3 PRINCIPI DELLA PROGETTAZIONE IN CAMPO
PLASTICO
3.1 Comportamento a flessione di una trave in acciaio e formazione
della
cerniera plastica
Una trave sottoposta ad un carico verticale P, come nella figura 3.1, subisce una deformazione che può essere descritta in modo esauriente dalla curvatura κ = 1/r.
Figura 3.1 - Trave sotto carico trasversale
In accordo con la teoria tecnica delle travi, in un profilo RHS sottoposto a flessione la distribuzione delle deformazioni nella sezione, per l'ipotesi di mantenimento delle sezioni piane, può essere ritenuta lineare, pertanto la deformazione che interessa ogni fibra longitudinale, in cui può essere pensata divisa idealmente la trave, risulta proporzionale alla curvatura della trave stessa e alla distanza tra la fibra considerata e l'asse neutro di flessione. Poiché il legame costitutivo è di tipo non lineare, l’andamento delle tensioni all’interno della sezione risulta essere più articolato.
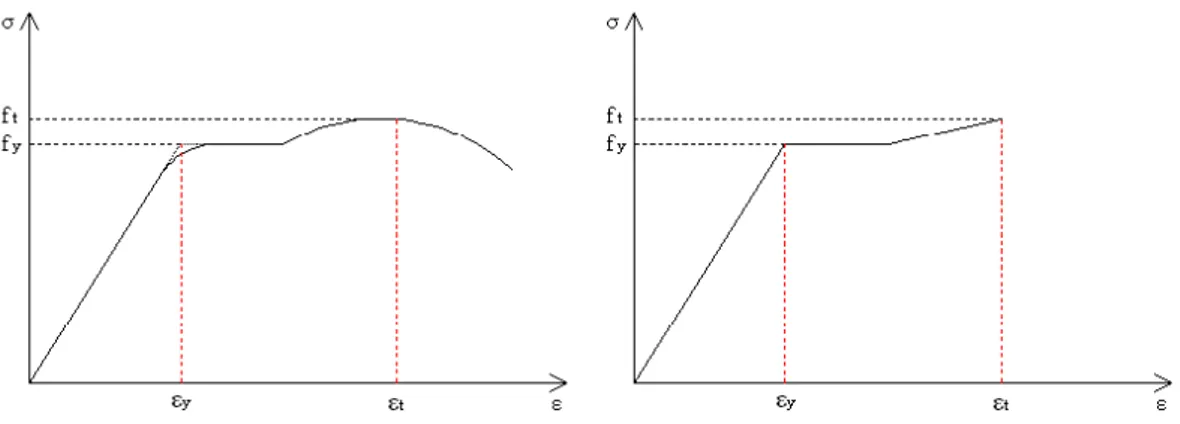
Per rendere la trattazione meno complessa, è comunemente adottata l'ipotesi semplificativa di schematizzare il materiale come elasto-plastico-incrudente (andamento delle tensioni tri-lineare di figura 3.2 a destra), oppure come elastico-perfettamente plastico (andamento delle tensioni bi-lineare di figura 3.3 a destra). La prima schematizzazione si presta meglio a rappresentare il comportamento di quei materiali che presentano un plateau-plastico definito (figura 3.2 a sinistra), come nel caso dei profili RHS formati a caldo, la seconda si presta invece per quelli in cui non esiste plateau-plastico e l’incrudimento si sviluppa subito dopo lo snervamento (figura 3.3 a sinistra), come negli RHS formati a freddo.
Figura 3.2 - Materiale elasto-plastico-incrudente
Figura 3.3 - Materiale elastico-perfettamente plastico
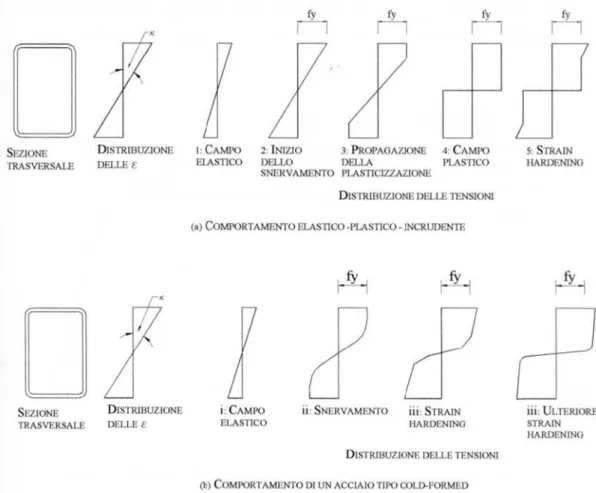
Nella figura 3.4 sono rappresentate schematicamente le distribuzioni delle tensioni all’interno della sezione di un profilo RHS, nel caso di un legame costitutivo tensione-deformazione elasto-plastico-incrudente ideale e nel caso reale di un acciaio tipo cold-formed.
In entrambi i casi, dopo una prima fase elastica, in cui le tensioni si presentano con un andamento lineare che si conclude con il raggiungimento del momento di snervamento My
(dove My = fy·Wy, con Wy modulo di resistenza elastico della sezione), segue una seconda in
cui, all’aumentare della curvatura, lo snervamento, partendo dalle fibre più lontane dall’asse baricentrico, si diffonde all’interno della sezione.
Per il materiale elasto-plastico-incrudente la sezione si snerva quasi completamente e giunge alla “completa” plasticizzazione per valori elevati della curvatura (teoricamente la plasticità totale può avvenire solamente a curvatura infinita); il momento corrispondente è detto momento plastico Mp (dove Mp = fy·Wp, con Wp modulo di resistenza plastico della sezione).
Per curvature ancora maggiori si manifesta l’incrudimento e la tensione supera, in alcuni punti della sezione, il valore corrispondente allo snervamento.
Nel caso di profili RHS formati a freddo la curva tensione-deformazione del materiale non presenta il plateau-plastico, dato che l’incrudimento inizia subito dopo lo snervamento. La tensione supera il limite fy per valori della curvatura più piccoli rispetto al caso ideale con
snervamento definito.
Figura 3.4 - Distribuzione di tensioni e deformazioni al crescere della curvatura in una sezione RHS
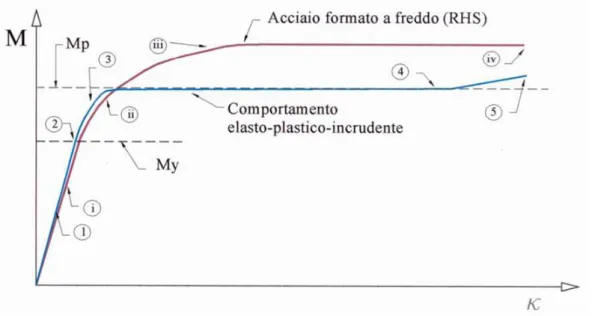
I diagrammi momento-curvatura, corrispondenti ai precedenti legami costitutivi, di una trave soggetta a flessione, sono mostrati in figura 3.5. Per il caso idealizzato (in blu), la curva include una tratto lineare e una transizione dal momento di snervamento al momento plastico. È evidente come la sezione, una volta raggiunta la completa plasticizzazione, possa subire incrementi della curvatura senza che aumenti il momento corrispondente. Al raggiungimento di tale condizione si fa corrispondere, nella traduzione schematica della situazione reale, la formazione della cosiddetta “cerniera plastica”; ovvero si pensa di concentrare tutta la rotazione plastica nella sezione in cui M = Mp, immaginando che qui sorga una cerniera
ideale. Le cerniere plastiche sono sede di un momento pari al valore limite Mp che si mantiene
In realtà, grazie all’incrudimento, il momento può superare il valore caratteristico della fase plastica; tuttavia tale incremento è generalmente trascurato poiché richiede rotazioni concentrate, molto spesso non compatibili con le esigenze funzionali delle strutture
Per un profilo RHS formato a freddo (curva rossa in figura 3.5), lo snervamento si manifesta per valori del momento inferiori a My; ciò è dovuto sia alla forma del legame
tensioni-deformazioni, sia alla presenza di tensioni residue nel materiale, derivanti dal processo produttivo. Inoltre, si può osservare come, a causa della mancanza di un plateau-plastico nel legame costitutivo e del precoce incrudimento, il momento superi il limite plastico.
Per ragioni di semplicità, un’ipotesi comunemente accettata, per schematizzare il comportamento di un profilo, è quello di utilizzare un modello "rigido-perfettamente plastico", ritenendo trascurabile la deformazione della fase elastica rispetto a quella della fase plastica.
3.2 La capacità rotazionale
Una trave d’acciaio soggetta a flessione risponde all’aumentare dell’azione sollecitante con un incremento della sua curvatura. Il processo ha termine con la rottura.
Se si escludono crisi dovute ad instabilità laterale o fuori-piano, la rottura può avvenire per raggiungimento della resistenza limite del materiale base, oppure per il manifestarsi di fenomeni di instabilità locale, che va ad interessare alcuni elementi costituenti l’elemento inflesso (buckling).
Per i profili a sezione chiusa SHS o RHS il collasso è generalmente governato dall’instabilità locale che si manifesta con la formazione di una bozza sulla flangia compressa.
Dati i fenomeni di instabilità, alcune travi possono arrivare alla crisi ancor prima che siano esaurite le riserve di resistenza del materiale, cosicché non sempre è possibile raggiungere il momento limite di snervamento o il momento plastico.
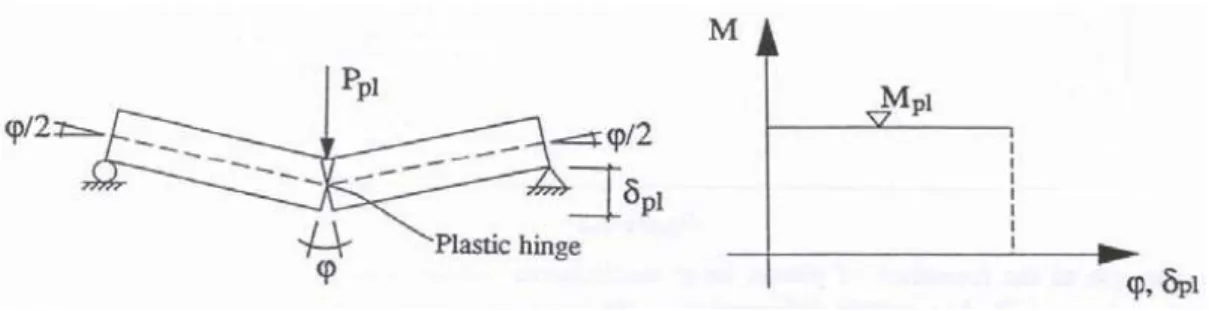
Secondo le ipotesi in uso nella teoria tecnica delle travi, che si rifanno al concetto di cerniera plastica, quando invece un profilo è in grado di raggiungere il momento plastico, si ricorre ad una schematizzazione bilineare del diagramma momento-rotazione (figura 3.6).
Figura 3.6 - Idealizzazione bilineare della cerniera plastica
In realtà, come abbiamo già avuto modo di accennare, il comportamento reale di una trave è sensibilmente diverso. Il diagramma momento-rotazione, infatti, presenta non solo delle curve che sono comprese tra i momenti elastici e plastici, ma addirittura curve che superano il valore del momento plastico, a causa dell’incrudimento dell’acciaio. La curva giunge ad un massimo, corrispondente al carico estremo che la trave è in grado di sopportare, per poi decrescere a causa dei fenomeni legati all’instabilità. Proprio l’instabilità locale, che interessa la porzione compressa del profilo, è il meccanismo responsabile della ridistribuzione delle tensioni all’interno della sezione del profilo stesso. Questa, generalmente, dà origine alla perdita di resistenza di tale zona, causando la riduzione, al crescere delle deformazioni, del
La misura convenzionale della capacità rotazionale della cerniera plastica è rappresentata attraverso il parametro “R”, che esprime la duttilità per gli elementi inflessi.
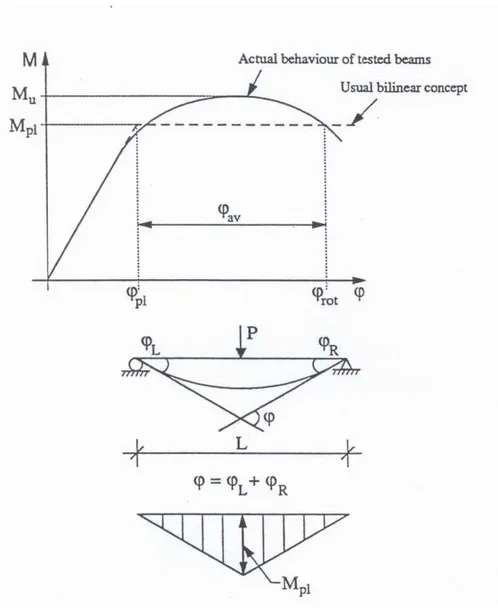
Nel valutare la capacità di rotazione si deve far riferimento alle rotazioni che si sviluppano successivamente al raggiungimento del momento plastico. Si introduce perciò il significato di rotazione plastica disponibile ϕav descritto in figura 3.7, in cui viene riprodotta una tipica
curva M-ϕ per una trave inflessa, semplicemente appoggiata, soggetta ad un carico verticale in mezzeria (three points bending test). Tale rotazione è quindi definita come:
ϕav = ϕrot - ϕpl ,
dove ϕrot è la rotazione a cui corrisponde, sul ramo discendente, un momento pari ad Mpl e ϕpl
è la rotazione teorica in corrispondenza del raggiungimento del momento plastico.
Essendo la rotazione ϕpl uguale all’integrale, sulla lunghezza della trave, della curvatura ed
essendo quest’ultima legata al momento massimo attraverso l’espressione κ = M/EJ, tale rotazione si può assumere come:
ϕpl = EJ 2 L Mpl ⋅ ⋅
per la prova a flessione su 3 punti (figura 3.8 a sinistra);
ϕpl =
(
)
EJ 2 l L Mpl ⋅ + ⋅per la prova a flessione su 4 punti (figura 3.8 a destra).
Figura 3.8 - Schema di prove a flessione su 3 punti (sinistra) e su 4 punti (destra)
In definitiva, la capacità di rotazione disponibile è espressa dalla relazione:
Rav = pl av ϕ ϕ = pl pl rot ϕ ϕ − ϕ
È da osservare come Rav, contenendo nella sua espressione ϕpl, risulta influenzata dalla
lunghezza L della trave, che rappresenta un parametro strutturale e non locale; nella pratica si possono incontrare delle difficoltà nel definire con chiarezza una lunghezza di riferimento. Alcuni studi effettuati in merito alla capacità di rotazione, ed in particolare quelli effettuati da Wilkinson, hanno definito la capacità di rotazione in termini di curvatura e non di rotazione, ottenendo così un valore di R che non è influenzato dalla lunghezza della trave.
Al fine di stabilire la possibilità di utilizzo di un profilo per un’analisi plastica, si deve confrontare la capacità di rotazione disponibile Rav con quella richiesta Rreq, definita,
Una maniera più semplice di controllare la duttilità delle cerniere plastiche consiste nel confrontare direttamente le rotazioni plastiche richieste ϕreq e quelle disponibili ϕav, anziché le
capacità di rotazione R. Questa preferenza è basata sul fatto che le dimensioni della sezione trasversale, come anche le proprietà del materiale, influenzano principalmente le rotazioni plastiche che, in generale, non dipendono dalla lunghezza L (eccetto nei casi in cui vincoli laterali insufficienti possano causare instabilità laterale o flesso-torsionale).
In conclusione possiamo affermare:
• la capacità di rotazione disponibile Rav dipende dalla lunghezza totale della trave;
• la rotazione plastica disponibile ϕav, è un parametro adeguato per caratterizzare la
capacità di deformazione di una sezione trasversale soggetta a flessione e in grado di stabilire la possibilità di utilizzo del profilo per un’analisi plastica;
• la rotazione plastica disponibile ϕav misurata nella prova di flessione a 4 punti contiene
una componente legata al contributo deformativo derivante dalla zona centrale della trave, a momento costante, ed una componente dovuta alla presenza della cerniera plastica; solo quest’ultima componente della rotazione plastica può essere considerata caratteristica della sezione trasversale, la prima dipende infatti dalla distanza tra i carichi, quindi da un parametro strutturale e non locale.