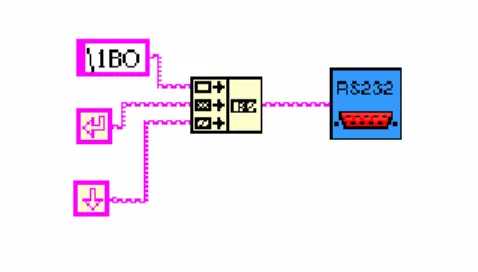
Calcolo e scrittura in un file del-la deviazione standard. 5.6.1 Comunicazione seriale
Figura 4 –La comunicazione seriale.
La SubVI apre una sessione VISA per la porta COM3 e la configura, secondo il protocollo visto nel capitolo 2. In seguito scrive sulla porta quanto specificato nel WRITE BUFFER, dopo 300 ms di attesa legge quanto ricevu-to dalla periferica e chiude la sessione VISA.
5.6.2 Test del recipiente principale
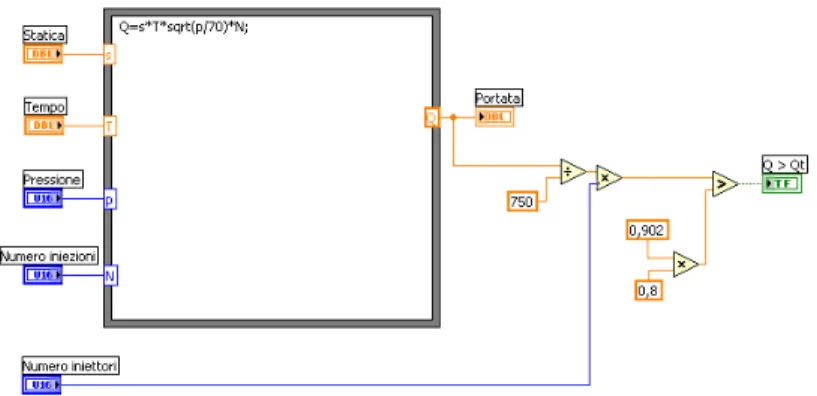
La SubVI per controllare se il volume del recipiente principale è suffi-ciente per contenere il volume complessivo dei contenitori, Tank(i) è mostra-ta di seguito.
La SubVI riceve in ingresso i parametri Portata Statica, Pressione, Numero iniezioni, Tempo d’iniezione e Numero iniettori. Un’approssima-zione in grammi della quantità di fluido presente nei recipienti Tank(i) sotto l’iniettori è data da:
70 p Q=⎛⎜⎜s T⋅ ⋅ ⎞⎟⎟⋅N
⎝ ⎠ (Equazione 1)
Dove:
s = Portata Statica dell’iniettore; T = Tempo d’iniezione; p =
Pressio-ne; N =Numero Iniezioni; 70 = Pressione di riferimento della portata statica
in bar.
La portata, riferita alla massa, è divisa per la densità del fluido (750
g/l) e moltiplicata per il numero d’iniettori, per avere una stima del volume
complessivo da misurare. Per maggiore sicurezza, l’80% di questo ultimo è
confrontato con il volume del recipiente principale (0.902 l).
750 grammi grammi litro Q Q Q ρ = = (Equazione 2)
totale litro inj
V =Q ⋅N (Equazione 3)
Dove Ninj = Numero Iniettori, ρ = Densità.
Il risultato del test permette al programma di decidere tra due
0.8
totale recipiente
V > ⋅V , oppure svuotarlo alla fine di tutte le misure se
.
0.8
totale recipiente
V < ⋅V
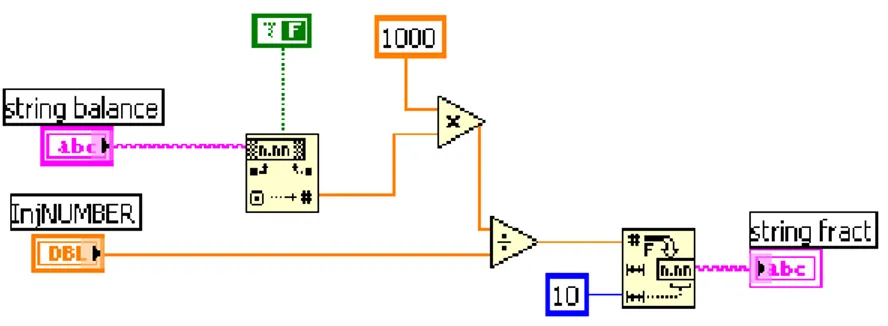
5.6.3 Convertitore della misura
La misura della bilancia è espressa in grammi. La SubVI, converte la
misura da grammi (g) a mg/numero iniezioni (mg/stroke).
Figura 6 – Convertitore di misura
Il risultato di questa SubVI è scritto nel file di salvataggio delle
misu-re fatte.
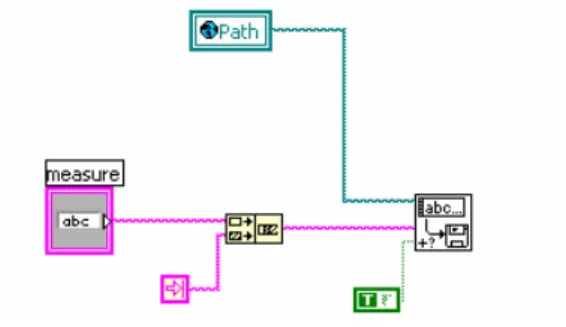
5.6.4 Scrittura sul file
La SubVI seguente, scrive quanto calcolato dalla SubVI precedente
Figura 7 – Scrittura in un file.
5.6.5 Comandi della bilancia
Nelle figure seguenti sono mostrate le SubVI per comandare la
bilan-cia nelle varie funzioni.
Figura 8 – Richiesta d’emissione di un beep.
Figura 10 – Richiesta di sblocco della tastiera del modulo ISI
Figura 11 – Richiesta di blocco della tastiera del modulo ISI
Figura 12 – Richiesta di misura della bilancia.
5.6.6 Apertura di tutte le elettrovalvole
La SubVI seguente, comanda l’apertura delle elettrovalvole del
siste-ma.
Figura 14 – Apertura delle elettrovalvole del sistema.
5.6.7 Chiusura delle elettrovalvole
La SubVI seguente, comanda la chiusura delle elettrovalvole del
si-stema.
Figura 15 – Chiusura delle elettrovalvole del sistema.
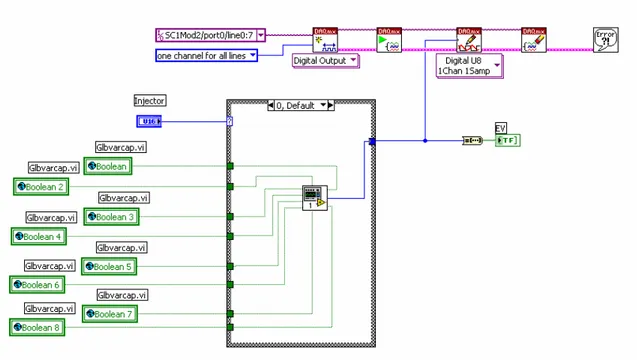
5.6.8 Controllo delle singole elettrovalvole
La SubVI seguente, controlla, in base al numero inserito in ingresso
Figura 16 – Controllo dell’apertura delle singole elettrovalvole
La SubVI seleziona utilizzando un’altra SubVI, l’elettrovalvola da
a-prire. Il numero d’iniettore (Injector) seleziona la SubVI interna. A sua volta,
leggendo i checkbox di selezione dei recipienti, individua l’elettrovalvola
corretta da aprire.
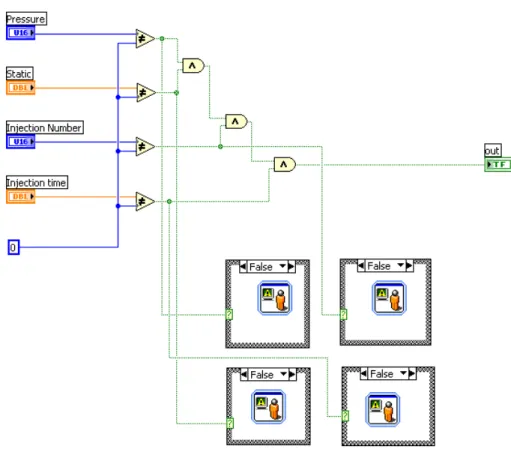
5.6.9 Test dei parametri d’iniezione
La seguente SubVI esegue un semplice controllo sui parametri
d’iniezione. La funzione verifica che i parametri pressione, statica, tempo
d’iniezione e numero di iniezioni siano diversi da zero, in caso affermativo
consente l’avvio della misura altrimenti blocca l’esecuzione del programma
emettendo un messaggio dove viene specificato l’errore e il parametro
Figura 17 – SubVI per la verifica dei parametri d’iniezione
5.7 Verifica del programma e risultati
La verifica del programma è stata fatta direttamente sul banco di
pro-va, con un sistema d’iniezione benzina da testare. Il sistema in questione è
Regolatore di pressione Pompa ad alta pressione Rail e iniettori Sensore di pressione
Figura 18 – Banco di prova
Le condizioni di lavoro studiate sono due:
Parametro Condizione 1 Condizione 2
Pressione 120 bar 50 bar
Statica 9 g/s 9 g/s
Numero iniettori 4 4
Numero iniezioni 1000 6000
Drop Time 180 s 180 s
Tempo d’iniezione 5 ms 0,6 ms
La misura è stata ripetuta tre volte per ogni condizione. Secondo le
specifiche Siemens utilizzando come fluido l’eptano, nella prima condizione
ho 66 mg/stroke ± 4% nella seconda condizione 6.1 mg/stroke ± 4%. Durante la prova, il controllo della velocità del motore Baldor è stato fatto con il
I test di misura hanno dato come risultato i seguenti file:
Figura 19 – Risultato dei test
Dalla figura 18 è possibile vedere come il programma ha
correttamen-te costruito il file in formato Microsoft Excel, ha salvato in modo corretto le
misure provenienti dalla bilancia, fatte su ogni iniettore, ha scritto i numeri
seriali dei singoli iniettori e del rail ed infine a calcolato il valor medio e le
deviazione standard dei valori misurati per ogni iniettore.
I valori presenti nei file sono espressi in mg/stroke e rientrano
nell’intervallo dei valori dati come specifica Siemens. Si consideri che il
fluido utilizzato durante nel prove è exxol e non l’eptano come da specifica
quindi le caratteristiche chimico-fisiche pur essendo simili non sono uguali.
Un’altra verifica è stata fatta con i seguenti parametri:
Parametro Valore Parametro Valore
Pressione 120 bar Numero iniezioni 4000
Statica 10 g/s Drop Time 180 s
Numero iniettori 6 Tempo d’iniezione 10 ms
Calcolando la portata teorica del recipiente principale, si osserva,
co-me la quantità iniettata complessivaco-mente è superiore alle possibilità del
re-cipiente. 3 120 10 10 10 4000 70 70 0.8 6 4.19 0.902 750 litri inj p s T N V N ρ − ⎛ ⎞ ⎛ ⎞ ⋅ ⋅ ⋅ ⋅ ⋅ ⋅ ⎜ ⎟ ⎜ ⎟ ⎝ ⎠ ⎝ ⎠ = ⋅ ⋅ = ⋅ ⋅ = >
In questo caso il programma deve, dopo la misura d’ogni singolo
i-niettore, svuotare il recipiente principale. In fase di test accade