1 L’IDROLIZZATO PROTEICO
1.1
P
RODUZIONE
1.1.1
S
CARNATURA
Il processo di scarnatura è quell’operazione del ciclo conciario in cui si asporta i residui carnosi e le parti grasse dal lato carne della pelle, uguagliando lo spessore della stessa. Si effettua immediatamente a valle della fase di calcinaio perché sulla pelle gonfia, così come la si ottiene dopo il calcinaio, il processo di scarnatura è più semplice e sollecita meno le fibre del collagene. Da questa lavorazione si ottiene la pelle cosiddetta “scarnata”, che viene inviata alle successive lavorazioni, ed uno scarto denominato “carniccio” ricco in proteine (principalmente collagene) e grassi (Tab. 1.2.1).
Tabella 1.1.1.1: Composizione chimica del tessuto sottocutaneo di una pelle bovina
g/kg massa totale g/kg massa secca
Acqua Proteine Grassi Ceneri Polisaccaridi
750-870 350-600 100-350 50-70 100-140
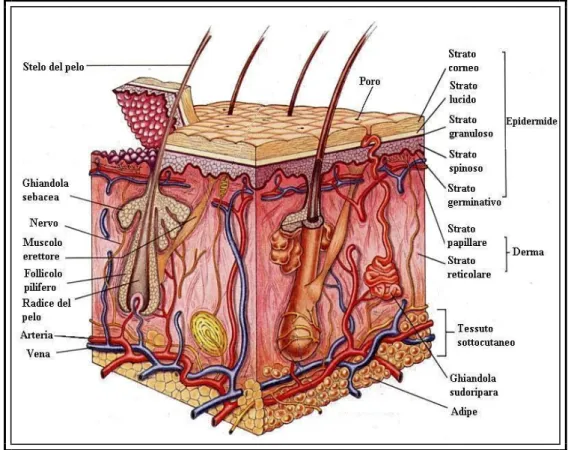
Tale carniccio proviene dal tessuto sottocutaneo della pelle (Fig. 1.2.1.1) la cui funzione è quella di ancorare la pelle (derma) al corpo dell’animale. Tale tessuto sottocutaneo è per lo più formato da grassi e da fibre di collagene piuttosto rilassate e degradate e può essere rimosso dal derma solo mediante asportazione meccanica in quanto una degradazione chimica del tessuto sottocutaneo non è possibile senza danneggiare anche il derma essendo entrambi costituiti da collagene.
Figura 1.1.1.1. Struttura della pelle
La scarnatura viene realizzata tramite la cosiddetta macchina “scarnatrice” (fleshing machine). Questa macchina (Fig. 1.1.1.2) è costituita da uno o più cilindri trasportatori in acciaio, che sono provvisti di scanalature, in genere ad eliche incrociate, per favorire il trascinamento delle pelli. Si ha un solo cilindro trasportatore per pelli leggere, mentre se ne hanno due per quelle pesanti.
Fig. 1.1.1.2: Scarnatrice; disposizione dei principali rulli; particolare del cilindro a lame Il sistema trasportatore è in genere a due velocità ed è azionato da apposito motore.
Un cilindro gommato, sul quale viene appoggiata la pelle, viene premuto per mezzo di un pedale contro il cilindro a lame, e contemporaneamente contro i cilindri trasportatori. La posizione del cilindro gommato, rispetto a quello a lame, è regolabile mediante leva o volantino (regolazione dello spessore), per avere una buona scarnatura senza danneggiare il fiore. Nei tipi più recenti la regolazione del cilindro di appoggio viene fatta automaticamente per adeguare il cilindro di lavoro allo spessore della pelle (Fig. 1.1.1.3). A questo punto la pelle risulta essere completamente scarnata e può essere raccolta in un apposito contenitore ed avviata alle lavorazioni successive. Esistono anche macchine operanti in continuo, che permettono di lavorare l’intera pelle in una sola volta, alleviando così il carico di lavoro degli operatori. Sono macchine dotate di grande potenzialità, con spazio utile compreso tra i 1700 e i 3400 mm, e possono lavorare tra le 200 e le 300 pelli bovine in un’ora.Il carniccio derivante da questa operazione viene quindi allontanato dal reparto di lavorazione o tramite apposite pompe aventi dimensioni ridotte (mm 2100×600×600) ma dotate di elevata capacità di portata (fino a 150 tn/hr), oppure attraverso un sistema di nastri trasportatori [1].
Figura 1.1.1.3: Principio di funzionamento di una scarnatrice
La destinazione finale del carniccio è rappresentata da delle vasche di raccolta che vengono periodicamente svuotate ( Fig. 1.1.1.4 ).
Il carniccio che si ottiene è costituito prevalentemente da tessuto sottocutaneo (ricco in collagene), da grassi e naturalmente da una gran quantità di sali che sono rimasti nella pelle a causa delle lavorazioni precedenti.
1.1.2
P
RODUZIONE DELL
’
IDROLIZZATO
Il carniccio viene prelevato dalle vasche e portato sul sito dell’azienda produttrice ovvero l’impianto consortile centralizzato S.G.S. S.p.A. Qui subisce la lavorazione per l’ottenimento dell’idrolizzato proteico.
Il ciclo di lavorazione comporta le seguenti fasi:
• Idrolisi alcalina delle proteine contenute nel carniccio; • Sgrassamento;
• Depurazione e concentrazione in evaporatori a multiplo effetto.
In particolare il carniccio viene macinato ed idrolizzato a 70-80°C a pH basico: trascorse di alcune ore, la fase grassa saponificata, meno densa, viene sfiorata dalla superficie mentre la fase proteica viene recuperata dal fondo del separatore.
Successivamente la fase grassa viene acidificata allo scopo di spostare l’equilibrio alterato dalla precedente idrolisi a pH alcalino e favorire quindi la riformazione del grasso.
La fase proteica, invece, viene “grigliata” per eliminare i pezzi più grossolani che non si sono sciolti e successivamente viene sterilizzata a 131°C per 2 ore. Viene in seguito filtrata per eliminare la componente organica insolubile, quindi ossidata per eliminare i solfuri e decalcificata. Infine viene concentrata in un sistema di evaporatori a multiplo effetto.
1.2
C
OMPOSIZIONE E PROPRIETÀ CHIMICO
-
FISICHE
L’ idrolizzato proteico utilizzato in questa sperimentazione viene prodotto nello stabilimento della S.G.S. S.p.a sito in Santa Croce sull’Arno a partire dal cosiddetto “carniccio”, un sottoprodotto della lavorazione del cuoio che si ottiene durante l’operazione di scarnatura delle pelli.
L’idrolizzato proteico si presenta con l’aspetto di un liquido molto viscoso di colore arancio scuro e dall’odore caratteristico.
È costituito principalmente da una frazione proteica di circa il 54%, da una frazione inorganica del 14% e da acqua per la restante parte.
La composizione chimica è riportata in dettaglio nella seguente tabella: Tabella 1.2.1 : Composizione chimica dell’idrolizzato proteico
Descrizione Valore Unità di Misura
Sostanza secca 68 g/100g Ceneri 14 g/100g Azoto ( N ) organico 6.50 g/100g Azoto ( N ) nitrico 0.40 g/100g Azoto ( N ) ureico <0.01 g/100g Azoto ( N ) totale 6.90 g/100g Carbonio ( C ) organico 23.50 g/100g Amminoacidi liberi 7.84 g/100g Amminoacidi totali 54 g/100g Di cui: Acido Aspartico 1.72 g/100g Acido Glutammico 3.94 g/100g Alanina 0.04 g/100g
Descrizione Valore Unità di Misura
Arginina 0.13 g/100g Cisteina+Cistina 0.48 g/100g Fenilalanina 0.08 g/100g Glicina 16.40 g/100g Idrossiprolina 3.09 g/100g Isoleucina 0.01 g/100g Istidina 0.24 g/100g
Descrizione Valore Unità di Misura Leucina 2.37 g/100g Lisina 3.23 g/100g Metionina 4.63 g/100g Prolina 7.32 g/100g Serina 0.01 g/100g Tirosina 0.26 g/100g Treonina 0.13 g/100g Triptofano 0.08 g/100g Valina 0.34 g/100g Zinco <0.05 mg/Kg Nichel <0.05 mg/Kg Mercurio <0.5 mg/Kg Cromo III <0.05 mg/Kg Cromo VI <0.010 mg/Kg Cadmio <0.05 mg/Kg Anidride solforosa 385 mg/Kg Fosforo ( P2O5 ) 33.6 mg/Kg Potassio 853 mg/Kg Calcio ( CaO ) 990 mg/Kg Sodio ( Na) 9.9 g/100g
Descrizione Valore Unità di Misura
Ferro <0.05 mg/Kg
Rame <0.05 mg/Kg
Cloruri ( Cl- ) 6.07
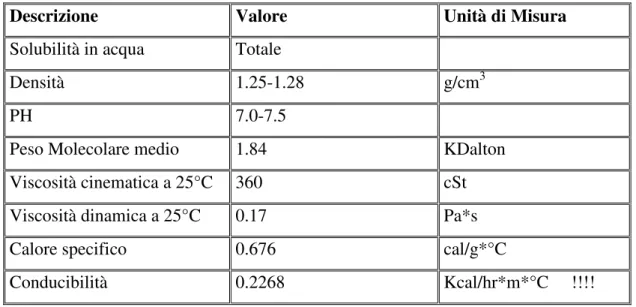
Si riportano anche le proprietà chimico-fisiche :
Tabella 1.2.2 : Proprietà chimico-fisiche dell’idrolizzato proteico
Descrizione Valore Unità di Misura
Solubilità in acqua Totale
Densità 1.25-1.28 g/cm3
PH 7.0-7.5
Peso Molecolare medio 1.84 KDalton
Viscosità cinematica a 25°C 360 cSt
Viscosità dinamica a 25°C 0.17 Pa*s
Calore specifico 0.676 cal/g*°C
Conducibilità 0.2268 Kcal/hr*m*°C !!!!
Le analisi evidenziano che:
• L’ amminoacido presente in maggior quantità è la glicina, come era da aspettarsi vista
l’origine del carniccio. La glicina è infatti il maggior costituente del collagene (1 molecola su 3 ), insieme soprattutto a prolina ed idrossiprolina;
• I grassi, pur presenti nel carniccio, sono assenti nell’idrolizzato in quanto sono stati
separati dalla fase proteica con un apposito trattamento successivo alla idrolisi alcalina;
• La salinità, fortemente legata al processo di preservazione della pelle mediante
salatura, è rappresentata in gran parte da cloruri di sodio e calcio; in particolare la presenza del calcio è legata all’uso di idrossido di calcio durante la fase di calcinaio-depilazione;
• I metalli pesanti sono presenti solo in tracce.
E’ inoltre interessante osservare che la presenza di aminoacidi liberi è da attribuire al fatto che il processo di idrolisi alcalina cui è sottoposto il carniccio è un processo molto aggressivo che provoca la rottura della struttura collagenica causando la formazione di
oligopeptidi e amminoacidi liberi. La presenza di tali amminoacidi liberi si riflette sul peso molecolare medio che risulta essere nettamente inferiore a quello che si avrebbe nel caso in cui nell’idrolizzato fosse presente collagene strutturato.
L’elevata viscosità è invece dovuta al fatto che l’idrolizzato, come tutti i prodotti di origine “organica”, è un composto putrescibile, e quindi per permetterne una più lunga conservazione ed evitare fenomeni di decomposizione durante lo stoccaggio è concentrato in evaporatori a multiplo effetto a valle del processo di idrolisi.
1.3
U
TILIZZAZIONE ATTUALE
L’idrolizzato proteico trova attualmente sbocco nel settore agricolo come concime organico azotato che risulta essere interamente disponibile per le piante sia direttamente (applicazioni fogliari) che in seguito fertirrigazione del terreno.
Nel caso della concimazione fogliare gli amminoacidi assorbiti attraverso gli stomi svolgono un triplice ruolo all'interno della pianta:
• sono un'immediata riserva azotata impiegata direttamente dalla pianta nei
processi di sintesi proteica;
• fungono da catalizzatori dei processi enzimatici;
• hanno una riconosciuta attività di energici fattori di crescita.
Nel caso invece delle applicazioni in fertirrigazione, oltre alla possibilità degli amminoacidi di essere assorbiti direttamente, velocemente ed efficacemente dalle radici e da qui essere trasportati nei siti metabolici attivi dove manifestano le azioni elencate in precedenza, l'uso degli idrolizzati proteici consente di influire sul contenuto di sostanza organica presente e quindi di migliorare la fertilità globale del terreno. Per quanto riguarda i formulati contenenti macro, meso o microelementi l'azione complessante dei polipeptidi e degli amminoacidi liberi mantiene detti elementi in soluzione in una forma metabolica tale da poter essere facilmente assorbiti dalle colture.
In definitiva, gli idrolizzati proteici sono prodotti ad elevato rendimento agronomico, la cui efficacia consente di ridurre le quantità da distribuire ed il cui impiego si traduce in un miglioramento quali-quantitativo delle produzioni, senza acuire i problemi legati all'inquinamento ambientale. Ciò è di particolare interesse nell'agricoltura moderna alla
luce della progressiva riduzione del contenuto di sostanza organica dei suoli, delle direttive europee miranti a ridurre gli input chimici in agricoltura e quindi dell'esigenza di considerare il terreno una risorsa rinnovabile, la cui fertilità deve essere conservata e migliorata nel tempo.
1.4
P
OSSIBILI UTILIZZI ALTERNATIVI
Data l’ingente quantità di carniccio da trattare, valutabile in circa 80000 ton/anno e destinata a crescere di pari passo con lo sviluppo del polo conciario, si ritiene essere obiettivo strategico primario l’individuazione di nuovi campi di riutilizzo.
La domanda del settore agricolo non è infatti sufficiente a garantirne il riutilizzo totale ed è opportuno cautelarsi dall’eventualità che questo sbocco venga precluso, come già avvenuto per il settore zootecnico a partire dal dicembre 2000 a causa delle vicende legate al morbo della “mucca pazza”.
Particolare attenzione è stata rivolta alla possibilità di riutilizzo sia nello stesso settore conciario che in altri settori industriali.
Per quanto riguarda il riutilizzo nel settore conciario, esso prevede l’applicazione dell’idrolizzato o suoi derivati all’interno della concia al cromo, verificando poi che la qualità delle pelli ottenute sia migliore o paragonabile a quella delle pelli che hanno subito una lavorazione tradizionale.
Per quanto riguarda gli altri settori assume particolare interesse la produzione di materiali biodegradabili, ottenuti da miscele di idrolizzato proteico e polimeri sintetici solubili in acqua, da destinare al settore degli imballaggi biodegradabili. E’ compito di questo studio effettuare una valutazione preliminare della concreta realizzabilità di manufatti biodegradabili contenenti idrolizzato proteico, dalla preparazione di miscele idrolizzato proteico-polimeri sintetici solubili in acqua alla loro caratterizzazione mediante prove atte a valutarne le proprietà chimico-fisiche e meccaniche.
1.5 V
ANTAGGI ATTESI DAL RIUTILIZZO
I benefici che si attendono dallo sviluppo delle tecniche di riutilizzo del carniccio sono essenzialmente legati ad una riduzione dell’impatto ambientale in termini di:
• notevole riduzione degli scarti di lavorazione del ciclo conciario;
• miglioramento della qualità dell’aria derivante dai minori tempi e quantitativi
di materia prima e prodotto finito in stoccaggio od in smaltimento;
• riduzione dei costi e dell’impatto ambientale associati alla necessità di