I materiali ed i trattamenti superficiali raccomandati
Nella presente appendice si riporta un elenco dei materiali raccomandati per la realizzazione di un impianto d’immagazzinamento e di manipolazione del perossido d’idrogeno. Successivamente si illustrano i trattamenti superficiali che dovrebbero essere eseguiti su tutti i componenti in acciaio ed in plastica che vengono in contatto col perossido d’idrogeno.
C.1
I materiali raccomandati
I materiali che risultano compatibili col perossido d’idrogeno e che possono essere utilizzati per la costruzione dei componenti di un impianto possono classificarsi sulla base del loro effetto sulla riduzione di concentrazione del perossido d’idrogeno immagazzinato. Il perossido d’idrogeno, soprattutto se ad alte concentrazioni, si decompone lentamente ma continuamente all’interno del serbatoio a causa dell’attività catalitica eterogenea della superficie del serbatoio stesso e tutto ciò produce una riduzione della concentrazione. Per questo motivo i materiali sono classificati sulla base della loro azione sulla concentrazione del perossido d’idrogeno in quattro classi, di seguito definite.
• Classe I : materiali completamente compatibili col perossido d’idrogeno e adatti per un
contatto prolungato nel tempo.
• Classe II : materiali adatti per contatti ripetuti di breve periodo prima del completo uso
del perossido d’idrogeno. Il tempo di contatto non dovrebbe superare le quattro ore ad una temperatura di 71◦C o una settimana per un temperatura di 21 ◦C.
• Classe III : materiali adatti solo per un breve contatto col perossido d’idrogeno. • Classe IV : materiali incompatibili col perossido d’idrogeno.
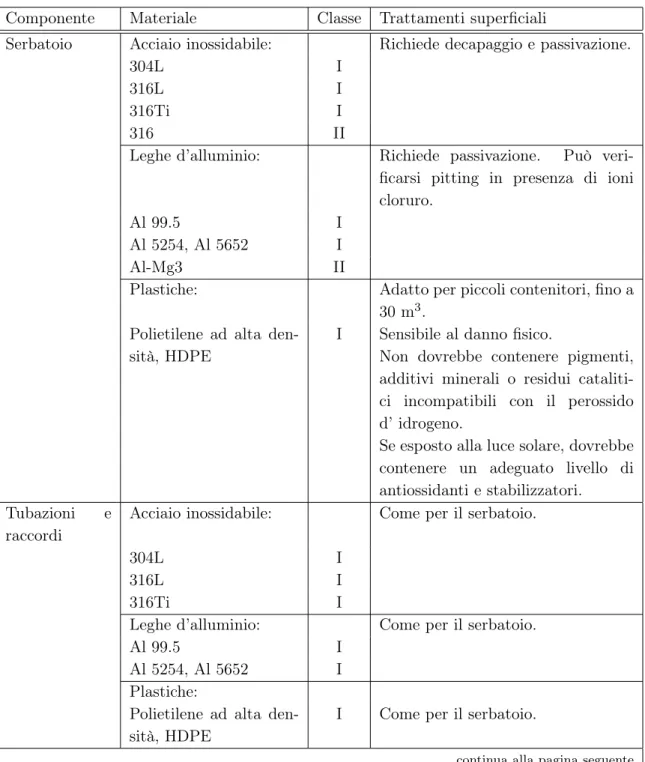
Nella tabella C.1 si riporta un elenco dei materiali consigliati per i diversi componenti del-l’ impianto, definendone la classe di appartenenze e indicando i trattamenti superficiali consigliati.
Tabella C.1: Elenco dei materiali raccomandati per i componenti dell’impianto d’immagazzinamento e manipolazione del perossido d’idrogeno.
Componente Materiale Classe Trattamenti superficiali
Serbatoio Acciaio inossidabile: Richiede decapaggio e passivazione.
304L I
316L I
316Ti I
316 II
Leghe d’alluminio: Richiede passivazione. Può veri-ficarsi pitting in presenza di ioni cloruro.
Al 99.5 I
Al 5254, Al 5652 I
Al-Mg3 II
Plastiche: Adatto per piccoli contenitori, fino a
30 m3. Polietilene ad alta
den-sità, HDPE
I Sensibile al danno fisico.
Non dovrebbe contenere pigmenti, additivi minerali o residui cataliti-ci incompatibili con il perossido d’ idrogeno.
Se esposto alla luce solare, dovrebbe contenere un adeguato livello di antiossidanti e stabilizzatori.
Tubazioni e raccordi
Acciaio inossidabile: Come per il serbatoio.
304L I
316L I
316Ti I
Leghe d’alluminio: Come per il serbatoio.
Al 99.5 I
Al 5254, Al 5652 I
Plastiche:
continua dalla pagina precedente
Componente Materiale Classe Trattamenti superficiali
Cloruro di polivinile, PVC
II Intrinsecamente fragile, richiede protezione dagli impatti e cura nell’ installazione. Polivinildenfluoruro, PVDF II Politetrafluoroetilene, PTFE I Pompe e val-vole
Acciaio inossidabile: Come per il serbatoio.
304L II
316 I
316Ti I
Plastiche: Come per le tubazioni.
Polietilene ad alta den-sità, HDPE I Cloruro di polivinile, PVC II Polivinildenfluoruro, PVDF II Politetrafluoroetilene, PTFE I Guarnizioni Politetrafluoroetilene massiccio I Politetrafluoroetilene espanso I Politetrafluoroetilene
rinforzato con vetro
I
Tubi flessibili Acciaio inossidabile: Ha eccellente resistenza chimica ma tende ad essere soggetto a fatica. Non raccomandato per grossi tubi flessibili.
304L I
316L I
Plastiche:
Polietilene, PE I
Cloruro di polivinile rin-forzato, PVC
II
continua dalla pagina precedente
Componente Materiale Classe Trattamenti superficiali
Politetrafluoroetilene, PTFE
I Bulloni Acciaio inossidabile o
rivestiti in cadmio
Per impedire l’arrugginirsi. Pozzetti per
termocoppia
Acciaio inossidabile
C.2
I trattamenti superficiali
In questa sezione si indicano i trattamenti superficiali che dovrebbero essere applicati a tutti i componenti dell’impianto in acciaio inossidabile o in plastica. I seguenti trattamenti non si applicano ai componenti in alluminio o in altro materiale ma conviene rivolgersi al produttore del perossido d’idrogeno.
C.2.1 Trattamenti superficiali per l’acciaio inossidabile
Gli acciai inossidabili, per effetto dell’ossigeno atmosferico, si coprono di uno strato passivo che fornisce una buona resistenza alla corrosione. Gli strati di ossidi ed i residui della saldatura, della ricottura e della fabbricazione non sono degli strati passivi ed abbassano la resistenza chimica dell’acciaio e quindi devono essere rimossi. La resistenza chimica è ridotta anche da inclusioni di materiale estraneo, da graffi o da altri danni meccanici.
I trattamenti superficiali devono essere eseguiti prima di riempire l’impianto con il perossido d’ idrogeno ed è necessario accertarsi che non si abbia nessuna contaminazione dopo i trattamenti.
I trattamenti superficiali da eseguire sono di seguito brevemente illustrati.
• Degrassaggio: si esegue tramite spruzzamento o completa immersione in un fluido solvente
basato su acido fosforico o su un detergente.
• Decapaggio: si cerca di rimuovere lo strato superficiale del metallo. Il trattamento viene
eseguito tramite spruzzamento o immersione completa in una soluzione fluoro-nitrica. Soluzioni con un contenuto in ferro superiore agli 8 g/L non dovrebbero essere usate. La temperatura di decapaggio non deve superare i 50 ◦C; in generale, è sufficiente la tem-peratura ambiente. La massima durata del trattamento deve essere stabilita in modo che non si abbia degradazione della superficie metallica.
• Risciacquo: deve essere eseguito a temperatura ambiente con acqua demineralizzata od
acqua potabile, utilizzando un getto idro-pneumatico. Quando il pH del liquido di scarico è lo stesso dell’acqua non ancora impiegata, l’operazione può dirsi terminata.
Prima di riempire e di utilizzare l’impianto con perossido d’idrogeno ad alte concentrazioni, l’impianto dovrebbe essere ispezionato e controllato da un produttore di perossido d’idrogeno. E’ inoltre pratica comune testare l’impianto con perossido d’idrogeno diluito.
C.3
Trattamenti superficiali per le plastiche
E’ necessario ispezionare visivamente le superfici interne dei componenti e rimuovere ogni materiale estraneo aderente alle plastiche. Bisogna poi lavare con soluzione acquosa calda (circa 50 ◦C) di detergente. Dopo questo lavaggio, i componenti dovrebbero essere risciacquati con acqua demineralizzata.